En esencia, el ciclo de prensado isostático en caliente (HIP) es un proceso de fabricación controlado que somete un componente a una temperatura elevada y a una presión alta y uniforme simultáneamente. Dentro de una cámara sellada, se utiliza un gas inerte como el argón para aplicar esta presión de manera uniforme desde todas las direcciones, mientras que la temperatura se eleva hasta un punto en el que el material se vuelve plástico. Esta combinación cierra y suelda eficazmente los huecos, poros o defectos internos dentro del material.
El propósito central del ciclo HIP no es formar una pieza, sino perfeccionarla. Es un proceso de curación que utiliza calor simultáneo y presión uniforme para eliminar la porosidad interna, mejorando así drásticamente las propiedades mecánicas, la densidad y la fiabilidad de un componente.

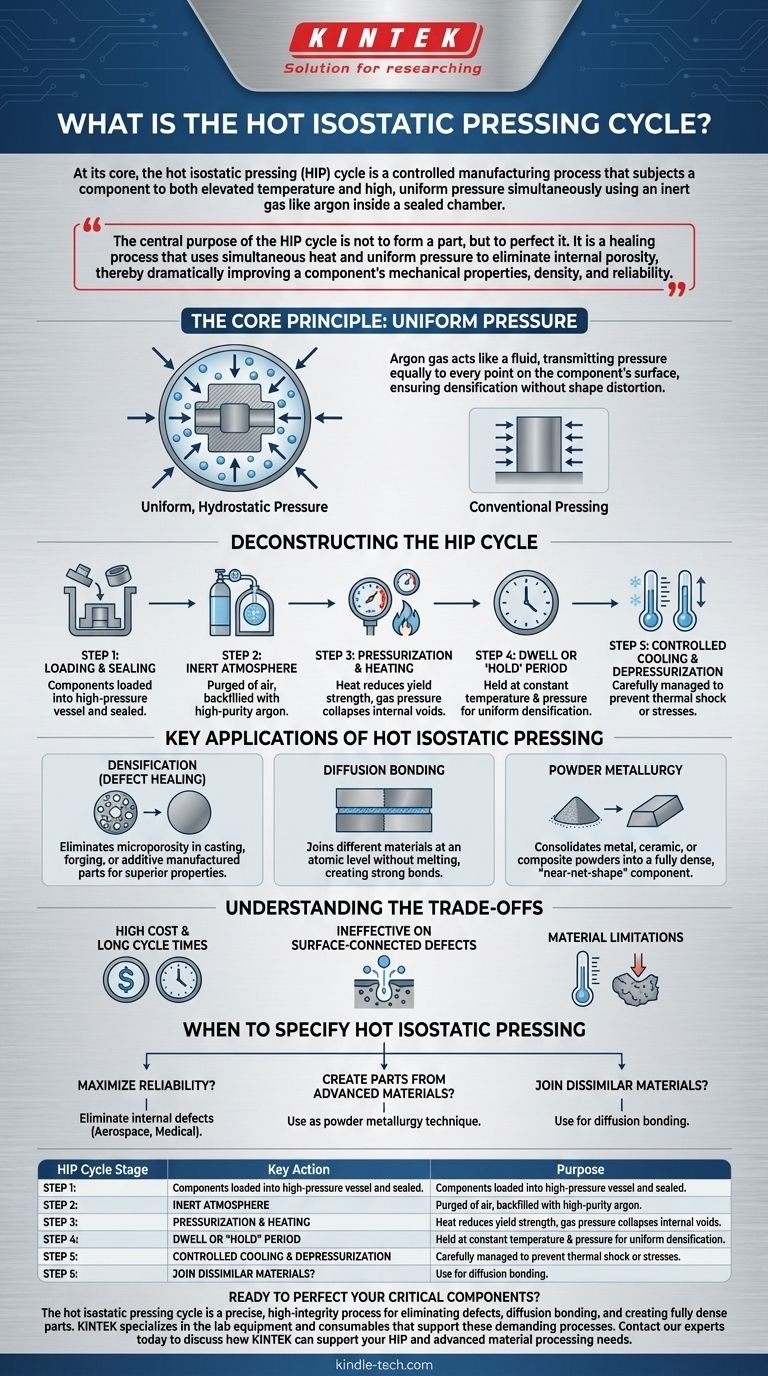
Desglosando el ciclo HIP
El proceso es meticulosamente controlado por ordenadores para garantizar resultados precisos y repetibles. Si bien los parámetros varían según el material y el resultado deseado, las etapas fundamentales siguen siendo consistentes.
Etapa 1: Carga y Sellado
Los componentes se cargan en el recipiente de alta presión de la unidad HIP. Una vez que las piezas están en su lugar, el recipiente se sella para crear un entorno contenido.
Etapa 2: Creación de una atmósfera inerte
La cámara se purga de aire y se vuelve a llenar con un gas inerte de alta pureza, casi siempre argón. Esto evita que el material se oxide o reaccione químicamente a las altas temperaturas de procesamiento.
Etapa 3: Presurización y calentamiento simultáneos
El núcleo del proceso comienza cuando la temperatura y la presión aumentan de forma controlada. El calor reduce la resistencia a la fluencia del material, haciéndolo suave y maleable, mientras que la inmensa presión del gas colapsa los huecos internos.
Etapa 4: Período de permanencia o "mantenimiento"
Una vez alcanzada la temperatura y presión objetivo, se mantienen constantes durante un período específico. Este "tiempo de permanencia" garantiza que la temperatura sea uniforme en todo el componente y permite la densificación completa y la unión por difusión de las superficies internas.
