En esencia, el tratamiento térmico de Prensado Isostático en Caliente (HIP) es un proceso que aplica simultáneamente alta temperatura y gas uniforme a alta presión a un material. Esta combinación "exprime" eficazmente los defectos internos como los poros microscópicos (porosidad), creando un componente completamente denso con propiedades mecánicas superiores. Los pasos clave implican cargar la pieza en un recipiente sellado, calentarla, presurizar el recipiente con un gas inerte como el argón, mantenerlo en estas condiciones y luego enfriarlo.
El propósito central del HIP no es simplemente calentar un material, sino usar el calor para hacerlo lo suficientemente maleable como para que el gas inerte a alta presión colapse físicamente y elimine los huecos internos. Esto convierte un componente potencialmente defectuoso en uno sólido y fiable.

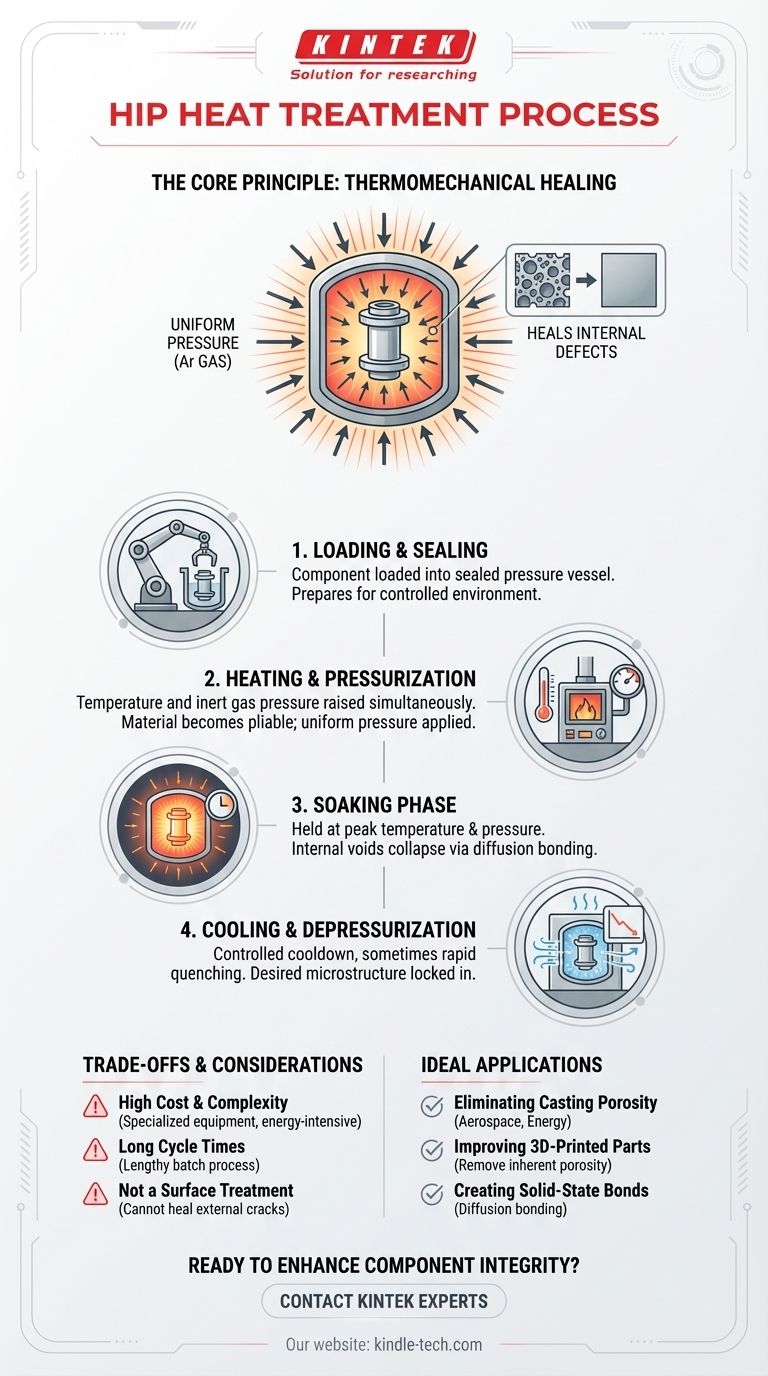
El Principio Fundamental: Cómo el HIP Cura los Materiales
Para comprender verdaderamente el proceso HIP, debe reconocerlo como un tratamiento termomecánico. El calor y la presión trabajan en perfecta sintonía, cada uno desempeñando un papel crítico en la transformación de la estructura interna del material.
El Papel de la Alta Temperatura
El primer paso es el calor. Elevar la temperatura del material hasta su rango de deformación plástica lo vuelve blando y maleable. Esta energía térmica permite que los átomos dentro del material se muevan más libremente, una condición previa necesaria para curar los defectos.
La Función de la Presión Isostática
Mientras el material está caliente y blando, se bombea un gas inerte (típicamente argón) al recipiente sellado, creando una presión inmensa. El término isostático es clave: significa que la presión se aplica por igual desde todas las direcciones. Esta fuerza uniforme aprieta suavemente el componente, colapsando cualquier poro interno, hueco o microfisura.
La Importancia del Gas Inerte
El uso de un gas inerte como el argón es innegociable. A estas altas temperaturas, un gas reactivo como el oxígeno causaría una oxidación severa y dañaría el componente. El argón sirve como un medio limpio y no reactivo para transmitir la presión sin alterar la química del material.
Un Desglose Paso a Paso del Ciclo HIP
Aunque los parámetros específicos varían según el material y la aplicación, cada ciclo HIP sigue una secuencia distinta y controlada que puede durar de 8 a 12 horas o más.
Carga y Sellado
Los componentes se cargan cuidadosamente en la sección del horno del recipiente a presión HIP. Una vez cargado, el recipiente se sella herméticamente para contener las presiones y temperaturas extremas que se aplicarán.
Calentamiento y Presurización
El horno interno comienza a calentar los componentes de acuerdo con un perfil térmico predefinido. Simultáneamente, se bombea gas argón al recipiente, elevando la presión interna al nivel objetivo. El calor y la presión aumentan juntos de manera controlada.
La Fase de Soaking (Mantenimiento)
Esta es la fase principal del tratamiento donde el material se "mantiene" a una temperatura y presión máximas específicas. Durante este tiempo de mantenimiento, la combinación de calor y fuerza isostática obliga a las superficies de los huecos internos a unirse a nivel atómico, un proceso conocido como unión por difusión. Esto es lo que elimina la porosidad.
Enfriamiento y Despresurización
Después del período de mantenimiento, el ciclo concluye con una fase de enfriamiento controlado. Algunas unidades HIP avanzadas pueden realizar un enfriamiento rápido presurizado, que actúa como un paso de templado. Esto puede fijar una microestructura deseable, combinando los beneficios del HIP con un tratamiento térmico en un solo ciclo.
Comprensión de las Ventajas y Consideraciones
El HIP es un proceso increíblemente potente, pero no es una solución universal. Comprender sus limitaciones es fundamental para su aplicación efectiva.
Alto Costo y Complejidad
Las unidades HIP son equipos altamente especializados y costosos, que requieren un recipiente a presión capaz de soportar condiciones extremas. El proceso consume mucha energía y grandes cantidades de gas argón, lo que lo convierte en un paso costoso reservado para componentes de alto valor.
Tiempos de Ciclo Largos
Como se señaló, un ciclo HIP típico es un proceso por lotes largo. Esta larga duración debe tenerse en cuenta en los plazos y costos de producción, ya que puede ser un cuello de botella significativo en comparación con otros métodos de tratamiento térmico.
No es un Tratamiento Superficial
El HIP está diseñado para eliminar defectos internos. No puede curar grietas o huecos que estén abiertos a la superficie de la pieza. El gas presurizado simplemente entraría en la grieta desde el exterior, igualando la presión e impidiendo que se cierre.
Tomar la Decisión Correcta para su Objetivo
La aplicación de HIP debe ser una decisión deliberada impulsada por una necesidad de ingeniería específica.
- Si su objetivo principal es eliminar la porosidad de la fundición: HIP es la solución estándar de la industria para aumentar la densidad y la vida útil a la fatiga de componentes críticos fundidos en aplicaciones aeroespaciales y energéticas.
- Si su objetivo principal es mejorar las piezas metálicas impresas en 3D: HIP es un paso vital de postprocesamiento para eliminar la porosidad inherente de la fabricación aditiva, mejorando significativamente la resistencia y fiabilidad de la pieza.
- Si su objetivo principal es crear uniones en estado sólido: El proceso es excepcionalmente eficaz para la unión por difusión de materiales disímiles o la consolidación de polvos metálicos en piezas completamente densas y de forma casi neta.
En última instancia, comprender el proceso HIP le permite especificar un paso de fabricación que transforma los buenos componentes en componentes excepcionales.
Tabla Resumen:
| Paso del Proceso HIP | Función Clave | Resultado |
|---|---|---|
| Carga y Sellado | El componente se coloca en un recipiente a presión sellado. | Prepara para un entorno controlado. |
| Calentamiento y Presurización | La temperatura y la presión del gas inerte se elevan simultáneamente. | El material se vuelve maleable; la presión se aplica uniformemente. |
| Fase de Mantenimiento | Se mantiene a la temperatura y presión máximas. | Los huecos internos colapsan mediante unión por difusión. |
| Enfriamiento y Despresurización | Enfriamiento controlado, a veces con templado rápido. | La microestructura deseada se fija; el ciclo se completa. |
¿Listo para mejorar la integridad y el rendimiento de sus componentes críticos?
KINTEK se especializa en equipos y consumibles de laboratorio avanzados, satisfaciendo las necesidades precisas de laboratorios en los sectores aeroespacial, de fabricación aditiva y energético. El proceso HIP es la piedra angular para crear piezas fiables y de alto valor.
Deje que nuestros expertos le ayuden a determinar si HIP es la solución adecuada para su aplicación. Proporcionamos la tecnología y el soporte para eliminar la porosidad y lograr propiedades materiales superiores.
Contacte a nuestro equipo hoy mismo para una consulta y descubra cómo KINTEK puede apoyar sus objetivos de calidad e innovación.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Moldes de Prensado Isostático para Laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Cuál es el proceso de prensado isostático? Lograr densidad uniforme y formas complejas

















