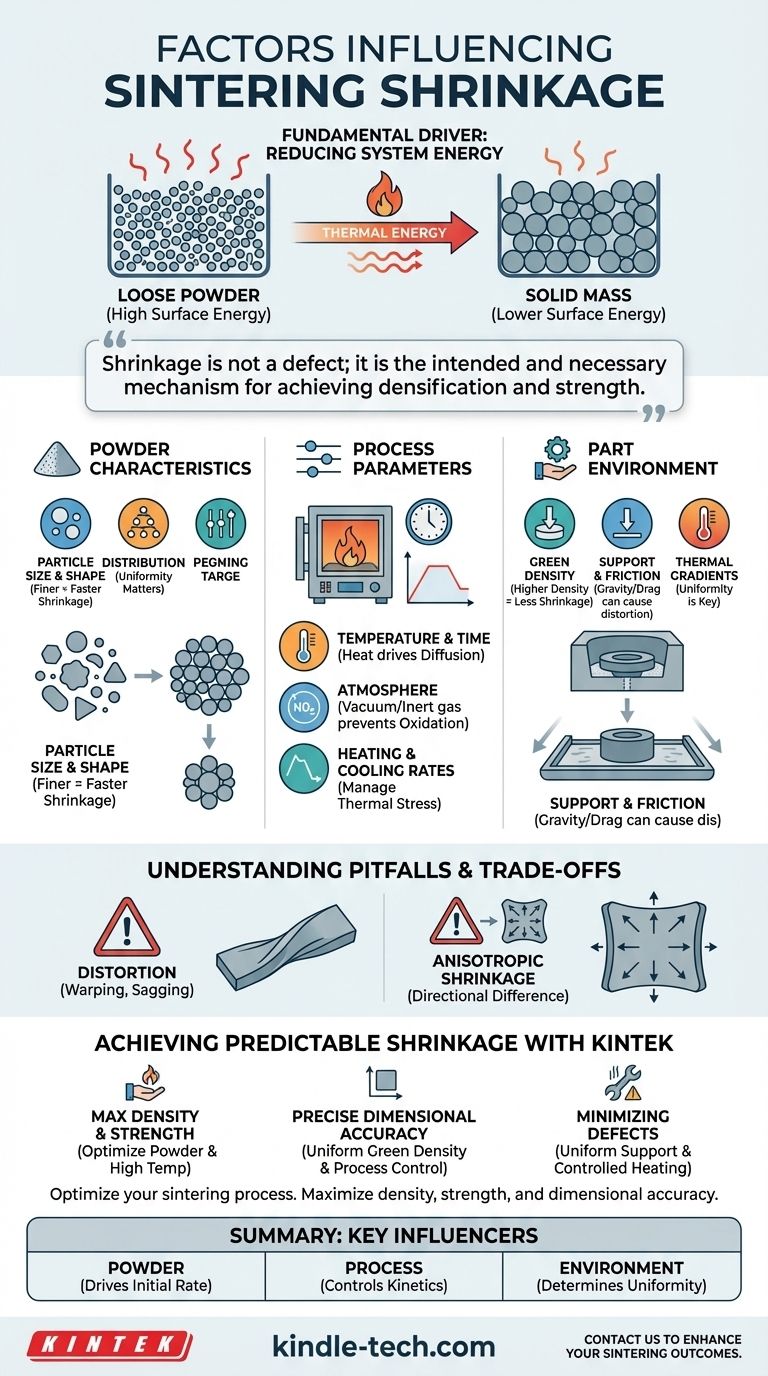
En esencia, la contracción durante la sinterización se rige por tres categorías principales de factores: las características intrínsecas del material en polvo, los parámetros específicos del proceso que usted controla y el entorno físico de la pieza. Este proceso está impulsado por una necesidad fundamental de reducir la energía superficial del sistema, lo que se manifiesta como la consolidación de polvo suelto en un objeto sólido y denso.
La contracción no es un defecto en la sinterización; es el mecanismo deseado y necesario para lograr la densificación y la resistencia. El objetivo no es eliminar la contracción, sino comprenderla y controlarla con precisión para producir una pieza con las dimensiones y propiedades finales deseadas.

