Para preservar los medicamentos biológicos más delicados, la liofilización es el método ideal porque elimina el agua a bajas temperaturas mediante sublimación, un proceso que evita el daño estructural causado por el calor o la congelación convencional. Esta suave deshidratación fija la compleja estructura molecular del fármaco, preservando su actividad biológica y asegurando su eficacia cuando llega al paciente.
El desafío central en la fabricación farmacéutica es evitar la degradación de moléculas biológicas sensibles, como proteínas y vacunas. La liofilización resuelve esto transformando el producto en un polvo seco y estable sin los efectos dañinos del calor, garantizando así su estabilidad y potencia a largo plazo.

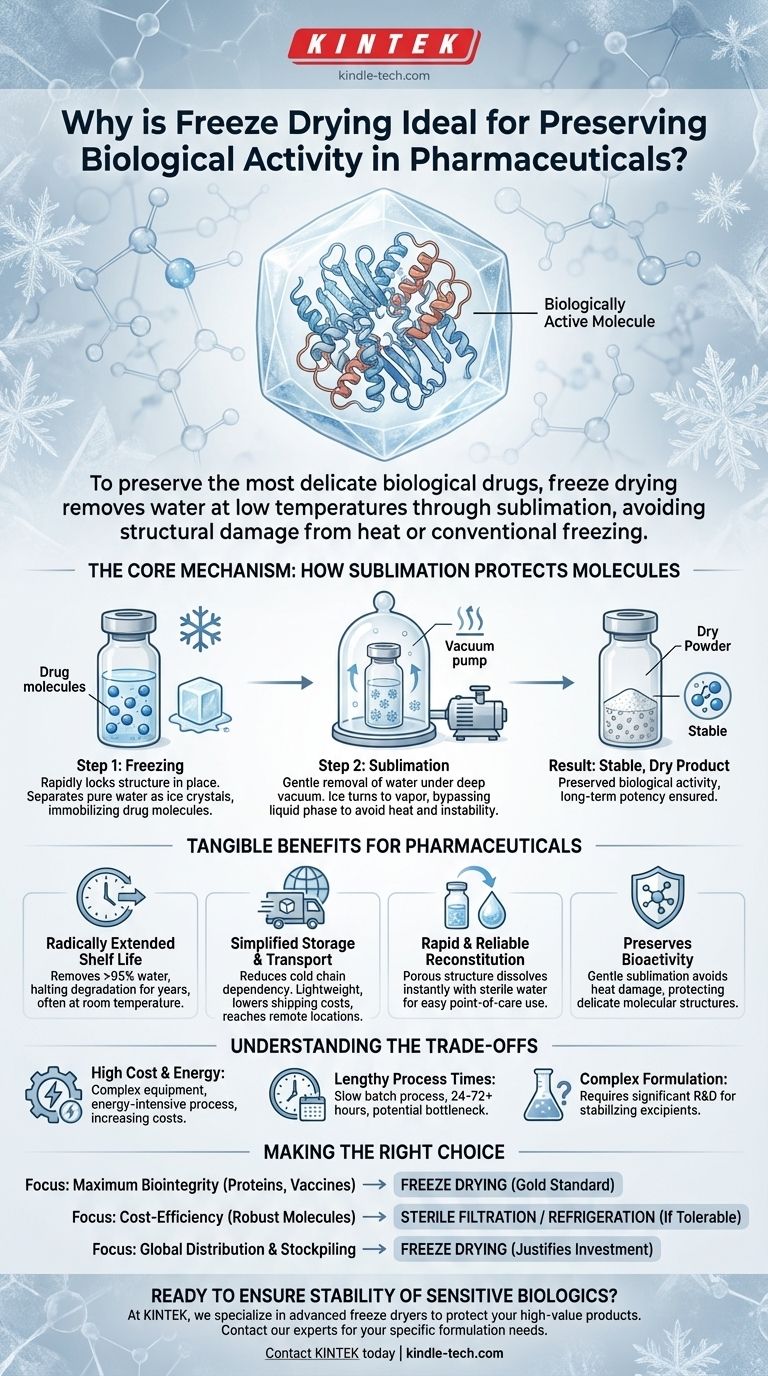
El mecanismo central: cómo la sublimación protege las moléculas
Para entender por qué la liofilización es tan efectiva, primero debemos comprender los enemigos de los medicamentos biológicos: el calor y el agua.
El problema con el agua y el calor
La mayoría de los medicamentos biológicos, como anticuerpos y vacunas, se producen en una solución acuosa. Aunque necesaria para su creación, el agua también permite reacciones químicas que hacen que estas moléculas complejas se descompongan con el tiempo.
El calor es un método convencional para eliminar el agua, pero es destructivo. Las altas temperaturas hacen que las delicadas estructuras plegadas de las proteínas se desenrollen (desnaturalicen), destruyendo permanentemente su función biológica.
Paso 1: Congelación para fijar la estructura en su lugar
El primer paso en la liofilización es congelar rápidamente la solución del fármaco. Este proceso inmoviliza las moléculas del fármaco, fijando sus frágiles estructuras tridimensionales en una matriz de hielo sólido.
