La forja hidráulica es un proceso de fabricación que utiliza una prensa hidráulica para aplicar una fuerza de compresión lenta, controlada e inmensa para dar forma al metal. A diferencia de la forja con martillo, que utiliza impactos rápidos, una prensa hidráulica comprime la pieza de trabajo, lo que permite que la fuerza penetre profundamente en el material para una deformación más uniforme.
El principio fundamental de la forja hidráulica no es la velocidad, sino la potencia y el control. Al aplicar una presión sostenida, deforma todo el volumen de una pieza de trabajo metálica, asegurando una estructura interna consistente que es esencial para componentes grandes y de alta resistencia.

El principio fundamental: cómo funciona la forja hidráulica
La forja hidráulica aprovecha la dinámica de fluidos fundamental para generar una fuerza extraordinaria. El proceso se define por su método de aplicación de fuerza, que difiere significativamente de la forja basada en impactos.
La Ley de Pascal en acción
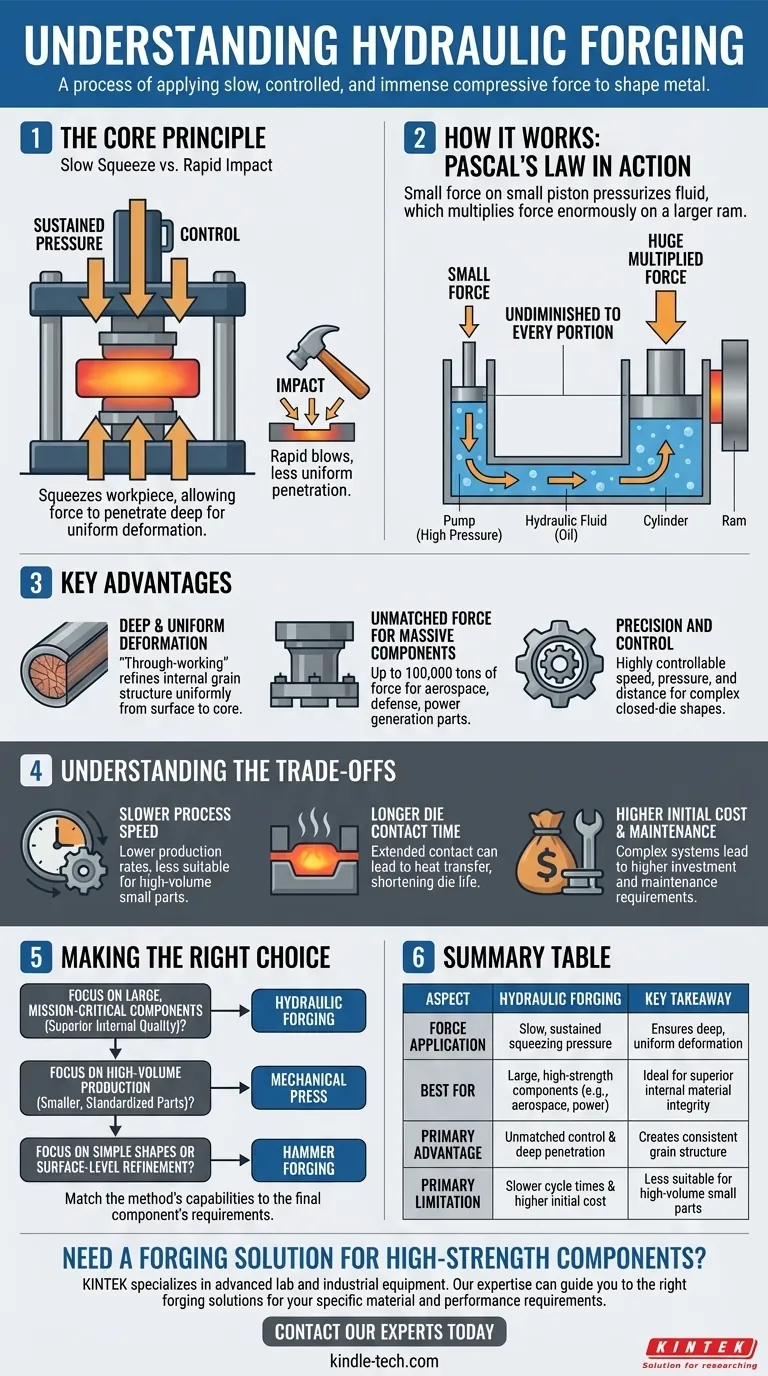
Todo el sistema opera según la Ley de Pascal, un principio de la mecánica de fluidos. Establece que la presión aplicada a un fluido encerrado se transmite sin disminuir a cada porción del fluido y a las paredes del recipiente que lo contiene.
