En resumen, el secado secundario elimina las últimas moléculas de agua fuertemente ligadas. Esto se logra aumentando la temperatura del producto bajo un vacío profundo, proporcionando suficiente energía para romper los enlaces que mantienen esta humedad residual unida al material. Este paso crítico asegura la estabilidad a largo plazo del producto final.
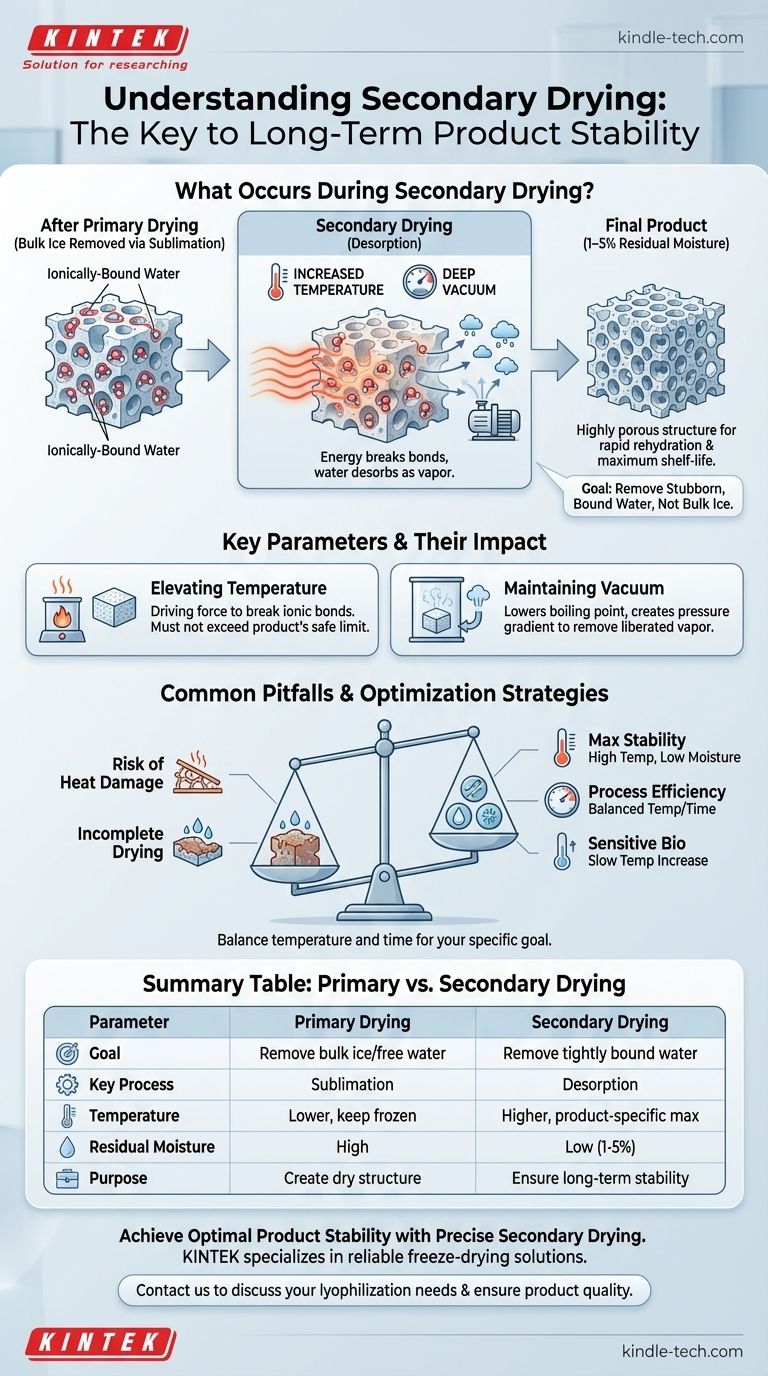
El propósito central del secado secundario no es eliminar el hielo a granel, sino desorber el agua iónicamente ligada y persistente que el secado primario deja atrás, logrando la menor humedad residual posible para una vida útil máxima.

El objetivo del secado secundario: más allá del agua libre
Para comprender el secado secundario, primero debemos reconocer lo que logra el secado primario y lo que deja atrás. Todo el proceso es una secuencia cuidadosamente controlada para lograr un producto altamente estable y seco.
Recapitulación del secado primario
La primera fase, el secado primario, elimina la mayor parte del agua del producto. Esto se realiza convirtiendo el agua congelada (hielo) directamente en vapor mediante sublimación, manteniendo baja la temperatura del producto. Esta fase elimina el agua "fácil".
