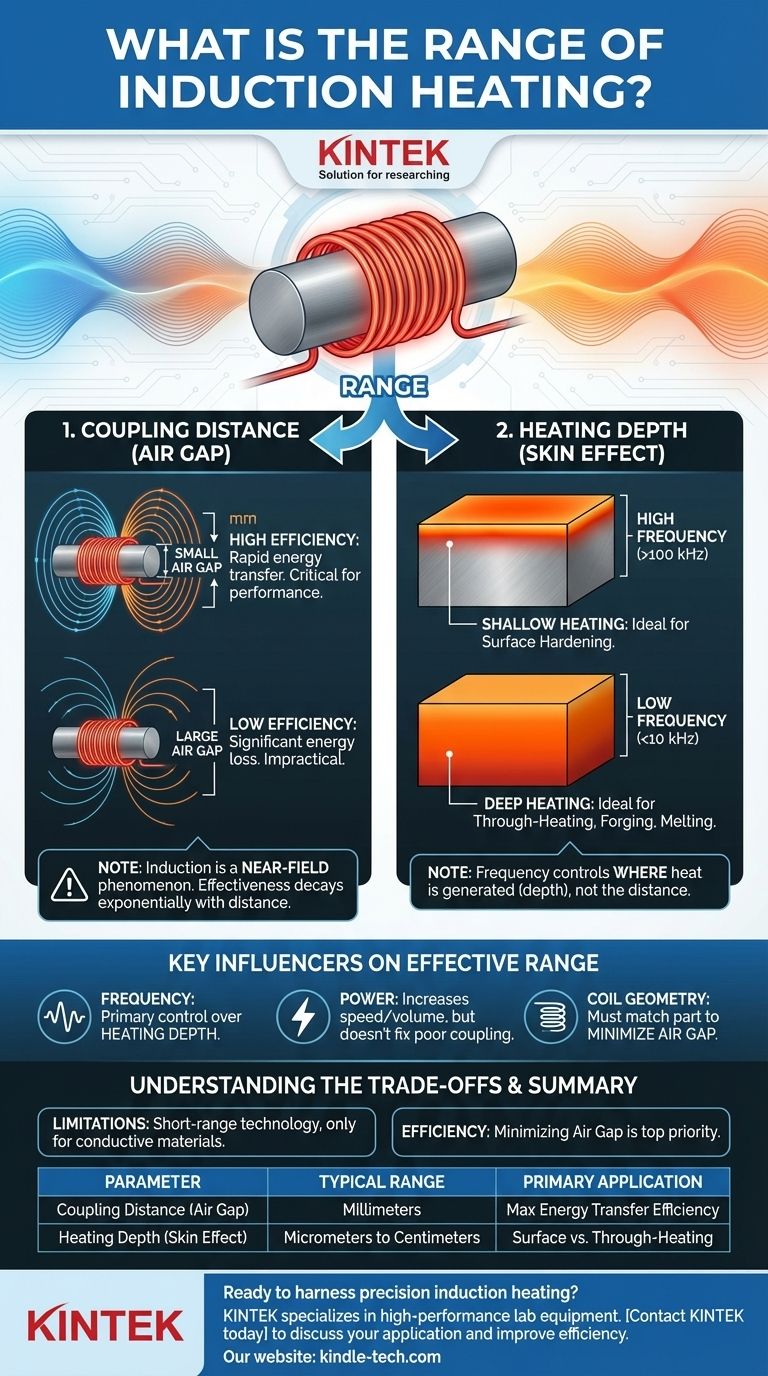
En el calentamiento por inducción, "alcance" tiene dos significados distintos. No es una medida de transmisión de energía a larga distancia, sino que se refiere a la proximidad física entre la bobina y la pieza de trabajo, conocida como la distancia de acoplamiento, y la profundidad a la que el calor penetra en el material, conocida como el efecto pelicular. La distancia de acoplamiento es extremadamente corta —típicamente milímetros—, mientras que la profundidad de calentamiento se controla mediante la frecuencia del sistema.
El principio central a entender es que el calentamiento por inducción es un fenómeno de campo cercano. Su eficacia disminuye drásticamente con la distancia, haciendo que la proximidad entre la bobina y la pieza sea un requisito fundamental para una operación eficiente.

Los dos significados de "alcance" en el calentamiento por inducción
Para aplicar correctamente el calentamiento por inducción, debe comprender que "alcance" se refiere a dos parámetros físicos separados: la distancia externa desde la bobina y la profundidad interna del calentamiento.
Distancia de acoplamiento: el entrehierro
La fuerza del campo magnético generado por la bobina de inducción disminuye exponencialmente con la distancia. Para que el calor se genere de manera eficiente dentro de la pieza de trabajo, esta debe colocarse muy cerca de la bobina.
Esta distancia, a menudo llamada entrehierro, es crítica. Un entrehierro pequeño asegura un acoplamiento magnético fuerte, permitiendo una transferencia de energía rápida y eficiente. Un entrehierro grande resulta en un acoplamiento débil, requiriendo significativamente más potencia y desperdiciando energía.
En la mayoría de las aplicaciones industriales, el entrehierro ideal se mide en milímetros. Intentar calentar un objeto desde varios centímetros o pulgadas de distancia es altamente ineficiente y a menudo poco práctico.
Profundidad de calentamiento: el efecto pelicular
El segundo concepto de "alcance" es la profundidad de penetración del calor en el propio material. La corriente alterna inducida en la pieza de trabajo, conocida como corriente de Foucault, tiende a fluir cerca de la superficie. Este fenómeno se denomina efecto pelicular.
La profundidad de este flujo de corriente —y por lo tanto la zona de calentamiento— está determinada por la frecuencia de la corriente alterna en la bobina.
- La alta frecuencia (por ejemplo, >100 kHz) crea una profundidad de calentamiento superficial. Las corrientes permanecen muy cerca de la superficie, lo que la hace ideal para aplicaciones como el endurecimiento superficial, donde se necesita un exterior duro sin afectar las propiedades del núcleo del metal.
- La baja frecuencia (por ejemplo, <10 kHz) resulta en una mayor profundidad de calentamiento. Esto permite que el calor penetre más profundamente en la pieza, lo cual es necesario para procesos como el calentamiento pasante para forja o la fusión de un gran volumen de metal.
Cómo los factores clave influyen en el alcance efectivo
La eficacia del calentamiento por inducción no es un número único, sino una función de la interacción entre la frecuencia, la potencia y la configuración física.
El papel de la frecuencia
La frecuencia es su control principal sobre la profundidad de calentamiento. Usted no elige una frecuencia para aumentar la distancia entre la bobina y la pieza; la elige para definir dónde en la pieza se genera el calor.
El papel de la potencia
Aumentar la potencia del sistema de inducción permite calentar una pieza más rápido o calentar una pieza más grande. Si bien una mayor potencia puede ayudar a compensar un entrehierro ligeramente mayor, no puede cambiar la física fundamental. La pérdida de eficiencia debido a una distancia de acoplamiento deficiente sigue siendo drástica.
El papel de la geometría de la bobina
La bobina de inducción debe diseñarse para que coincida con la geometría de la pieza que se va a calentar. El objetivo es mantener un entrehierro pequeño y constante alrededor de toda la zona de calentamiento. Por eso, las bobinas se fabrican con formas personalizadas para aplicaciones específicas, desde bobinas cilíndricas para ejes hasta bobinas de tipo "panqueque" para superficies planas.
Entendiendo las compensaciones
El calentamiento por inducción es una herramienta potente, pero su eficacia está regida por claras limitaciones físicas.
La limitación de proximidad
El calentamiento por inducción es fundamentalmente una tecnología de corto alcance. No se puede utilizar para transmitir calor a distancia. La pieza debe acercarse a la bobina, lo que la hace inadecuada para aplicaciones que requieren calentamiento remoto.
Eficiencia vs. entrehierro
El factor más importante en la eficiencia del proceso es el entrehierro. Duplicar el entrehierro puede reducir la eficiencia de transferencia de energía en un factor de cuatro o más. Minimizar esta distancia es la máxima prioridad para diseñar un proceso de inducción eficiente y rentable.
