En el mundo de la fabricación de alto rendimiento, el Prensado Isostático en Caliente, o HIP por sus siglas en inglés (Hot Isostatic Pressing), es un proceso post-fundición crítico que utiliza una combinación de alta temperatura e inmensa presión uniforme para eliminar defectos internos. Al someter un componente fundido a estas condiciones en un ambiente de gas inerte, el proceso "cura" eficazmente los huecos microscópicos y la porosidad dentro del metal, forzando al material a fusionarse a nivel atómico.
El principal desafío con las fundiciones de metal es el potencial de porosidad interna oculta, que puede comprometer la integridad estructural. El Prensado Isostático en Caliente resuelve directamente esto transformando una fundición estándar en un componente completamente denso y de alto rendimiento con una resistencia y fiabilidad significativamente mejoradas.

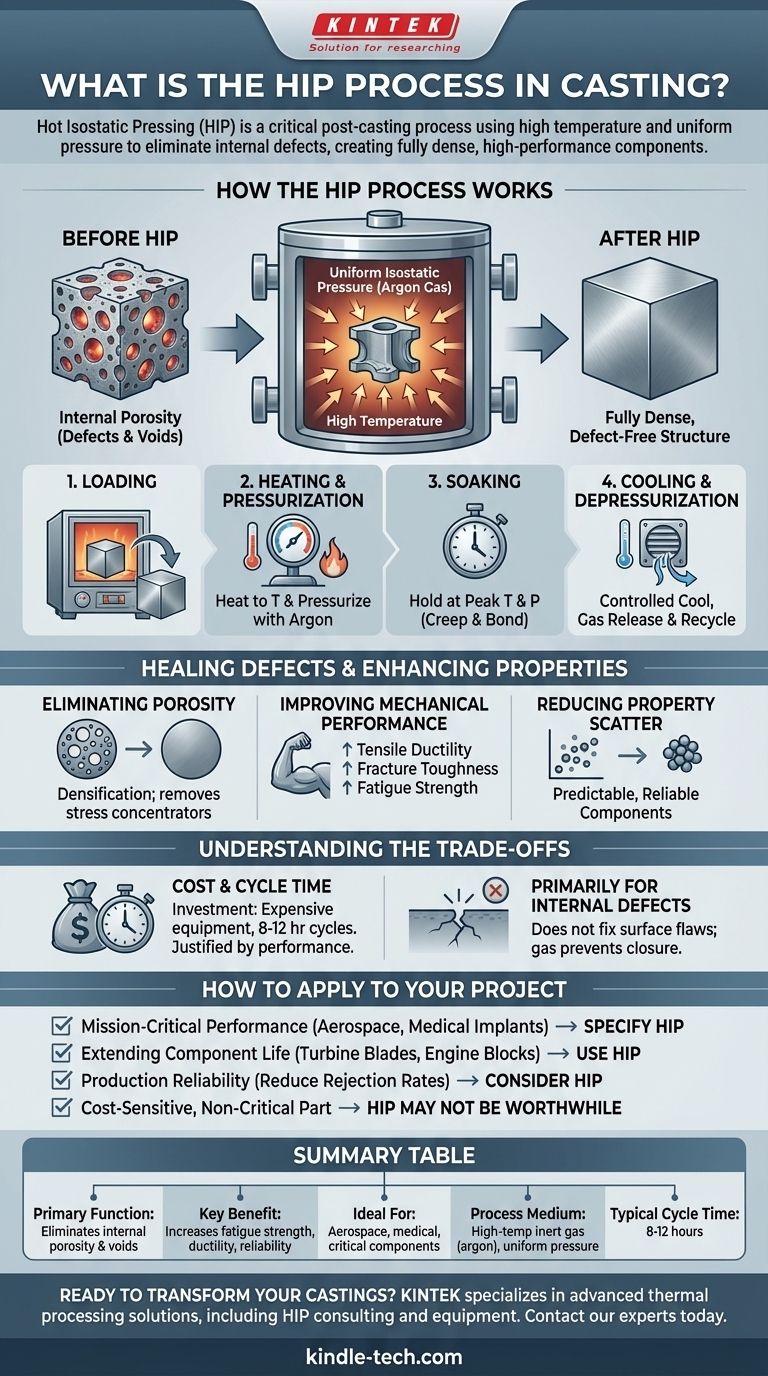
Cómo funciona el proceso HIP
El proceso HIP consiste fundamentalmente en aplicar energía —en forma de calor y presión— para cambiar la estructura física de un material para mejor. Se lleva a cabo dentro de un equipo especializado que es a la vez un horno y un recipiente de alta presión.
El principio fundamental: presión isostática
La clave es el término isostático, que significa que la presión se aplica uniformemente desde todas las direcciones. Esto se logra utilizando un gas, típicamente argón, como medio de presión. A temperaturas elevadas, el metal se vuelve lo suficientemente maleable como para que esta inmensa y uniforme presión colapse y cierre permanentemente cualquier hueco interno.
El desglose paso a paso
- Carga: Los componentes se cargan primero en la sección del horno de la unidad HIP.
