
El enemigo que no puedes ver
Imagine la pala de una turbina girando a 10.000 RPM dentro de un motor a reacción. O un implante de cadera de titanio diseñado para durar toda la vida. En estas aplicaciones, el fallo es catastrófico.
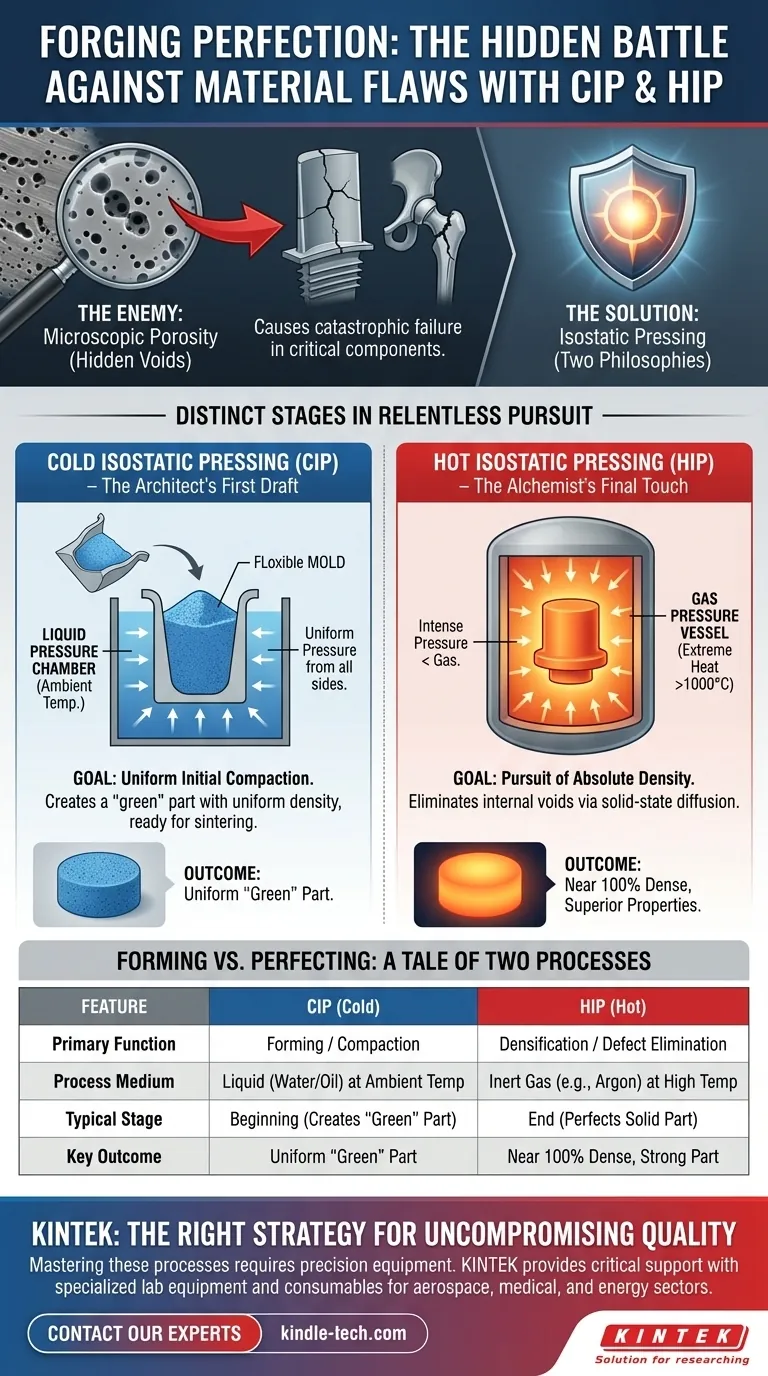
La mayor amenaza para estos componentes no suele ser una grieta visible o una fuerza externa, sino un enemigo invisible que acecha en su interior: la porosidad microscópica. Estos diminutos vacíos, atrapados dentro del material durante la fabricación, son el punto de partida para la fatiga y la fractura.
Erradicar este enemigo oculto requiere más que un buen diseño; exige una profunda comprensión de cómo se moldean y perfeccionan fundamentalmente los materiales. Este es el mundo del prensado isostático.
Formar un plano frente a forjar una obra maestra
En el corazón de la fabricación avanzada, existen dos filosofías distintas. La primera se trata de formar, crear una forma inicial y precisa a partir de materia prima. La segunda se trata de perfeccionar, tomar esa forma y elevarla a un estado de integridad casi impecable.
El Prensado Isostático en Frío (CIP) y el Prensado Isostático en Caliente (HIP) encarnan estas dos filosofías. No son métodos que compiten entre sí; son etapas distintas en la búsqueda incesante de la perfección del material.
