En esencia, el llenado del molde es la etapa inicial y más crítica del proceso de moldeo por inyección. Es el acto físico de inyectar un material fundido, como plástico o caucho, en una cavidad de molde cerrada bajo alta presión, forzando al material a tomar la forma de la pieza deseada mientras desplaza el aire interior.
La calidad de todo el proceso de moldeo depende de este primer paso. Cómo fluye e inunda el material la cavidad del molde determina directamente la integridad estructural, la precisión dimensional y la apariencia estética de la pieza final.
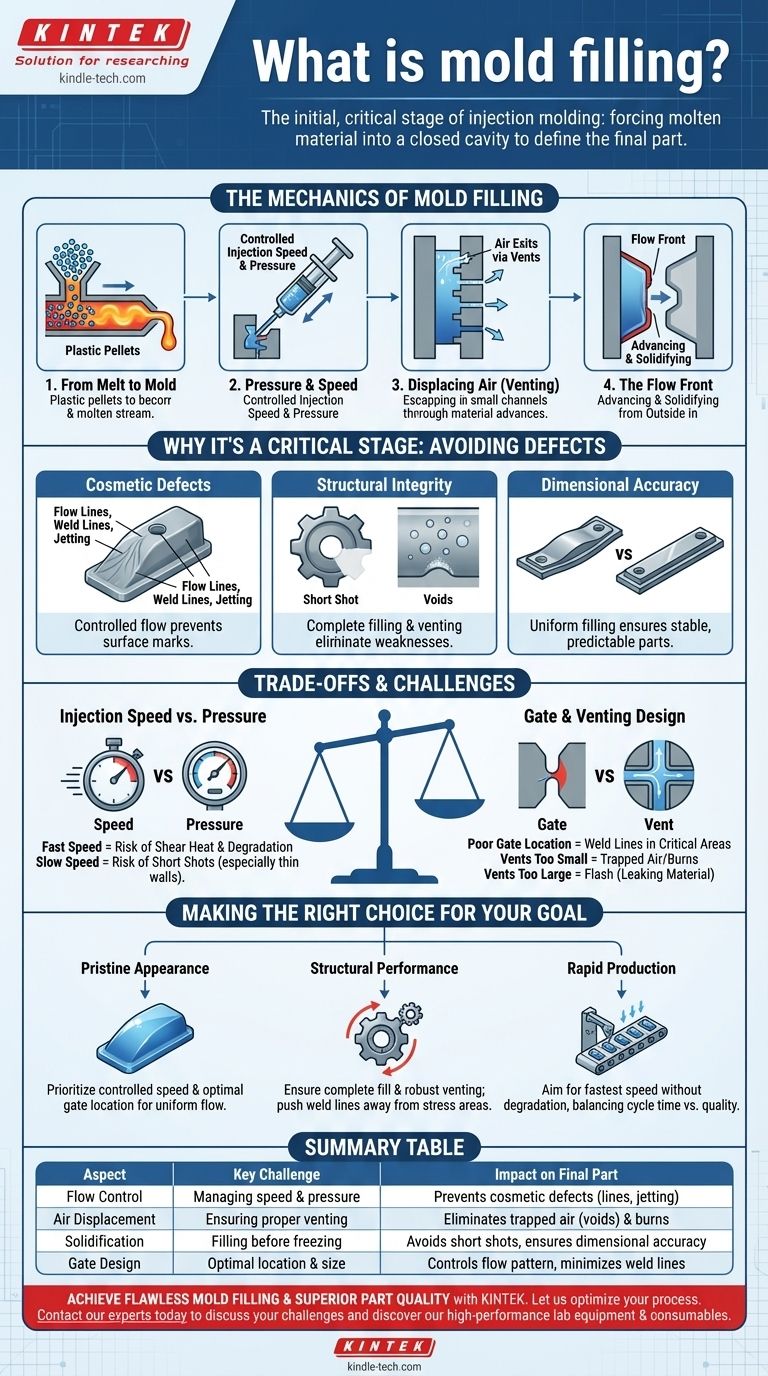
La Mecánica del Llenado del Molde
El llenado del molde no es simplemente cuestión de inyectar material en una caja. Es un proceso dinámico y altamente controlado gobernado por la física, donde el material fundido corre contra el tiempo a medida que comienza a enfriarse y solidificarse.