- Calentamiento y presurización: El recipiente se sella y el horno calienta las piezas a una temperatura específica, a menudo una fracción significativa del punto de fusión de la aleación. Simultáneamente, se bombea gas argón inerte al recipiente, elevando la presión a niveles extremos.
- Remojo: Los componentes se mantienen a esta temperatura y presión máximas durante un período específico, conocido como tiempo de "remojo". Este tiempo de permanencia, que puede durar varias horas, permite que el material se arrastre y se una a través de los huecos internos.
- Enfriamiento y despresurización: Los componentes se enfrían de manera controlada. Algunas unidades HIP modernas pueden realizar un enfriamiento rápido o "temple", que puede actuar como un paso de tratamiento térmico. Luego, el gas argón se libera, se captura y se recicla para uso futuro.
El objetivo: curar defectos y mejorar propiedades
El HIP no es meramente un tratamiento cosmético; es un proceso transformador que mejora fundamentalmente la calidad interna del material. Se especifica para componentes donde la falla estructural no es una opción.
Eliminación de la porosidad interna
El propósito principal del HIP para las fundiciones es la densificación. Casi todos los procesos de fundición pueden dejar bolsas microscópicas de gas o huecos de contracción. Estos defectos actúan como concentradores de tensión y son los puntos de inicio de grietas y fallas por fatiga. El HIP los elimina eficazmente.
Mejora del rendimiento mecánico
Al crear una estructura completamente densa y libre de huecos, el HIP mejora drásticamente las propiedades mecánicas de una fundición. Esto incluye un aumento significativo en la ductilidad a la tracción, la tenacidad a la fractura y, lo más importante, la resistencia a la fatiga.
Reducción de la dispersión de propiedades
Un beneficio crítico para la ingeniería es que el HIP reduce la variabilidad, o "banda de dispersión", de las propiedades del material de una fundición a otra. Esto crea un componente mucho más predecible y fiable, simplificando el diseño y aumentando los factores de seguridad.
Comprendiendo las compensaciones
Aunque potente, el HIP no es una solución universal para todas las fundiciones. Es un paso de proceso adicional con consideraciones específicas.
Costo y tiempo de ciclo
El HIP es una inversión. El equipo es costoso y los ciclos del proceso son largos, a menudo durando de 8 a 12 horas. Esto añade costo y tiempo de entrega, lo que debe justificarse por los requisitos de rendimiento de la pieza final.
Principalmente para defectos internos
El HIP es excepcionalmente eficaz para curar defectos internos, subsuperficiales. No reparará la porosidad o las grietas que estén abiertas a la superficie del componente, ya que el gas presurizador simplemente llenará esos huecos y evitará que se cierren.
El control del proceso es crítico
Los parámetros específicos —temperatura, presión y tiempo— deben adaptarse cuidadosamente a la aleación específica que se está tratando. Una configuración incorrecta puede afectar negativamente la microestructura del material y comprometer sus propiedades finales.
Cómo aplicar esto a su proyecto
Especificar HIP es una decisión estratégica impulsada por los requisitos de uso final del componente. Es el puente entre una fundición estándar y una pieza lista para una aplicación de misión crítica.
- Si su enfoque principal es el rendimiento de misión crítica: Especifique HIP para cualquier componente fundido donde una falla podría tener consecuencias catastróficas, como en estructuras aeroespaciales o implantes médicos.
- Si su enfoque principal es extender la vida útil del componente: Utilice HIP para piezas sometidas a altas cargas cíclicas, como álabes de turbinas o bloques de motor, para maximizar la resistencia a la fatiga.
- Si su enfoque principal es la fiabilidad de la producción: Considere HIP para reducir las tasas de rechazo y los costos de inspección al curar defectos internos que de otro modo harían que las piezas fallaran el control de calidad.
- Si su enfoque principal es una pieza no crítica y sensible al costo: El gasto y el tiempo adicionales del proceso HIP pueden no proporcionar un retorno de la inversión que valga la pena.
En última instancia, la integración del Prensado Isostático en Caliente transforma la fundición en un método para producir componentes completamente densos y altamente fiables, aptos para las aplicaciones más exigentes.
Tabla resumen:
| Aspecto clave | Detalles |
|---|---|
| Función principal | Elimina la porosidad interna y los huecos en las fundiciones |
| Beneficio clave | Aumenta la resistencia a la fatiga, la ductilidad y la fiabilidad |
| Ideal para | Aeroespacial, implantes médicos, álabes de turbinas y otros componentes críticos |
| Medio del proceso | Gas inerte de alta temperatura (argón) con presión uniforme |
| Tiempo de ciclo típico | 8-12 horas |
¿Listo para transformar sus fundiciones en componentes de misión crítica? KINTEK se especializa en soluciones avanzadas de procesamiento térmico, incluida la consultoría y el equipo HIP. Ya sea que esté en el sector aeroespacial, médico o energético, nuestra experiencia garantiza que sus piezas cumplan con los más altos estándares de densidad y rendimiento. Contacte a nuestros expertos hoy para discutir cómo HIP puede mejorar su proceso de fabricación.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
La gente también pregunta
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cuál es el principio del prensado isostático en caliente? Lograr una densidad del 100% y un rendimiento superior

















