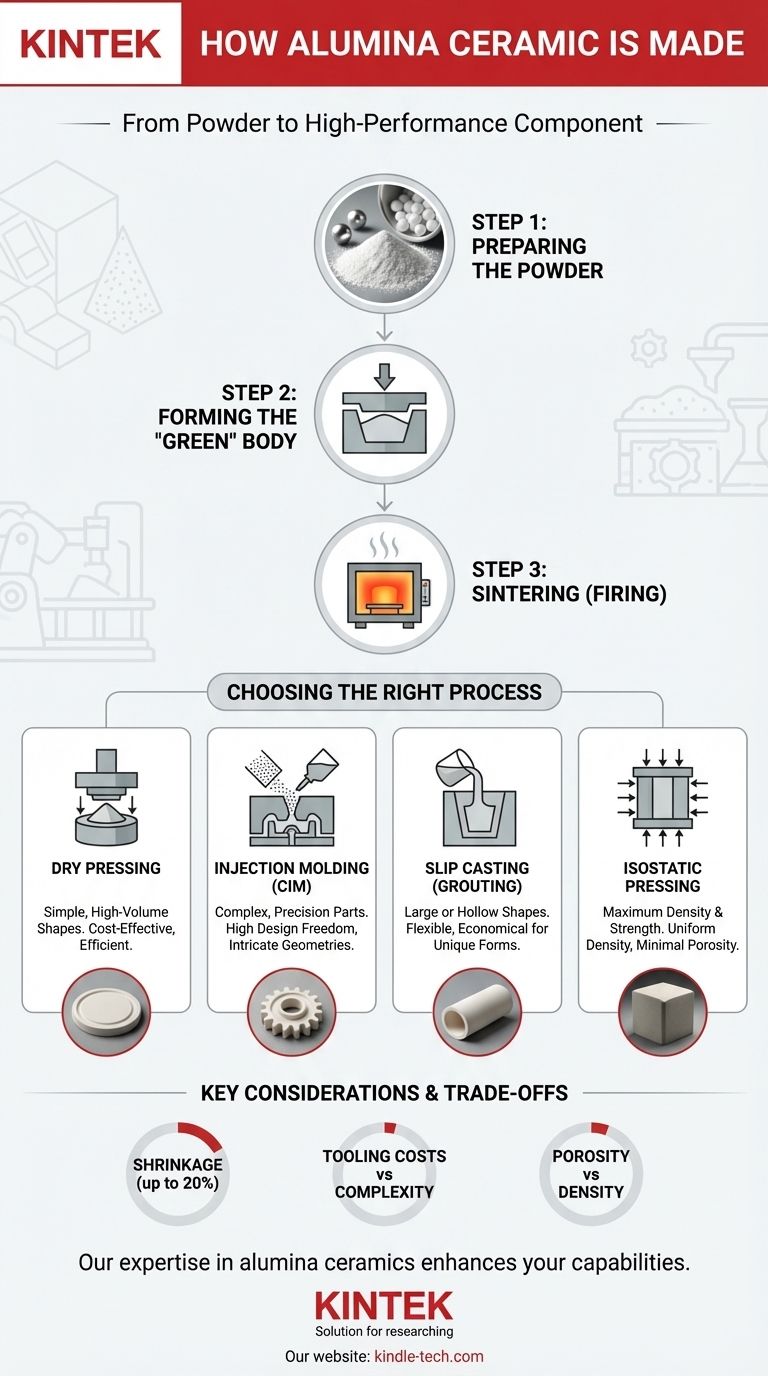
En esencia, la creación de un componente cerámico de alúmina implica tres pasos fundamentales: preparar un polvo de óxido de aluminio de alta pureza, compactar ese polvo en la forma deseada (conocido como "cuerpo verde") y luego cocerlo en un horno a temperaturas extremadamente altas. Este proceso final de calentamiento, llamado sinterización, fusiona las partículas de polvo, convirtiéndolas en una pieza cerámica densa, sólida y excepcionalmente dura.
El método de fabricación específico elegido no es solo un detalle, es el factor principal que dicta la complejidad geométrica, la precisión y las características de rendimiento de la pieza final. Comprender el vínculo entre el proceso de conformado y el resultado final es fundamental para cualquier aplicación técnica.

Los pasos fundamentales de la producción de cerámica de alúmina
Toda la fabricación de cerámica de alúmina sigue un camino común, independientemente de la forma final. Cada paso se controla cuidadosamente para lograr las propiedades deseadas del material.
Paso 1: Preparación del polvo de alúmina
El proceso comienza con polvo de óxido de aluminio (Al₂O₃) de alta pureza. Esta materia prima a menudo se muele y refina para crear partículas extremadamente finas de tamaño consistente.
La uniformidad del polvo es crítica, ya que impacta directamente en la densidad con la que se puede compactar la pieza final, lo que a su vez determina su resistencia y dureza finales.
Paso 2: Conformado del cuerpo "verde"
Esta es la etapa de "moldeado", donde el polvo se forma en la forma aproximada del componente final. Esta pieza sin cocer y frágil se llama cuerpo verde.
Las referencias enumeran varios métodos, cada uno adecuado para diferentes aplicaciones. El objetivo es compactar las partículas de polvo lo más cerca posible.
Paso 3: Sinterización - Cocción a calor extremo
El cuerpo verde se coloca en un horno o estufa de alta temperatura para el paso final y más crítico: la sinterización.
Durante la sinterización, la pieza se calienta a temperaturas que a menudo superan los 1600 °C (2900 °F). A este calor, las partículas individuales de alúmina se fusionan, eliminando los poros entre ellas y creando una estructura monolítica única, densa. Este proceso también hace que la pieza se encoja significativamente, un factor que debe calcularse con precisión en la fase de diseño.
¿Por qué tantos métodos de conformado? Elegir el proceso correcto
La variedad de métodos de moldeado existe porque no hay una única mejor manera de formar una pieza cerámica. La elección depende completamente del tamaño de la pieza, la complejidad de la forma, la precisión requerida y el volumen de producción.
Para formas simples y de gran volumen: Prensado en seco
Este método implica compactar el polvo de alúmina en una matriz rígida bajo una presión inmensa. Es altamente eficiente y rentable para producir geometrías simples como baldosas, discos y sellos en grandes cantidades.
Para piezas complejas y de precisión: Moldeo por inyección (CIM)
Para piezas pequeñas e intrincadas, el moldeo por inyección de cerámica es ideal. El polvo de alúmina se mezcla con un aglutinante para crear una materia prima que se puede inyectar en un molde, de forma similar al moldeo por inyección de plástico. Esto permite características complejas y alta precisión en la producción en masa.
Para formas grandes o huecas: Colado (Colada en barbotina)
En este proceso, una suspensión líquida de polvo de alúmina y agua (llamada "barbotina") se vierte en un molde poroso. El molde absorbe el agua, dejando una capa de cerámica sólida en la pared del molde. Es un método eficaz para crear formas huecas o grandes como tubos y crisoles.
Para máxima densidad y resistencia: Prensado isostático
El prensado isostático aplica presión al polvo desde todas las direcciones simultáneamente utilizando un medio fluido.
El Prensado Isostático en Frío (CIP) crea un cuerpo verde muy uniforme, mientras que el Prensado Isostático en Caliente (HIP) combina presión y temperatura extremas para crear piezas prácticamente sin porosidad, lo que resulta en la mayor resistencia y fiabilidad posibles.
Comprendiendo las compensaciones
La selección de un proceso de fabricación para cerámica de alúmina implica equilibrar prioridades contrapuestas de costo, complejidad y rendimiento.
Contracción y control dimensional
Todas las cerámicas sinterizadas se encogen, a menudo hasta un 20% en cada dimensión. Predecir y controlar con precisión esta contracción es un desafío principal en la fabricación, especialmente para componentes de alta precisión. A menudo se requiere un rectificado o mecanizado final para cumplir con tolerancias estrictas.
Costos de herramientas vs. complejidad de la pieza
Los métodos capaces de producir formas complejas, como el moldeo por inyección, requieren moldes extremadamente caros y precisos. Este alto costo inicial de herramientas solo se justifica por volúmenes de producción muy altos. Los métodos más simples como el prensado en seco tienen costos de herramientas mucho más bajos.
Porosidad y densidad final
El objetivo principal de la sinterización es lograr la máxima densidad eliminando la porosidad. Cualquier vacío restante puede actuar como concentrador de tensiones, reduciendo la resistencia y durabilidad del material. El método de conformado y los parámetros de sinterización son las variables clave que controlan la densidad final de la pieza.
Tomando la decisión correcta para su aplicación
Su elección del proceso de fabricación debe alinearse directamente con el objetivo principal de su componente.
- Si su enfoque principal es la producción de alto volumen de formas simples: El prensado en seco es casi siempre la solución más rentable y eficiente.
- Si su enfoque principal es la creación de piezas pequeñas con alta complejidad geométrica: El moldeo por inyección de cerámica (CIM) ofrece una libertad de diseño inigualable, siempre que el volumen de producción justifique la alta inversión inicial en herramientas.
- Si su enfoque principal es la máxima resistencia y rendimiento del material para una aplicación crítica: El prensado isostático, particularmente el prensado isostático en caliente (HIP), producirá el componente más denso y fiable posible.
- Si su enfoque principal es la creación de formas más grandes, huecas o únicas en volúmenes más bajos: La colada en barbotina (grouting) proporciona un camino flexible y económico.
Comprender este vínculo directo entre el proceso de fabricación y las propiedades finales del material es clave para la ingeniería exitosa con cerámicas de alúmina.
Tabla resumen:
| Método de fabricación | Mejor para | Características clave |
|---|---|---|
| Prensado en seco | Formas simples y de gran volumen (baldosas, discos) | Rentable, eficiente para la producción en masa |
| Moldeo por inyección de cerámica (CIM) | Piezas complejas y de precisión | Gran libertad de diseño, adecuado para geometrías intrincadas |
| Colada en barbotina (Grouting) | Formas grandes o huecas (tubos, crisoles) | Flexible para formas únicas, económico para volúmenes más bajos |
| Prensado isostático (CIP/HIP) | Máxima densidad y resistencia | Densidad uniforme, porosidad mínima, máxima fiabilidad |
¿Necesita orientación experta para seleccionar el proceso de fabricación de cerámica de alúmina adecuado para su aplicación? En KINTEK, nos especializamos en proporcionar equipos y consumibles de laboratorio de alto rendimiento, incluidas soluciones cerámicas avanzadas. Ya sea que necesite componentes con una dureza excepcional, estabilidad térmica o geometrías complejas, nuestro equipo puede ayudarlo a elegir el método óptimo para satisfacer sus necesidades específicas.
Contáctenos hoy para discutir su proyecto y descubrir cómo nuestra experiencia en cerámicas de alúmina puede mejorar las capacidades de su laboratorio y asegurar el éxito de su aplicación.
Guía Visual
Productos relacionados
- Tornillo de cerámica de alúmina de alta calidad para ingeniería de cerámica fina avanzada con resistencia a altas temperaturas y aislamiento
- Crisol cerámico de alúmina Al2O3 en forma de barca semicircular con tapa para ingeniería de cerámica fina avanzada
- Crisol de cerámica de alúmina de ingeniería avanzada para corindón fino
- Crisol de cerámica de alúmina en forma de arco, resistente a altas temperaturas para ingeniería de cerámica fina avanzada
- Placa de alúmina Al2O3 resistente al desgaste a alta temperatura para cerámica fina avanzada de ingeniería
La gente también pregunta
- ¿Qué cerámicas se utilizan para el aislamiento? Elija el material adecuado para necesidades térmicas o eléctricas
- ¿Qué materiales se utilizan como materiales resistentes a altas temperaturas? Una guía sobre superaleaciones, cerámicas y compuestos
- ¿Cuáles son las aplicaciones útiles de la cerámica? Desbloquee soluciones de alto rendimiento para su industria
- ¿Cuál es el calor específico de la alúmina? Está en un rango de 451 a 955 J/kg·K
- ¿Puede la cerámica soportar altas temperaturas? Descubra los Materiales Superiores para Calor Extremo



