El impulsor fundamental: Reducir la energía del sistema
Antes de poder controlar la contracción, debe comprender por qué ocurre. Todo el proceso es el resultado de la termodinámica, donde el material busca su estado de energía más bajo posible.
De polvo suelto a una masa sólida
Un volumen de polvo suelto tiene una inmensa cantidad de área superficial en comparación con un bloque sólido del mismo material. Esta vasta área superficial corresponde a un alto estado de energía superficial. La sinterización proporciona la energía térmica necesaria para que los átomos se muevan y se reorganicen para minimizar esta energía.
La tensión superficial como fuerza impulsora
A altas temperaturas, muy por debajo del punto de fusión del material, los átomos adquieren suficiente movilidad para difundirse. La tensión superficial, la misma fuerza que atrae las gotas de agua a una esfera, actúa sobre las superficies de las partículas de polvo. Atrae átomos de las superficies de las partículas hacia los "cuellos" que se forman entre ellas, lo que hace que las partículas se fusionen y los poros (espacios vacíos) se contraigan.
El mecanismo de transporte de masa
Esta reducción de volumen ocurre en varias etapas. Inicialmente, las partículas se reempaquetan en una disposición más densa. Luego, comienza el transporte de material, principalmente a través de la difusión, donde los átomos se mueven a lo largo de los límites de grano para llenar los poros internos. A medida que estos poros se cierran, el volumen total de la pieza disminuye, lo que resulta en contracción.
Factores clave que puede controlar
Gestionar la contracción requiere manipular las variables que influyen en la velocidad y el alcance de la difusión atómica y la consolidación del material.
Características del polvo
El material de partida es su primera y más crítica palanca. El tamaño, la forma y la distribución de las partículas de polvo dictan cómo se empaquetan y la cantidad inicial de espacio poroso. Los polvos más finos tienen una mayor energía superficial y se sinterizan más fácilmente, lo que generalmente resulta en una contracción mayor y más rápida.
Compactación y densidad en verde
La densidad en verde se refiere a la densidad de la pieza después de haber sido compactada pero antes de la sinterización. Una pieza con mayor densidad en verde tiene menos volumen de poros internos para empezar. En consecuencia, experimentará menos contracción para alcanzar su densidad final. La compactación uniforme es fundamental para una contracción predecible y consistente.
Temperatura y tiempo de sinterización
La temperatura es el parámetro más potente. Las temperaturas más altas proporcionan más energía térmica, lo que aumenta drásticamente la velocidad de difusión atómica y acelera la densificación y la contracción. La duración a la temperatura máxima también determina qué tan completamente el proceso llega a su conclusión.
Atmósfera de sinterización
La atmósfera dentro del horno, ya sea un vacío, un gas inerte como el argón o una atmósfera reductora, es crucial. Evita la oxidación, que puede inhibir la difusión y detener el proceso de sinterización. La atmósfera también puede influir en la química de la superficie, afectando directamente la facilidad con la que los átomos pueden moverse.
Velocidades de calentamiento y enfriamiento
La velocidad a la que se calienta y enfría la pieza es importante. Un calentamiento rápido puede crear diferencias significativas de temperatura entre la superficie y el núcleo de una pieza, causando estrés térmico y agrietamiento. La velocidad de enfriamiento influye en la microestructura final y también puede introducir estrés si no se maneja con cuidado.
Comprender los inconvenientes y las compensaciones
La contracción ideal es uniforme y predecible. En realidad, varias fuerzas actúan en contra de esto, lo que lleva a defectos de fabricación comunes.
Contracción vs. distorsión
Si bien la contracción es deseada, la contracción no uniforme da como resultado distorsión. Esto incluye deformaciones, torsiones o una falla general para cumplir con las tolerancias dimensionales. El principal desafío en la sinterización es lograr la contracción objetivo sin introducir una distorsión inaceptable.
La influencia de la gravedad y la fricción
Durante la sinterización, la pieza se ablanda y se vuelve susceptible a fuerzas externas. La gravedad puede hacer que las secciones no soportadas o los tramos largos se combén. De manera similar, la fricción entre la pieza y la superficie sobre la que descansa puede restringir la contracción en un área mientras la permite en otras, generando estrés interno que puede provocar deformaciones o agrietamientos.