En una prensa hidráulica, se aplica una pequeña fuerza a un pistón pequeño, presurizando un líquido como el aceite. Esta presión se transmite luego a través del fluido a un pistón mucho más grande, o ariete, lo que multiplica enormemente la fuerza inicial.
El papel del cilindro hidráulico
Los componentes principales son una bomba, fluido hidráulico (aceite) y un cilindro que contiene el ariete. La bomba suministra líquido a alta presión, a menudo almacenado en un acumulador para una liberación rápida cuando sea necesario.
Este fluido presurizado impulsa el ariete hacia abajo con una fuerza constante y controlable. Una vez que se completa la acción de prensado, se libera la presión y el ariete se retrae.
Presión sostenida, no impacto
La característica definitoria de la forja hidráulica es su acción de compresión. La fuerza se aplica a una velocidad relativamente baja y constante.
Esto es fundamentalmente diferente de un martillo de forja, que golpea la pieza de trabajo con alta velocidad y transfiere energía a través del impacto. La presión sostenida de una prensa hidráulica asegura que la deformación ocurra en toda la sección transversal del material.
Ventajas clave del método hidráulico
Las características únicas de la forja hidráulica la convierten en el método preferido para aplicaciones específicas y exigentes donde la integridad del material es primordial.
Deformación profunda y uniforme
Debido a que la fuerza se aplica lentamente, tiene tiempo para penetrar toda la pieza de trabajo. Este "trabajo a través" refina la estructura interna del grano del metal de manera uniforme, eliminando defectos y creando propiedades de material consistentes desde la superficie hasta el núcleo.
Fuerza inigualable para componentes masivos
Las prensas hidráulicas pueden generar cantidades asombrosas de fuerza, con algunas prensas de troquel abierto que alcanzan las 100.000 toneladas. Esta potencia es necesaria para forjar lingotes y tochos extremadamente grandes en componentes para los sectores aeroespacial, de defensa, generación de energía e industrial pesado.
Precisión y control
El movimiento del ariete hidráulico es altamente controlable en términos de velocidad, presión y distancia. Esta precisión lo hace ideal para formas complejas y para la forja en troquel cerrado, donde el metal debe ser forzado a llenar completamente un molde intrincado.
Comprender las compensaciones
Ningún método es perfecto para cada aplicación. Las fortalezas de la forja hidráulica van acompañadas de limitaciones específicas que deben considerarse.
Velocidad de proceso más lenta
La acción de compresión deliberada y controlada es inherentemente más lenta que los golpes rápidos de un martillo o una prensa mecánica. Esto resulta en tasas de producción más bajas, lo que la hace menos adecuada para la fabricación de alto volumen de piezas más pequeñas.
Mayor tiempo de contacto con el troquel
Debido a que la prensa se mueve lentamente, la pieza de trabajo caliente permanece en contacto con los troqueles durante un período más largo. Este contacto prolongado puede conducir a una significativa transferencia de calor de la pieza de trabajo a los troqueles, lo que puede acortar la vida útil del troquel y requerir una gestión cuidadosa de la temperatura de la pieza de trabajo.