Esta congelación inicial es crítica. Separa el agua pura (como cristales de hielo) de las moléculas del fármaco, preparando el producto para la deshidratación sin permitir que las moléculas se degraden.
Paso 2: Sublimación - La suave eliminación del agua
Este es el paso clave que distingue a la liofilización. El producto congelado se coloca bajo un vacío profundo.
Bajo estas condiciones de baja presión, los cristales de hielo se convierten directamente en vapor de agua sin fundirse primero en un líquido. Este proceso físico se llama sublimación.
Al evitar por completo la fase líquida, la sublimación elimina el agua mientras mantiene el producto congelado y a baja temperatura. Esto evita tanto la inestabilidad química de una solución líquida como el daño estructural del secado por calor.
Los beneficios tangibles para los productos farmacéuticos
Este mecanismo de preservación único ofrece varias ventajas poderosas para la fabricación, almacenamiento y entrega de medicamentos.
Vida útil radicalmente extendida
Al eliminar más del 95% del agua, la liofilización detiene eficazmente los procesos químicos y biológicos que causan la degradación.
Esto transforma un medicamento líquido inestable que podría durar semanas en un polvo estable que puede almacenarse durante muchos años, a menudo sin refrigeración.
Almacenamiento y transporte simplificados
Muchos productos biológicos líquidos requieren una "cadena de frío" constante —refrigeración ininterrumpida desde la fábrica hasta la clínica— lo cual es costoso y logísticamente complejo.
Los productos liofilizados suelen ser estables a temperatura ambiente. También son ligeros, lo que reduce drásticamente los costos de envío y facilita el suministro de medicamentos a ubicaciones remotas o desafiantes.
Reconstitución rápida y fiable
El proceso de sublimación crea una estructura porosa, similar a una esponja, en el producto seco.
Esta estructura permite que el polvo se reconstituya (redisolva) casi instantáneamente con agua estéril justo antes de la administración, asegurando que el medicamento se prepare correcta y fácilmente en el punto de atención.
Comprendiendo las compensaciones
A pesar de sus claras ventajas, la liofilización no es una solución universal. Implica consideraciones significativas que la hacen adecuada solo para productos sensibles de alto valor.
Alto costo y consumo de energía
Los liofilizadores son equipos complejos y costosos. El proceso en sí también consume mucha energía debido al vacío profundo y al control de temperatura requeridos, lo que aumenta los costos de fabricación.
Tiempos de proceso prolongados
Un solo ciclo de liofilización puede tardar entre 24 y 72 horas, o incluso más. Este lento proceso por lotes puede ser un cuello de botella en la fabricación de alto volumen en comparación con métodos de secado continuos y más rápidos.
Desarrollo de formulaciones complejas
No todas las formulaciones de fármacos pueden liofilizarse con éxito. Se requiere una investigación y desarrollo significativos para seleccionar los excipientes estabilizadores (ingredientes inactivos) adecuados que protejan la molécula del fármaco activo de las tensiones de la congelación y el secado.
Tomando la decisión correcta para su producto
Decidir sobre un método de preservación requiere equilibrar la sensibilidad del producto con las realidades de fabricación y logística.
- Si su enfoque principal es la máxima integridad biológica para un producto altamente sensible: La liofilización es el estándar de oro para preservar proteínas complejas, anticuerpos y vacunas.
- Si su enfoque principal es la rentabilidad para una molécula más robusta: Métodos más simples como la filtración estéril y la refrigeración pueden ser suficientes si el producto puede tolerarlos durante su vida útil requerida.
- Si su enfoque principal es la distribución global y el almacenamiento a largo plazo: La estabilidad y los requisitos reducidos de la cadena de frío de un producto liofilizado a menudo justifican el mayor costo de fabricación inicial.
En última instancia, la liofilización proporciona una protección inigualable para los medicamentos biológicos más valiosos y sensibles, asegurando su eficacia desde el momento de la fabricación hasta el punto de atención al paciente.
Tabla resumen:
| Ventaja clave | Descripción |
|---|---|
| Preserva la bioactividad | El suave proceso de sublimación evita el daño por calor, protegiendo las delicadas estructuras moleculares. |
| Extiende la vida útil | Elimina >95% de agua, transformando líquidos inestables en polvos estables durante años. |
| Simplifica la logística | A menudo estable a temperatura ambiente, reduciendo la dependencia de la cadena de frío y los costos de envío. |
| Garantiza un uso fácil | La estructura porosa permite una reconstitución rápida y fiable con agua estéril. |
¿Listo para asegurar la estabilidad y potencia de sus productos biológicos sensibles?
En KINTEK, nos especializamos en proporcionar equipos de laboratorio avanzados, incluidos liofilizadores (liofilizadores) diseñados para satisfacer las rigurosas demandas del desarrollo y la fabricación farmacéutica. Nuestras soluciones le ayudan a proteger sus proteínas, vacunas y otros productos biológicos de alto valor, garantizando su eficacia desde la producción hasta el paciente.
Deje que nuestros expertos le ayuden a seleccionar el equipo ideal para sus necesidades específicas de formulación. Contacte con KINTEK hoy mismo para discutir cómo podemos apoyar sus procesos críticos de preservación.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales















