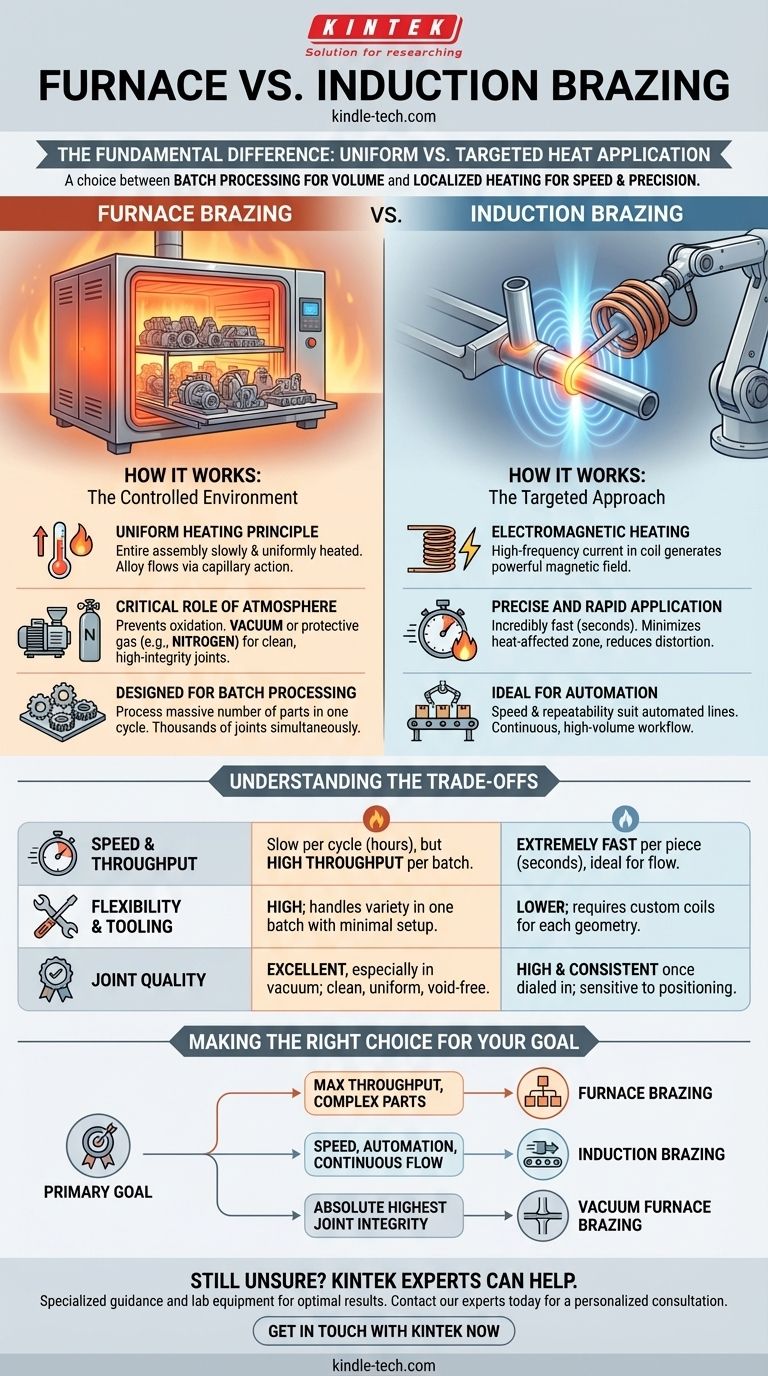
La diferencia fundamental entre el soldamorado en horno y el soldamorado por inducción radica en el método de aplicación del calor. El soldamorado en horno calienta todo el conjunto de manera uniforme dentro de una atmósfera controlada, lo que lo hace ideal para procesar muchas piezas a la vez. En contraste, el soldamorado por inducción utiliza un campo electromagnético dirigido para calentar rápida y selectivamente solo el área de unión específica, destacando en velocidad y líneas de producción automatizadas.
