La temperatura y la presión exactas para el prensado en caliente no son valores universales; dependen completamente de los materiales específicos que se procesan y del resultado deseado. Los parámetros del proceso deben adaptarse con precisión a la aplicación, ya sea que implique unir circuitos flexibles, laminar compuestos o consolidar materiales en polvo.
El prensado en caliente exitoso no se logra utilizando un único conjunto de números predefinido. Se logra comprendiendo las propiedades críticas del material y los objetivos del proceso, lo que luego dicta la temperatura, presión y tiempo correctos para su aplicación específica.

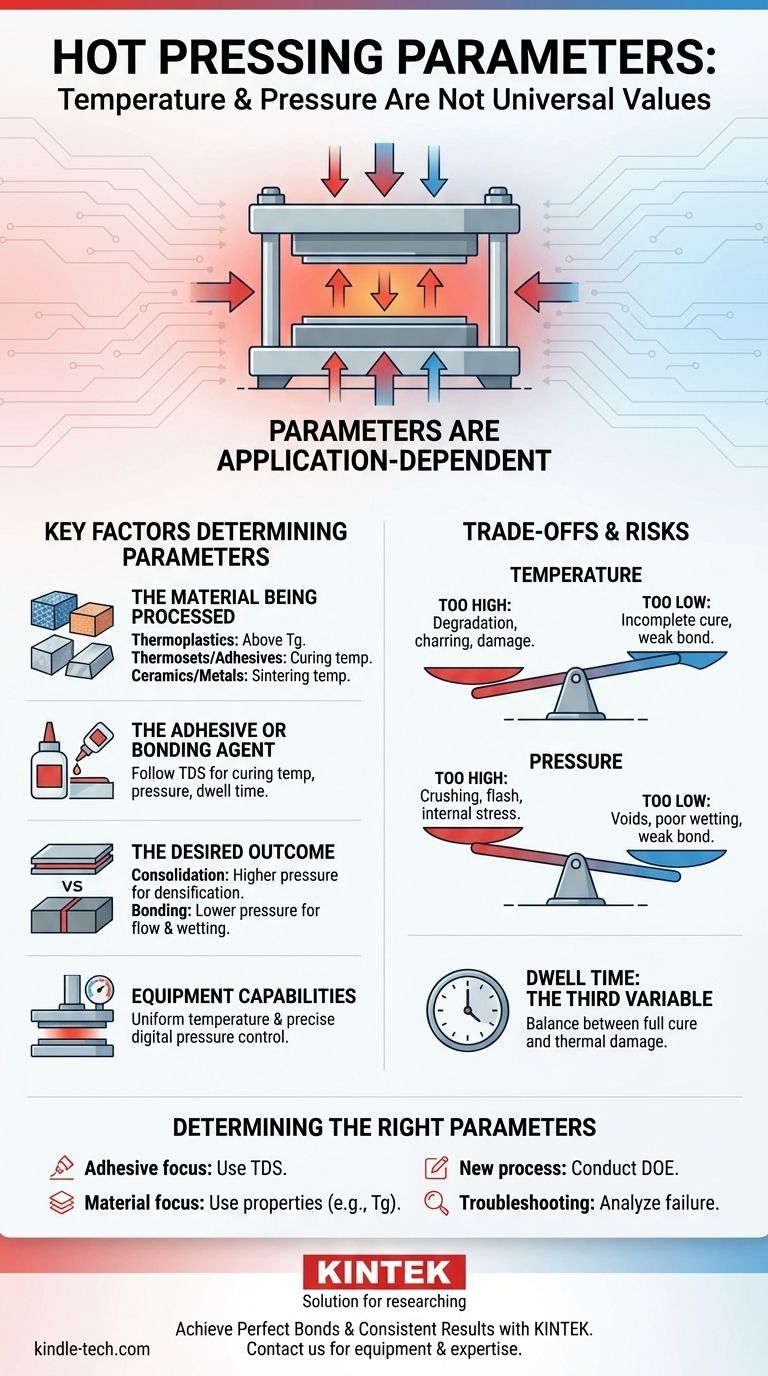
Factores clave que determinan los parámetros de prensado en caliente
Para definir la ventana de proceso correcta, primero debe analizar las características fundamentales de sus materiales y su objetivo final. Los parámetros son una función directa de estos factores.