El desafío del agua ligada
Después del secado primario, queda una pequeña pero significativa cantidad de agua. Esto no es hielo libre; es agua ligada iónicamente, donde las moléculas de agua individuales están unidas directamente a las moléculas del producto. Estos enlaces son mucho más fuertes que los enlaces entre las moléculas de agua en el hielo.
El mecanismo de la desorción
El secado secundario se dirige a esta agua ligada. Al aumentar cuidadosamente la temperatura, proporcionamos la energía térmica necesaria para romper estos enlaces iónicos. Este proceso se denomina desorción, donde las moléculas de agua se liberan de la superficie del producto como vapor y son eliminadas por el sistema de vacío.
Parámetros clave y su impacto
El éxito del secado secundario depende del control preciso de la temperatura y la presión para lograr el contenido de humedad final deseado sin dañar el producto.
Elevación de la temperatura
La temperatura se incrementa a un nivel superior al de la fase primaria, a menudo hasta la temperatura máxima que el producto puede tolerar de forma segura. Esta es la fuerza impulsora que suministra la energía necesaria para romper los enlaces que retienen las últimas moléculas de agua.
Mantenimiento del vacío
Si bien la temperatura proporciona la energía, el vacío profundo sigue siendo fundamental. Reduce el punto de ebullición del agua y crea un gradiente de presión que elimina eficientemente el vapor de agua recién liberado de la cámara de secado.
El resultado: un producto poroso y estable
Completar esta fase con éxito deja el material con un contenido de humedad residual final típicamente entre el 1% y el 5%. La eliminación tanto del agua libre como de la ligada crea una estructura altamente porosa, lo que permite una rápida rehidratación cuando el producto está listo para su uso.
Errores comunes a evitar
Aunque es esencial, el secado secundario es un equilibrio delicado. Una gestión incorrecta de esta fase puede comprometer todo el ciclo de liofilización y arruinar el producto final.
Riesgo de degradación del producto
El riesgo principal es el daño por calor. Si la temperatura se eleva demasiado o demasiado rápido, puede hacer que la estructura del producto colapse o, en el caso de productos biológicos sensibles, causar desnaturalización. Este daño es irreversible.
Secado incompleto
Por el contrario, no proporcionar suficiente calor o tiempo resultará en la eliminación incompleta del agua ligada. Una alta humedad residual reduce significativamente la vida útil del producto y puede provocar su degradación con el tiempo.
Tomar la decisión correcta para su objetivo
Optimizar su fase de secado secundario depende completamente de la naturaleza de su producto y de sus requisitos finales de estabilidad.
- Si su enfoque principal es la máxima estabilidad a largo plazo: Apunte a la menor humedad residual posible utilizando la temperatura más alta que su producto pueda tolerar sin daños.
- Si su enfoque principal es la eficiencia del proceso: Equilibre cuidadosamente la velocidad de aumento de la temperatura y el tiempo de mantenimiento para minimizar la duración del ciclo sin dejar de alcanzar su nivel de humedad objetivo.
- Si su enfoque principal es preservar un producto biológico sensible: Emplee un aumento de temperatura más conservador y lento para garantizar que la estructura molecular del producto permanezca completamente intacta.
En última instancia, dominar el secado secundario es clave para producir un producto liofilizado estable, eficaz y duradero.
Tabla de resumen:
| Parámetro | Secado Primario | Secado Secundario |
|---|---|---|
| Objetivo | Eliminar el hielo a granel (agua libre) mediante sublimación | Eliminar el agua fuertemente ligada mediante desorción |
| Proceso clave | Sublimación | Desorción |
| Temperatura | Más baja, para mantener el producto congelado | Más alta, temperatura máxima segura específica del producto |
| Humedad Residual | Alta (después del secado primario) | Baja (objetivo final del 1-5%) |
| Propósito | Crear una estructura seca | Asegurar la estabilidad a largo plazo y la vida útil |
Logre una estabilidad óptima del producto con un secado secundario preciso.
KINTEK se especializa en equipos y consumibles de liofilización de laboratorio, proporcionando el control de temperatura y vacío confiable esencial para completar con éxito la fase de secado secundario. Ya sea que su objetivo sea la máxima vida útil, la eficiencia del proceso o la preservación de productos biológicos sensibles, nuestras soluciones están diseñadas para ayudarle a lograr el menor contenido de humedad residual posible para un producto estable y duradero.
Contáctenos hoy para discutir cómo podemos apoyar sus necesidades específicas de liofilización y garantizar la calidad de su producto final. Póngase en contacto a través de nuestro formulario de contacto para hablar con un experto.
Guía Visual