A nivel fundamental, la diferencia radica en cómo el metal de aporte une las piezas. La soldadura fuerte verdadera utiliza la acción capilar para atraer el metal de aporte fundido hacia un espacio muy estrecho y limpio entre dos componentes. En contraste, la soldadura por aporte deposita el metal de aporte en un cordón o filete sobre la superficie de una unión, muy parecido a la soldadura convencional, pero sin fundir los metales base.
La distinción central es simple: la soldadura fuerte atrae el metal de aporte hacia el interior de una unión, mientras que la soldadura por aporte deposita el metal de aporte sobre una unión. Esta única diferencia en la aplicación dicta todo, desde el diseño de la unión hasta el caso de uso apropiado para cada proceso.

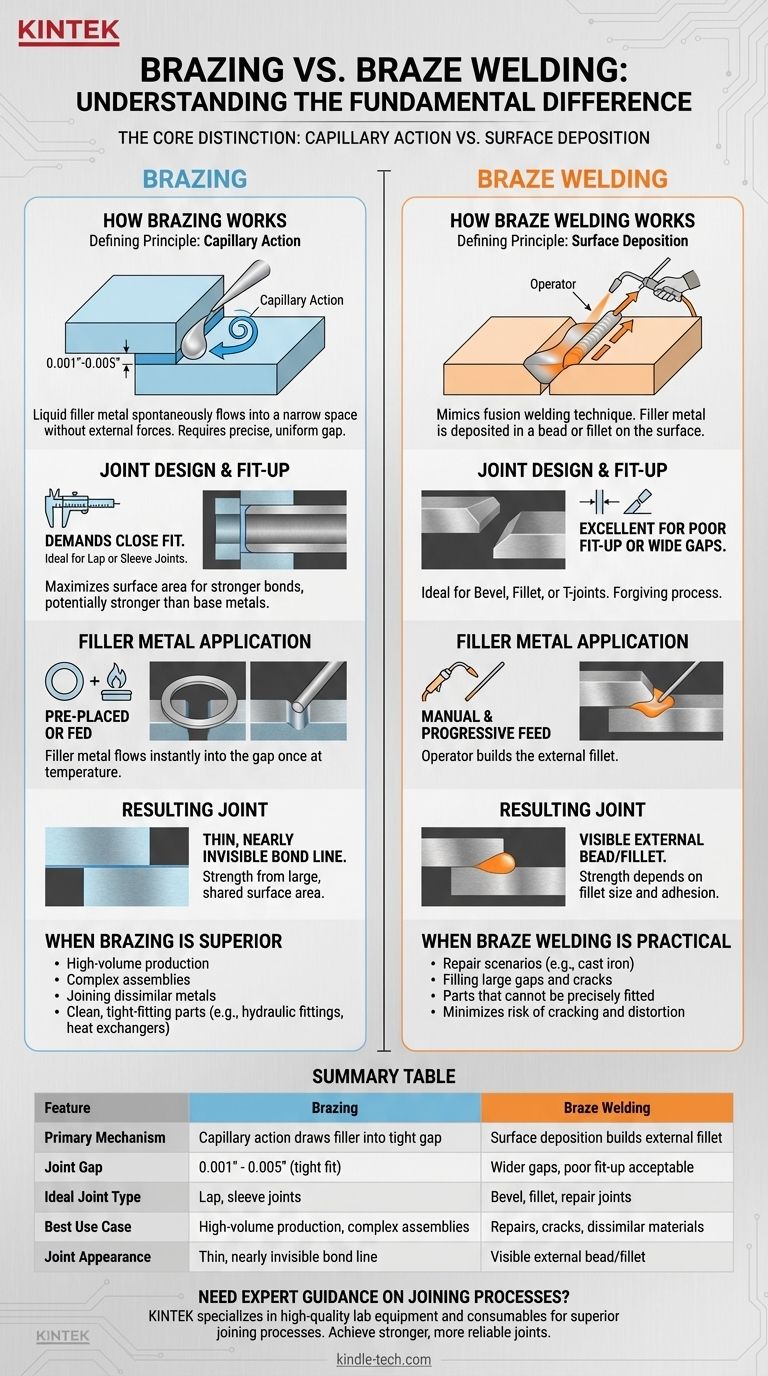
El Principio Definitorio: Acción Capilar vs. Deposición Superficial
Para comprender realmente la diferencia, debe entender el mecanismo físico en juego en cada proceso. Son fundamentalmente distintos a pesar de que ambos utilizan un metal de aporte que se funde a una temperatura inferior a la de los metales base.
Cómo Funciona la Soldadura Fuerte (Brazing)
La soldadura fuerte se define por la acción capilar. Este es el fenómeno por el cual un líquido fluye espontáneamente hacia un espacio estrecho sin la ayuda, e incluso en oposición, de fuerzas externas como la gravedad.
Para que esto ocurra, la unión debe diseñarse con un espacio uniforme y muy específico, típicamente entre 0.001" y 0.005". Luego, el metal de aporte se introduce en el borde de esta unión, donde se funde y es instantáneamente atraído hacia el espacio, creando una unión completa y de alta resistencia en toda la superficie.
Cómo Funciona la Soldadura por Aporte (Braze Welding)
La soldadura por aporte no utiliza la acción capilar. En cambio, la técnica imita la soldadura por fusión tradicional (como TIG o soldadura oxiacetilénica).
Se utiliza una fuente de calor para crear un charco fundido de metal de aporte sobre la superficie de los metales base. Luego, el operador añade manualmente más varilla de aporte a este charco para construir un cordón o filete a lo largo de la costura. Se utiliza para rellenar juntas a tope, en V o en T donde no hay un espacio estrecho para que actúe la acción capilar.