El material que se está procesando
El principal impulsor para la selección de la temperatura es el material en sí. Los diferentes tipos de materiales tienen requisitos térmicos muy diferentes.
Para los termoplásticos, la temperatura de procesamiento generalmente se establece por encima de la temperatura de transición vítrea (Tg) del material, momento en el que se vuelve suave y flexible, pero por debajo de su temperatura de degradación.
Para los polímeros o adhesivos termoestables, la temperatura debe ser suficiente para iniciar y completar la reacción de reticulación química (curado) según lo especificado por el fabricante.
Para cerámicas o metales en polvo, el objetivo es a menudo la densificación mediante sinterización. Esto requiere temperaturas y presiones muy altas para reducir la porosidad y formar una masa sólida.
El adhesivo o agente de unión
Si está utilizando el prensado en caliente para unir dos componentes con una película adhesiva, las propiedades del adhesivo dictarán todo su proceso.
La Hoja de Datos Técnicos (TDS) del fabricante es su documento más crítico. Especificará la velocidad de rampa de temperatura requerida, la temperatura de curado precisa, la presión recomendada y el tiempo de permanencia necesario para lograr una unión de plena resistencia.
El resultado deseado
El "por qué" detrás de su proceso es crucial. ¿Está tratando de fusionar materiales o simplemente aplicar presión mientras se cura un adhesivo?
La consolidación y densificación (por ejemplo, la formación de un panel compuesto) a menudo requieren presiones más altas para eliminar los vacíos y garantizar un contacto íntimo entre las capas.
La unión adhesiva (por ejemplo, la fijación de un circuito flexible a una pantalla) puede requerir una presión menor. El objetivo es solo garantizar que el adhesivo fluya y moje las superficies uniformemente sin dañar los componentes delicados.
Capacidades del equipo
El equipo en sí juega un papel. Como se señaló, características como un cabezal de aleación de titanio están diseñadas para una temperatura uniforme rápida y, lo que es más importante, en toda la superficie de prensado.
Asimismo, un sistema con un manómetro digital permite una aplicación precisa y repetible de la fuerza. La capacidad de la máquina para mantener una presión uniforme es esencial para prevenir puntos de tensión localizados y garantizar una unión consistente.
Comprensión de las compensaciones y los riesgos
Elegir los parámetros es un acto de equilibrio. Desviarse de la ventana óptima introduce riesgos significativos para la calidad de su producto.
Temperatura: Demasiado alta frente a demasiado baja
Demasiado alta: Exceder el límite térmico del material puede causar degradación irreversible, carbonización, deslaminación o daños a componentes electrónicos sensibles.
Demasiado baja: El calor insuficiente dará como resultado un curado incompleto para los adhesivos o un ablandamiento inadecuado para los termoplásticos, lo que provocará una unión débil o inexistente.
Presión: Demasiado alta frente a demasiado baja
Demasiado alta: Una presión excesiva puede aplastar o dañar piezas delicadas, hacer que el material o el adhesivo se "desborden" (salgan por los lados) o crear tensión interna que conduzca a una falla prematura.
Demasiado baja: Una presión insuficiente evitará el contacto íntimo entre las superficies, lo que provocará vacíos, un humectación deficiente del adhesivo y una baja resistencia de la unión.
Tiempo de permanencia: La tercera variable crítica
La temperatura y la presión están incompletas sin el tiempo. El "tiempo de permanencia" es cuánto tiempo se mantienen la temperatura y la presión objetivo.
Un tiempo de permanencia corto puede no permitir un curado completo del adhesivo o una transferencia de calor completa a través de una pieza gruesa. Un tiempo de permanencia excesivamente largo puede provocar daños térmicos y reducir el rendimiento de fabricación.
Cómo determinar los parámetros correctos para su aplicación
No hay sustituto para un enfoque metódico y basado en datos para definir su proceso de prensado en caliente.
- Si su enfoque principal es la unión con un adhesivo: Comience con la Hoja de Datos Técnicos (TDS) del adhesivo. Esta es su verdad fundamental para la temperatura, la presión y el tiempo.
- Si su enfoque principal es formar o consolidar una materia prima: Comience con las propiedades documentadas del material, como su temperatura de transición vítrea (Tg) o el rango de temperatura de sinterización.
- Si está desarrollando un nuevo proceso: Realice un Diseño de Experimentos (DOE) creando una matriz de prueba con ligeras variaciones en temperatura, presión y tiempo para identificar la ventana óptima para la geometría y los materiales específicos de su pieza.
- Si está solucionando problemas de un proceso fallido: Analice el modo de falla. La deslaminación a menudo apunta a problemas con la temperatura o la preparación de la superficie, mientras que los componentes dañados sugieren una presión excesiva.
En última instancia, el prensado en caliente es un proceso mecánico y térmico preciso que debe ajustarse para cada tarea única.
Tabla de resumen:
| Factor clave | Por qué es importante | Cómo afecta a los parámetros |
|---|---|---|
| Tipo de material | Diferentes materiales (plásticos, cerámicas, metales) tienen propiedades térmicas únicas. | Determina el rango de temperatura requerido (p. ej., por encima de Tg para plásticos). |
| Adhesivo/Agente de unión | Los adhesivos tienen requisitos de curado específicos. | La temperatura, la presión y el tiempo son dictados por la Hoja de Datos Técnicos (TDS) del adhesivo. |
| Resultado deseado | El objetivo (p. ej., unión, consolidación, densificación) varía. | Influye en el nivel de presión requerido (alto para densificación, menor para unión delicada). |
| Riesgos de ajustes incorrectos | Usar los parámetros incorrectos puede dañar las piezas o crear uniones débiles. | Demasiado alto: Degradación, daño. Demasiado bajo: Unión débil, curado incompleto. |
Logre uniones perfectas y resultados consistentes con KINTEK
Definir los parámetros precisos de prensado en caliente para sus materiales y aplicación específicos es fundamental para el éxito. KINTEK se especializa en proporcionar el equipo de laboratorio y la experiencia que necesita para dominar este proceso.
Nuestras prensas en caliente avanzadas, con calentamiento uniforme y control de presión digital preciso, están diseñadas para manejar todo, desde circuitos flexibles delicados hasta materiales compuestos robustos. Permita que nuestro equipo le ayude a optimizar su proceso para obtener la máxima resistencia de unión y rendimiento.
Contáctenos hoy usando el formulario a continuación para discutir su aplicación, y le ayudaremos a identificar los parámetros y el equipo ideales para los desafíos únicos de su laboratorio.
Guía Visual
Productos relacionados
- Prensa Hidráulica Calefactada con Placas Calefactadas, Prensa en Caliente Manual Dividida de Laboratorio
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Máquina de Prensa Hidráulica Calefactora Automática con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Máquina de prensa hidráulica con calentamiento y placas calientes para prensa en caliente de laboratorio con caja de vacío
- Prensa Hidráulica Calefactada con Placas Térmicas para Caja de Vacío, Prensa en Caliente de Laboratorio
La gente también pregunta
- ¿Cómo contribuye una prensa caliente de laboratorio a los electrolitos compuestos de LATP/polímero? Lograr películas densas y de alta conductividad
- ¿Cómo garantiza una prensa hidráulica de laboratorio la calidad de los compuestos de PHBV/fibra natural? Guía de expertos
- ¿Cómo afecta un programa de presión de tres etapas a los tableros de partículas de cáscara de arroz? Optimizar la resistencia de la unión y la estabilidad
- ¿Qué papel juega el sistema de carga hidráulica en la densificación de Cu/Ti3SiC2/C/MWCNTs? Optimice el Sinterizado de sus Compuestos
- ¿Cómo mejora una prensa caliente de laboratorio el rendimiento de las aleaciones? Optimización del Sinterizado en Fase Líquida para Materiales de Alta Resistencia


