Mayor costo inicial y mantenimiento
Los sistemas hidráulicos son complejos, involucrando bombas de alta presión, acumuladores, válvulas y sellos. Esta complejidad conduce a una mayor inversión inicial y requisitos de mantenimiento más exigentes en comparación con las prensas mecánicas más simples.
Tomar la decisión correcta para su objetivo
Seleccionar el proceso de forja correcto requiere hacer coincidir las capacidades del método con los requisitos del componente final.
- Si su enfoque principal son los componentes grandes y de misión crítica con una calidad interna superior: La forja hidráulica es la elección definitiva por su deformación profunda y uniforme del material.
- Si su enfoque principal es la producción de alto volumen de piezas más pequeñas y estandarizadas: Una prensa mecánica más rápida es probablemente la solución más rentable.
- Si su enfoque principal son las formas simples o el refinamiento del grano a nivel superficial: La forja con martillo tradicional puede ser una opción más eficiente y económica.
En última instancia, comprender las compensaciones entre fuerza, control y velocidad le permite seleccionar el proceso que garantiza tanto la eficiencia de fabricación como la integridad final de la pieza.
Tabla resumen:
| Aspecto | Forja hidráulica | Conclusión clave |
|---|---|---|
| Aplicación de fuerza | Presión de compresión lenta y sostenida | Asegura una deformación profunda y uniforme en todo el material |
| Ideal para | Componentes grandes y de alta resistencia (por ejemplo, aeroespacial, generación de energía) | Ideal para aplicaciones que requieren una integridad interna superior del material |
| Ventaja principal | Control inigualable y penetración profunda de la fuerza | Crea una estructura de grano consistente desde la superficie hasta el núcleo |
| Limitación principal | Tiempos de ciclo más lentos y mayor costo inicial | Menos adecuado para la producción de alto volumen de piezas pequeñas |
¿Necesita una solución de forja para componentes de alta resistencia?
La forja hidráulica es el proceso definitivo para crear piezas grandes y de misión crítica con una calidad interna superior. Si sus proyectos en la industria aeroespacial, de defensa o pesada exigen las propiedades de material profundas y uniformes que solo la presión hidráulica sostenida puede proporcionar, KINTEK está aquí para ayudarle.
KINTEFLOW se especializa en equipos de laboratorio e industriales avanzados. Nuestra experiencia puede guiarle hacia las soluciones de forja adecuadas para sus requisitos específicos de material y rendimiento.
Contacte hoy mismo a nuestros expertos para analizar cómo podemos apoyar sus objetivos de fabricación con equipos y consumibles de precisión.
Guía Visual
Productos relacionados
- Prensa Hidráulica Automática de Laboratorio para Prensa de Pastillas XRF y KBR
- Prensa Hidráulica de Laboratorio Máquina Prensadora de Pastillas para Caja de Guantes
- Prensa Hidráulica de Laboratorio para Pellets para Aplicaciones de Laboratorio XRF KBR FTIR
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Eléctrica de Laboratorio Hidráulica Dividida para Pastillas
La gente también pregunta
- ¿Cómo contribuye una prensa hidráulica de laboratorio para pellets a la preparación de preformas de compuestos de matriz de aluminio 2024 reforzadas con bigotes de carburo de silicio (SiCw)?
- ¿Cuál es la función de las prensas hidráulicas de laboratorio y los moldes de precisión? Garantizar la integridad del compuesto de cerámica HEA
- ¿Cuál es la función de una prensa hidráulica de pellets de laboratorio y moldes de acero inoxidable en la fabricación de ánodos de RuO2/NbC?
- ¿Qué papel juega una prensa de peletización hidráulica de laboratorio en la utilización de cenizas volantes? Mejora de la Adsorción y el Control del Flujo
- ¿Cuál es el papel de una prensa hidráulica de laboratorio en la preparación de películas de MXeno? Preparación esencial de muestras para la ciencia de materiales



