Del Fundido al Molde
Primero, la materia prima (generalmente en forma de gránulos) se calienta hasta alcanzar un estado específico fundido o "plastificado". Luego, este fluido viscoso se mantiene en una unidad de inyección, listo para ser forzado hacia el molde.
El Papel de la Presión y la Velocidad
La unidad de inyección actúa como una jeringa de alta potencia, empujando el material fundido hacia el molde a una velocidad de inyección y presión controladas con precisión. Estos parámetros son críticos para gestionar cómo fluye el material.
Desplazamiento del Aire (Ventilación)
La cavidad del molde se llena inicialmente de aire. A medida que entra el material fundido, este aire debe poder escapar. Los moldes están diseñados con canales diminutos llamados respiraderos (vents) que permiten la salida del aire, pero son demasiado pequeños para que pase el material fundido.
El Frente de Flujo
El borde delantero del material en movimiento se denomina frente de flujo. A medida que este frente avanza, toca las superficies más frías de las paredes del molde, lo que hace que el material comience a solidificarse desde el exterior hacia adentro. El objetivo es llenar toda la cavidad antes de que el frente de flujo se congele por completo.
Por Qué el Llenado del Molde es una Etapa Crítica
Casi todos los defectos comunes de moldeo se pueden rastrear hasta un problema durante la etapa de llenado. Controlar esta fase es esencial para producir una pieza de calidad.
Prevención de Defectos Estéticos
Un flujo incontrolado o mal gestionado puede crear líneas de flujo, líneas de soldadura (donde se encuentran dos frentes de flujo) y chorreo (jetting) (un chorro serpentino de material que se enfría prematuramente), todos los cuales estropean la superficie de la pieza.
Garantía de Integridad Estructural
Si el material se solidifica antes de que la cavidad esté completamente llena, el resultado es una pieza incompleta, conocida como pieza incompleta (short shot). Además, si el aire no se ventea correctamente, puede quedar atrapado, creando burbujas o vacíos (voids) que debilitan gravemente la pieza.
Logro de la Precisión Dimensional
La forma en que el material llena el molde influye en las tensiones internas y el posterior encogimiento y deformación de la pieza a medida que se enfría. Un patrón de llenado uniforme y constante es clave para producir piezas dimensionalmente estables y predecibles.
Comprensión de las Compensaciones y Desafíos
Optimizar el llenado del molde implica equilibrar varios factores en competencia. Rara vez existe una configuración "perfecta" única, solo el mejor compromiso para un material y una geometría de pieza específicos.
Velocidad de Inyección vs. Presión
Una velocidad de inyección rápida puede llenar el molde rápidamente antes de que el material se congele, pero también puede aumentar la fricción y degradar el material debido al exceso de calor por cizallamiento (shear heat). Una velocidad lenta es más suave con el material, pero aumenta el riesgo de una pieza incompleta, especialmente en piezas de paredes delgadas.
Ubicación y Tamaño de la Compuerta
La compuerta (gate) es la abertura por donde el material entra en la cavidad. Su ubicación y tamaño son decisiones de diseño fundamentales que dictan todo el patrón de flujo. Una mala ubicación de la compuerta puede crear líneas de soldadura en áreas estructuralmente críticas o causar un llenado desequilibrado.
Aire Atrapado y Ventilación
La ventilación es una compensación de diseño crucial. Los respiraderos demasiado pequeños atraparán aire, causando marcas de quemado o vacíos. Los respiraderos demasiado grandes pueden permitir que el material fundido se escape, creando una capa delgada no deseada de material llamada rebaba (flash).
Tomar la Decisión Correcta para su Objetivo
La estrategia ideal de llenado del molde depende completamente del requisito principal de la pieza terminada.
- Si su enfoque principal es la apariencia prístina: Priorice una velocidad de llenado progresiva y controlada y una ubicación óptima de la compuerta para crear un frente de flujo uniforme que minimice las marcas superficiales.
- Si su enfoque principal es el rendimiento estructural: Asegure un llenado completo y una ventilación robusta para eliminar los vacíos, y coloque las compuertas para alejar las líneas de soldadura de las áreas de alta tensión.
- Si su enfoque principal es la producción rápida: Busque la velocidad de inyección más rápida que no degrade el material ni cause defectos estéticos, equilibrando el tiempo de ciclo con la calidad de la pieza.
En última instancia, dominar el llenado del molde se trata de controlar con precisión el flujo del material para garantizar que la pieza final cumpla con su propósito previsto.
Tabla Resumen:
| Aspecto | Desafío Clave | Impacto en la Pieza Final |
|---|---|---|
| Control de Flujo | Gestión de la velocidad y presión de inyección | Previene defectos estéticos (líneas de flujo, chorreo) y degradación del material |
| Desplazamiento del Aire | Asegurar una ventilación adecuada para que el aire escape | Elimina burbujas de aire atrapadas (vacíos) y marcas de quemado que debilitan la pieza |
| Solidificación | Llenar la cavidad antes de que el material se congele | Evita piezas incompletas (piezas incompletas) y asegura la precisión dimensional |
| Diseño de la Compuerta | Elección de la ubicación y tamaño óptimos para la entrada del material | Controla el patrón de flujo para minimizar las líneas de soldadura en áreas críticas |
Logre un Llenado de Molde Impecable y una Calidad de Pieza Superior
Dominar el proceso de moldeo por inyección comienza con el control preciso del llenado del molde. El equipo adecuado es crucial para gestionar la presión, la velocidad y la temperatura para prevenir defectos y asegurar que cada pieza cumpla con sus especificaciones.
KINTEK se especializa en equipos de laboratorio y consumibles de alto rendimiento para pruebas de materiales y optimización de procesos, sirviendo a laboratorios y fabricantes enfocados en perfeccionar sus operaciones de moldeo por inyección.
Permítanos ayudarle a optimizar su proceso. Contacte a nuestros expertos hoy mismo para discutir sus desafíos específicos y descubrir cómo nuestras soluciones pueden mejorar su rendimiento y calidad de producto.
Guía Visual
Productos relacionados
- Molde de prensa de pastillas de polvo de laboratorio de anillo de plástico XRF & KBR para FTIR
- Moldes de Prensado Isostático para Laboratorio
- Molde de Prensado de Pastillas de Polvo de Ácido Bórico para XRF para Uso en Laboratorio
- Molde de prensa de pastillas de polvo de laboratorio de anillo de acero XRF y KBR para FTIR
- Molde de Prensado Antirrotura para Uso en Laboratorio
La gente también pregunta
- ¿Cómo se preparan las muestras para el análisis por FRX? Logre resultados precisos y fiables
- ¿Por qué se utiliza una prensa de pastillas de laboratorio antes de la pirólisis? Optimizar la Transferencia de Calor y la Consistencia en la Síntesis de Carbón Poroso
- ¿Cuál es el método de muestreo de FRX? Logre un análisis elemental preciso con una preparación de muestra adecuada
- ¿Cómo facilita una prensa de pastillas de polvo de laboratorio la preparación de cuerpos en verde cerámicos multicapa de gradiente de Al2O3/ZrO2? Técnicas de unión de precisión
- ¿Cuál es el propósito de usar un molde para prensar pellets al preparar muestras de prueba de catalizador? Asegurar la consistencia de los datos



