Su elección entre estos métodos es una decisión entre el procesamiento por lotes para el volumen y el calentamiento localizado para la velocidad y la precisión. El soldamorado en horno es inigualable para ensamblajes complejos o grandes cantidades, mientras que el soldamorado por inducción es la opción superior para integrarse en un proceso de fabricación de flujo continuo y alta velocidad.

Cómo funciona el soldamorado en horno: El entorno controlado
El soldamorado en horno es un proceso térmico que depende de llevar ensamblajes completos a la temperatura de soldamorado dentro de un horno cuidadosamente gestionado. El éxito del proceso depende en gran medida del control del entorno.
El principio de calentamiento uniforme
El concepto central es simple: todo el ensamblaje, incluidos los metales base y la aleación de aporte de soldamorado precolocada, se calienta lenta y uniformemente. Una vez que alcanza una temperatura superior al punto de fusión del metal de aporte, la aleación fluye hacia las uniones por acción capilar.
El papel crítico de la atmósfera
Para evitar que las piezas se oxiden a altas temperaturas, el proceso se realiza en una atmósfera controlada. Lo más habitual es el vacío o un gas protector como el nitrógeno.
El soldamorado al vacío, donde se extrae el aire del horno, es particularmente eficaz. Elimina el oxígeno y otros contaminantes, lo que da como resultado uniones excepcionalmente limpias, fuertes y de alta integridad para aplicaciones críticas.
Diseñado para el procesamiento por lotes
Una ventaja clave del soldamorado en horno es su capacidad para procesar una gran cantidad de piezas en un solo ciclo. Los ensamblajes se pueden cargar en bandejas y colocarse en el horno, lo que permite la creación de miles de uniones simultáneamente.
Cómo funciona el soldamorado por inducción: El enfoque dirigido
El soldamorado por inducción opera bajo un principio completamente diferente. En lugar de calentar toda la pieza, concentra energía intensa precisamente donde se necesita: en la unión misma.
Calentamiento electromagnético
Este método utiliza una corriente alterna de alta frecuencia que pasa a través de una bobina de cobre. Esta bobina genera un campo magnético potente y rápidamente cambiante alrededor del área de la unión.
El campo magnético induce corrientes eléctricas "parásitas" dentro de las piezas metálicas. La resistencia del metal al flujo de estas corrientes genera un calor intenso y localizado muy rápidamente.
Aplicación precisa y rápida
El calentamiento es increíblemente rápido, a menudo toma solo unos segundos. Debido a que el calor se confina a la unión, minimiza la zona afectada por el calor, reduce la distorsión de la pieza y protege los componentes sensibles cercanos.
Ideal para la automatización
La velocidad y repetibilidad del soldamorado por inducción lo hacen excepcionalmente adecuado para líneas de producción automatizadas y semiautomatizadas. Se puede integrar fácilmente en una célula de fabricación para un flujo de trabajo continuo y de gran volumen.
Comprender las compensaciones
Ningún método es universalmente superior; la elección correcta depende totalmente de las prioridades específicas de su aplicación. Las compensaciones clave implican equilibrar la velocidad, el volumen, la flexibilidad y la calidad final de la unión.
Velocidad frente a rendimiento
La inducción es drásticamente más rápida por pieza, lo que la hace ideal para el flujo de pieza única. El soldamorado en horno es lento por ciclo (a menudo horas), pero su capacidad para procesar miles de piezas a la vez le da un rendimiento enorme para lotes grandes.
Flexibilidad y utillaje
El soldamorado por inducción requiere una bobina diseñada a medida para cada geometría de unión específica. Esto lo hace menos flexible para talleres con una alta mezcla de piezas diferentes. Los hornos son muy flexibles y pueden manejar una amplia variedad de formas y tamaños de piezas en un solo lote con cambios mínimos de configuración.
Calidad y consistencia de la unión
El soldamorado en horno al vacío a menudo se considera el estándar de oro para la calidad. Produce las uniones más limpias, uniformes y sin huecos porque toda la pieza se calienta uniformemente en un entorno puro, evitando la formación de óxidos.
El soldamorado por inducción produce uniones muy consistentes una vez que se ajusta el proceso, pero es más susceptible a variaciones en la posición de la pieza y la alineación de la bobina.
Tomar la decisión correcta para su objetivo
Seleccionar el proceso correcto requiere alinear las fortalezas del método con su objetivo principal de fabricación.
- Si su enfoque principal es el rendimiento máximo para lotes grandes de piezas complejas: El soldamorado en horno es la opción clara por su capacidad para procesar miles de ensamblajes simultáneamente.
- Si su enfoque principal es la velocidad y la integración en una línea de ensamblaje automatizada: El soldamorado por inducción es superior por su calentamiento rápido y repetible de uniones individuales en un flujo continuo.
- Si su enfoque principal es la integridad de unión más alta para componentes críticos: El soldamorado en horno al vacío proporciona los resultados más limpios, fuertes y confiables al eliminar la contaminación atmosférica.
Comprender estas diferencias fundamentales en el método de calentamiento es clave para seleccionar el proceso más efectivo y económico para sus objetivos específicos de fabricación.
Tabla de resumen:
| Característica | Soldamorado en Horno | Soldamorado por Inducción |
|---|---|---|
| Método de Calentamiento | Calentamiento uniforme de todo el ensamblaje en atmósfera controlada | Calentamiento dirigido y localizado de la unión mediante campo electromagnético |
| Ideal para | Lotes de gran volumen, ensamblajes complejos, máxima integridad de unión | Automatización de alta velocidad, flujo de pieza única, mínima distorsión por calor |
| Velocidad | Lento por ciclo (horas), pero alto rendimiento por lote | Extremadamente rápido por pieza (segundos) |
| Flexibilidad | Alta; maneja varias piezas en un lote | Menor; requiere bobinas personalizadas para cada geometría de unión |
| Calidad de la Unión | Excelente, especialmente al vacío; limpio y uniforme | Alta y consistente, pero sensible a la posición de la pieza |
¿Aún no está seguro de qué método de soldamorado es el adecuado para su proyecto?
El equipo de KINTEK se especializa en proporcionar orientación experta y el equipo de laboratorio adecuado para sus aplicaciones de soldamorado. Entendemos que la elección entre el soldamorado en horno y por inducción afecta su eficiencia de producción, costos y calidad final del producto.
Permítanos ayudarle a lograr resultados óptimos. Comuníquese con nuestros expertos hoy mismo para una consulta personalizada y descubra cómo nuestras soluciones pueden mejorar su proceso de fabricación.
Póngase en Contacto con KINTEK Ahora
Guía Visual
Productos relacionados
- Horno de Grafización de Película de Alta Conductividad Térmica de Vacío de Grafito
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Horno de Atmósfera Controlada de 1700 ℃ Horno de Atmósfera Inerte de Nitrógeno
- Horno Vertical de Vacío de Grafito de Alta Temperatura para Grafización
- Horno de Mufla de 1700℃ para Laboratorio
La gente también pregunta
- ¿Qué gas se utiliza en el horno de grafito? Maximice la precisión con el gas inerte adecuado
- ¿Cuál es el rango de temperatura de un horno de grafito? Alcance hasta 3000°C para el procesamiento avanzado de materiales.
- ¿Cuál es la temperatura de un horno de grafito? Alcanza un calor extremo de hasta 3000 °C
- ¿Cuál es la desventaja del horno de grafito? Gestión de la reactividad y los riesgos de contaminación
- ¿Qué hace un horno de grafito? Logra calor extremo y análisis ultrasensible



