Restricciones de material
Dado que el proceso se basa en la inducción de corrientes eléctricas, solo es eficaz en materiales eléctricamente conductores, principalmente metales. No se utiliza para calentar directamente materiales como plásticos, vidrio o cerámica, aunque se puede usar para calentar un susceptor conductor que luego calienta el material no conductor por conducción o radiación.
Tomando la decisión correcta para su objetivo
El objetivo de su aplicación dicta su enfoque en cuanto a la frecuencia y el diseño de la bobina.
- Si su enfoque principal es el endurecimiento superficial o el calentamiento superficial: Utilice un sistema de alta frecuencia y diseñe una bobina que se ajuste lo más posible a la superficie de la pieza para asegurar un entrehierro mínimo y uniforme.
- Si su enfoque principal es la fusión o el calentamiento de todo el volumen de una pieza: Utilice un sistema de baja frecuencia para lograr una penetración profunda del calor, mientras sigue diseñando la bobina para que esté lo más cerca posible de la pieza de trabajo.
- Si su enfoque principal es la eficiencia y velocidad del proceso: Priorice minimizar el entrehierro por encima de todo. Esto asegurará que la máxima cantidad de energía se transfiera directamente a la pieza, permitiendo un calentamiento rápido con un mínimo de desperdicio.
Dominar el calentamiento por inducción no se trata de lograr distancia, sino de controlar con precisión la proximidad y la frecuencia para entregar calor exactamente donde se necesita.
Tabla resumen:
| Parámetro | Rango Típico | Factor de Influencia Clave | Aplicación Principal |
|---|---|---|---|
| Distancia de Acoplamiento (Entrehierro) | Milímetros | Geometría de la Bobina y Colocación de la Pieza | Maximizar la eficiencia de transferencia de energía |
| Profundidad de Calentamiento (Efecto Pelicular) | Micrómetros a Centímetros | Frecuencia (Hz/kHz/MHz) | Endurecimiento superficial vs. calentamiento pasante |
¿Listo para aprovechar la precisión del calentamiento por inducción en su laboratorio o línea de producción?
KINTEK se especializa en equipos de laboratorio de alto rendimiento, incluyendo sistemas de calentamiento por inducción adaptados para investigación, pruebas de materiales y desarrollo de procesos. Ya sea que necesite un endurecimiento superficial preciso o un calentamiento pasante profundo y uniforme, nuestros expertos pueden ayudarle a seleccionar la frecuencia, potencia y diseño de bobina adecuados para su metal o material conductor específico.
Contacte a KINTEK hoy mismo para discutir su aplicación y descubrir cómo nuestras soluciones confiables de calentamiento por inducción pueden mejorar su eficiencia, consistencia y resultados.
Guía Visual
Productos relacionados
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Fusión por Inducción al Vacío a Escala de Laboratorio
- Molde de Prensa de Placa Plana Cuantitativa con Calefacción Infrarroja
- Horno de Atmósfera de Hidrógeno y Nitrógeno Controlado
- Prensa Hidráulica Calefactada de 24T 30T 60T con Placas Calefactoras para Prensa en Caliente de Laboratorio
La gente también pregunta
- ¿Cómo afecta la precisión del sistema de control de temperatura en un horno de prensa en caliente al vacío a las propiedades de las pastillas de freno?
- ¿Qué papel juega la presión mecánica durante la unión por difusión en vacío de tungsteno y cobre? Claves para una unión sólida
- ¿Qué papel juega un horno de prensado en caliente por inducción al vacío en el sinterizado? Lograr una densidad del 98% en bloques de carburo
- ¿Cuáles son las ventajas de utilizar un horno de prensa caliente al vacío para sinterizar composites de CNT/Cu? Densidad y unión superiores
- ¿Qué ventajas ofrece un horno de prensado en caliente al vacío para los electrolitos cerámicos LSLBO? Alcanzar una densidad relativa del 94%



