Comparación de los Procesos Cara a Cara
Las diferencias prácticas en la preparación y aplicación de la unión derivan directamente de la presencia o ausencia de la acción capilar.
Diseño de la Unión y Ajuste
La soldadura fuerte (Brazing) exige una unión de ajuste ceñido. Las uniones a solape o de manguito son ideales porque maximizan el área superficial para que se adhiera el metal de aporte, lo que resulta en una unión que puede ser más fuerte que los propios metales base.
La soldadura por aporte (Braze welding), por otro lado, es excelente para uniones con mal ajuste o espacios anchos. A menudo se utiliza para juntas biseladas y de filete, similares a las preparadas para la soldadura por arco.
Aplicación del Metal de Aporte
En la soldadura fuerte, el metal de aporte se puede precolocar como un anillo o una lámina dentro del conjunto antes de calentarlo. Alternativamente, se puede tocar en la línea de la unión una vez que el conjunto está a temperatura, permitiendo que fluya instantáneamente hacia el espacio.
En la soldadura por aporte, la varilla de aporte se introduce manual y progresivamente en la fuente de calor a lo largo de la línea de la unión para construir el filete externo.
Fuerza y Apariencia Resultantes de la Unión
Una unión soldada fuertemente (brazed) correctamente tiene una línea de unión muy delgada, casi invisible. Su resistencia se deriva de la gran área superficial compartida de las dos partes que se unen.
Una unión soldada por aporte (braze welded) tiene un cordón externo visible, similar en apariencia a una unión soldada. Su resistencia depende del tamaño del filete y de su adhesión a las superficies de los metales base.
Comprender las Compensaciones
El término "soldadura por aporte" (braze welding) es una fuente constante de confusión. Se nombra por su técnica de aplicación (parecida a la soldadura), pero su física subyacente (sin fusión del metal base) lo convierte en un proceso de la familia de la soldadura fuerte.
Cuándo la Soldadura Fuerte (Brazing) es la Opción Superior
La soldadura fuerte es ideal para la producción de gran volumen, ensamblajes complejos y la unión de metales disímiles. Su capacidad para unir superficies completas en piezas limpias y de ajuste ceñido la hace perfecta para la fabricación de accesorios hidráulicos, intercambiadores de calor y componentes aeroespaciales.
Cuándo la Soldadura por Aporte (Braze Welding) es Más Práctica
La soldadura por aporte sobresale en escenarios de reparación, especialmente en materiales sensibles al calor alto, como el hierro fundido. Su capacidad para rellenar grandes huecos y grietas sin fundir el metal base minimiza el riesgo de agrietamiento y distorsión. Es un proceso indulgente para unir piezas que no se pueden ajustar con precisión.
La Limitación Clave
La principal limitación de ambos procesos en comparación con la soldadura por fusión es el servicio a altas temperaturas. Dado que los metales de aporte tienen puntos de fusión más bajos, las uniones soldadas fuertemente y por aporte no son adecuadas para aplicaciones de alta temperatura donde podrían volver a fundirse.
Tomando la Decisión Correcta para su Aplicación
El mejor método se determina por la configuración de su unión, el material y el objetivo final.
- Si su enfoque principal es unir piezas de ajuste ceñido con la máxima resistencia al corte: Elija la soldadura fuerte tradicional, ya que la acción capilar asegura una penetración de la unión completa y uniforme.
- Si su enfoque principal es reparar una grieta o unir piezas con un ajuste deficiente: Elija la soldadura por aporte para construir material de manera efectiva y salvar la brecha.
- Si su enfoque principal es unir chapa metálica delgada en un borde: La soldadura por aporte puede crear un filete fuerte, mientras que la soldadura fuerte requeriría un diseño de unión superpuesto.
- Si su enfoque principal es crear un sello fuerte y hermético en tuberías o accesorios de tubería: La soldadura fuerte es el estándar de la industria debido a su capacidad para penetrar completamente una unión de manguito.
En última instancia, saber si su tarea requiere rellenar un espacio estrecho o construir un filete externo siempre le guiará hacia el proceso correcto.
Tabla Resumen:
| Característica | Soldadura Fuerte (Brazing) | Soldadura por Aporte (Braze Welding) |
|---|---|---|
| Mecanismo Principal | La acción capilar atrae el aporte a un espacio estrecho | La deposición superficial construye un filete externo |
| Espacio de la Unión | 0.001" - 0.005" (ajuste ceñido) | Se aceptan espacios más anchos, mal ajuste |
| Tipo de Unión Ideal | A solape, de manguito | Biseladas, de filete, de reparación |
| Mejor Caso de Uso | Producción de gran volumen, ensamblajes complejos | Reparaciones, grietas, materiales disímiles |
| Apariencia de la Unión | Línea de unión delgada, casi invisible | Cordón/filete externo visible |
¿Necesita Orientación Experta sobre Procesos de Unión?
Ya sea que esté trabajando con ensamblajes complejos que requieren soldadura fuerte precisa o abordando reparaciones desafiantes con soldadura por aporte, contar con el equipo y los consumibles adecuados es crucial para el éxito.
KINTEK se especializa en equipos de laboratorio y consumibles de alta calidad que soportan procesos de unión superiores. Nuestros productos ayudan a garantizar una aplicación de calor constante, un flujo adecuado del metal de aporte y resultados confiables para laboratorios e instalaciones de fabricación.
Permítanos ayudarle a lograr uniones más fuertes y confiables.
Contacte a nuestros expertos hoy mismo para discutir las necesidades específicas de su aplicación y descubrir cómo las soluciones de KINTEK pueden mejorar sus capacidades de unión.
Guía Visual