Contracción anisotrópica
La contracción anisotrópica ocurre cuando la pieza se contrae en diferentes cantidades en diferentes direcciones. Esto a menudo es causado por una densidad no uniforme durante la etapa inicial de compactación del polvo. Si las partículas se alinean preferentemente durante el prensado, la contracción será mayor perpendicular a la dirección del prensado.
Lograr una contracción predecible para su objetivo
Controlar la contracción requiere un enfoque holístico, equilibrando la ciencia de los materiales con la ingeniería de procesos. Su estrategia dependerá de su objetivo principal.
- Si su enfoque principal es la máxima densidad y resistencia: Utilice polvos finos y uniformes y optimice la compactación para una alta densidad en verde, luego sinterice en el extremo superior del rango de temperatura recomendado del material.
- Si su enfoque principal es la precisión dimensional: Comience con una densidad en verde extremadamente uniforme, utilice modelos de proceso para predecir la contracción e implemente un control preciso sobre todo el ciclo térmico y la estructura de soporte de la pieza.
- Si su enfoque principal es minimizar defectos como la deformación: Asegure un soporte uniforme de la pieza, utilice velocidades de calentamiento y enfriamiento controladas para gestionar los gradientes térmicos y diseñe la pieza para evitar características largas y sin soporte.
Dominar el proceso de sinterización es una cuestión de controlar deliberadamente estas variables para que la contracción funcione a su favor, no en su contra.
Tabla resumen:
| Categoría de factor | Variables clave | Influencia principal en la contracción |
|---|---|---|
| Características del polvo | Tamaño de partícula, forma, distribución | Impulsa la velocidad inicial y el alcance de la densificación |
| Parámetros del proceso | Temperatura de sinterización, tiempo, atmósfera | Controla la cinética de la difusión atómica y la eliminación de poros |
| Entorno de la pieza | Densidad en verde, soporte, gradientes térmicos | Determina la uniformidad y el potencial de distorsión |
Logre un control dimensional preciso en su proceso de sinterización. La contracción impredecible puede provocar defectos costosos y una calidad de pieza inconsistente. En KINTEK, nos especializamos en proporcionar equipos de laboratorio avanzados y consumibles adaptados a sus necesidades de sinterización. Nuestra experiencia le ayuda a optimizar las características del polvo, ajustar los parámetros del proceso y gestionar los entornos de las piezas para garantizar una contracción uniforme y predecible, maximizando la densidad, la resistencia y la precisión dimensional. Contáctenos hoy para analizar cómo nuestras soluciones pueden mejorar sus resultados de sinterización y ofrecer un rendimiento fiable para su laboratorio. ¡Comuníquese ahora a través de nuestro formulario de contacto para comenzar!
Guía Visual
Productos relacionados
- Horno de Sinterización y Tratamiento Térmico al Vacío con Presión de Aire de 9MPa
- Horno de Sinterización por Plasma de Chispa Horno SPS
- Horno de Sinterización de Alambre de Molibdeno y Tratamiento Térmico al Vacío para Sinterización al Vacío
- Horno de Sinterización de Alambre de Tungsteno y Tratamiento Térmico al Vacío Pequeño
- Horno de Prensado al Vacío para Cerámica de Porcelana Dental de Circonio
La gente también pregunta
- ¿Cuál es el propósito de la sinterización? Crear piezas fuertes y complejas sin fundir
- ¿Por qué los cuerpos verdes producidos mediante la fusión por chorro de aglutinante deben someterse a un tratamiento en un horno de sinterización al vacío?
- ¿Cuáles son algunas atmósferas alternativas al hidrógeno puro para los procesos de sinterización de metalurgia de polvos? Soluciones de sinterización de primer nivel
- ¿Cuál es el efecto de la temperatura de sinterización en el tamaño de grano? Una guía para el control microestructural
- ¿Cuál es el proceso de sinterización en la metalurgia de polvos? Transformar el polvo en piezas metálicas resistentes



