El primer borrador del arquitecto: Prensado Isostático en Frío (CIP)
El CIP es el boceto inicial y magistral del arquitecto. Su propósito es tomar un polvo suelto y compactarlo en una forma sólida y manejable con una uniformidad notable.
El objetivo: Compactación inicial uniforme
El objetivo principal del CIP es crear una pieza "en verde", un componente frágil pero de densidad uniforme, listo para el siguiente paso. Al aplicar presión por igual desde todas las direcciones, el CIP evita los gradientes de densidad y las tensiones internas que plagan los métodos de prensado tradicionales. Esta uniformidad es crítica, ya que previene deformaciones y defectos durante la fase final de sinterización a alta temperatura.
El método: Un abrazo suave y uniforme
En el proceso CIP:
- Se sella un polvo en un molde flexible e impermeable.
- El molde se sumerge en una cámara de presión llena de líquido.
- Se aplica una inmensa presión hidráulica al líquido a temperatura ambiente.
Esta presión isostática, igual desde todas las direcciones, compacta suave y uniformemente el polvo, creando un plano preciso de la pieza final.
El toque final del alquimista: Prensado Isostático en Caliente (HIP)
Si el CIP es el arquitecto, el HIP es el alquimista. Es un proceso transformador que toma un componente ya sólido y purga sus defectos más profundos, convirtiendo una buena pieza en una perfecta.
El objetivo: La búsqueda de la densidad absoluta
El único propósito del HIP es cazar y eliminar los vacíos internos. Estos poros microscópicos, ya sean remanentes de un proceso de fundición o de sinterización, son concentradores de tensiones. Bajo carga, son los epicentros desde los cuales se propagan las grietas. El HIP es la defensa final contra este modo de fallo.
El método: Prueba de fuego y presión
Durante el HIP:
- Se coloca un componente sólido dentro de un recipiente de alta presión.
- El recipiente se calienta a temperaturas extremas (a menudo superiores a 1.000 °C), lo que hace que el material sea plásticamente deformable a nivel microscópico.
- Simultáneamente, el recipiente se llena con un gas inerte a alta presión, como el argón.
Esta combinación de calor intenso y presión isostática aplastante obliga a los vacíos internos del material a colapsar y fusionarse a través de un proceso llamado difusión en estado sólido. Los propios átomos migran para curar las brechas, dejando una estructura casi 100% densa.
Una historia de dos procesos: Formar frente a perfeccionar
Elegir entre CIP y HIP no es una elección en absoluto; se trata de comprender qué etapa de su flujo de trabajo de fabricación necesita abordar.
| Característica | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Función principal | Formación / Compactación | Densificación / Eliminación de defectos |
| Medio de proceso | Líquido (agua/aceite) a temperatura ambiente | Gas inerte (p. ej., argón) a alta temperatura (>1000 °C) |
| Etapa típica | Inicio: Crea una pieza "en verde" uniforme a partir de polvo | Final: Perfecciona una pieza ya sólida |
| Resultado clave | Una pieza "en verde" con densidad uniforme lista para la sinterización | Una pieza casi 100% densa con propiedades mecánicas superiores |
| Aplicación ideal | Formación rentable de formas complejas a partir de polvo | Componentes críticos donde el fallo no es una opción (aeroespacial, médico) |
La estrategia adecuada para una calidad sin concesiones
Su estrategia de fabricación depende completamente de su objetivo:
- Para crear una forma inicial compleja a partir de polvo: El CIP es su herramienta. Proporciona la pieza en verde uniforme y bien compactada que sirve como base perfecta para la sinterización final.
- Para lograr la máxima fiabilidad y rendimiento: El HIP es el paso final esencial. Eleva una pieza fundida o sinterizada a su máximo potencial, garantizando su integridad en los entornos más exigentes.
Dominar estos procesos requiere no solo conocimiento, sino también equipos de precisión. La capacidad de controlar la presión y la temperatura con fiabilidad absoluta es primordial. Aquí es donde KINTEK brinda un apoyo crítico, ofreciendo equipos de laboratorio especializados y consumibles que permiten a los investigadores e ingenieros de los sectores aeroespacial, médico y energético superar los límites de la ciencia de los materiales.
Ya sea que esté dando forma al futuro con CIP o perfeccionándolo con HIP, tener el socio y las herramientas adecuadas es lo que convierte un buen componente en uno irrompible. Contacte a nuestros expertos
Guía Visual
Productos relacionados
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
Artículos relacionados
- Principio y proceso del prensado isostático en frío
- Más allá de la fuerza bruta: El poder silencioso del prensado isostático en frío
- Más allá de la fuerza bruta: la lógica de ingeniería de la presión uniforme
- Prensado isostático en frío Un cambio de juego en la ciencia de los materiales
- Comprender el prensado isostático en frío: Aplicación, ventajas y limitaciones

