Etapa 5: Enfriamiento controlado y despresurización
Después del tiempo de permanencia, el recipiente se enfría y se libera la presión. Esta fase final se gestiona cuidadosamente para evitar el choque térmico o la introducción de nuevas tensiones internas en la pieza ahora densificada.
El principio central: presión uniforme
La eficacia del prensado isostático reside en su uso de presión hidrostática uniforme. El gas argón actúa como un fluido, transmitiendo la presión por igual a cada punto de la superficie del componente.
Esto es fundamentalmente diferente del prensado convencional, que aplica fuerza desde una o dos direcciones. La presión en todos los lados garantiza que una pieza se vuelva más densa sin distorsionar su forma, cerrando los poros de manera uniforme en todo su volumen.
Aplicaciones clave del prensado isostático en caliente
El proceso HIP se elige en función de la necesidad específica del producto. Se utiliza ampliamente para tres aplicaciones principales.
Densificación (Curación de defectos)
Este es el uso más común. El HIP se aplica a componentes fabricados mediante fundición, forja o fabricación aditiva (impresión 3D) para eliminar la microporosidad. Esto transforma una pieza estándar en una con una vida a la fatiga, resistencia y tenacidad superiores.
Unión por difusión
El HIP se puede utilizar para unir dos o más materiales diferentes a nivel atómico sin fundirlos. El calor y la presión hacen que los átomos de cada superficie se difundan hacia el otro, creando una unión tan fuerte como los materiales originales.
Metalurgia de polvos
El proceso puede consolidar polvos metálicos, cerámicos o compuestos en una pieza sólida totalmente densa. El polvo se sella en un molde flexible o recipiente, y el ciclo HIP lo compacta en un componente de "forma casi neta" con una microestructura uniforme y de grano fino.
Comprensión de las compensaciones
Aunque es potente, el proceso HIP implica consideraciones importantes que lo hacen adecuado para aplicaciones específicas de alto valor.
Alto coste y largos tiempos de ciclo
Las unidades HIP representan importantes inversiones de capital, y los ciclos en sí pueden durar muchas horas. Esto hace que el proceso sea más caro que los tratamientos térmicos convencionales.
Ineficaz en defectos conectados a la superficie
El proceso depende de la presión del gas para cerrar los huecos internos. Si un poro está abierto a la superficie de la pieza, el gas simplemente entrará en el poro y lo presurizará desde dentro, evitando que colapse.
Limitaciones del material
El material que se procesa debe ser capaz de soportar las altas temperaturas necesarias para la densificación sin fundirse ni degradarse. Esto requiere una cuidadosa selección de los parámetros del proceso para cada aleación o material específico.
Cuándo especificar el prensado isostático en caliente
Su decisión de utilizar HIP debe estar impulsada por el objetivo final de su componente.
- Si su enfoque principal es maximizar la fiabilidad en componentes críticos: Utilice HIP para eliminar defectos internos en piezas fundidas o impresas en 3D, especialmente para aplicaciones aeroespaciales o médicas.
- Si su enfoque principal es crear piezas a partir de materiales avanzados: Utilice HIP como técnica de metalurgia de polvos para formar componentes totalmente densos a partir de aleaciones o cerámicas especializadas que son difíciles de procesar de otro modo.
- Si su enfoque principal es unir materiales disímiles sin una junta soldada débil: Utilice HIP para la unión por difusión para crear componentes bimetálicos o metal-cerámicos de alta integridad.
En última instancia, el prensado isostático en caliente es una herramienta poderosa para lograr la máxima integridad del material cuando el rendimiento no puede verse comprometido.
Tabla de resumen:
| Etapa del ciclo HIP | Acción clave | Propósito |
|---|---|---|
| Carga y sellado | Colocar piezas en el recipiente y sellar | Crear un entorno contenido |
| Atmósfera inerte | Purgar el aire, rellenar con argón | Prevenir la oxidación a altas temperaturas |
| Presurización y calentamiento | Aumentar la presión del gas y la temperatura | Hacer que el material sea maleable, colapsar huecos |
| Período de permanencia | Mantener la temperatura y presión objetivo | Garantizar la densificación y unión uniformes |
| Enfriamiento y despresurización | Enfriamiento controlado y liberación de presión | Prevenir el choque térmico y nuevas tensiones |
¿Listo para perfeccionar sus componentes críticos?
El ciclo de prensado isostático en caliente es un proceso preciso y de alta integridad para eliminar defectos internos, unir por difusión materiales disímiles y crear piezas totalmente densas a partir de polvos. Para los laboratorios y fabricantes en los sectores aeroespacial, médico y de materiales avanzados, lograr este nivel de rendimiento no es negociable.
KINTEK se especializa en el equipo de laboratorio y los consumibles que respaldan estos procesos exigentes. Ya sea que esté investigando el comportamiento de los materiales o escalando la producción, le proporcionamos las soluciones fiables que necesita.
Póngase en contacto con nuestros expertos hoy mismo para analizar cómo KINTEK puede apoyar sus necesidades de HIP y procesamiento de materiales avanzados.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Moldes de Prensado Isostático para Laboratorio
La gente también pregunta
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cuál es el principio del prensado isostático en caliente? Lograr una densidad del 100% y un rendimiento superior
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?

















