En última instancia, una varilla de soldadura fuerte no se adhiere al cobre por dos razones principales: calor insuficiente en el metal base o contaminación en la superficie. El cobre en sí debe estar lo suficientemente caliente, generalmente un rojo cereza apagado, para derretir la varilla de soldadura fuerte al contacto. Si la superficie no está perfectamente limpia y protegida por el fundente, se formará una capa invisible de óxido, lo que impedirá que la aleación de relleno fundida se una al cobre.
La soldadura fuerte no es un proceso de "pegar" piezas con una varilla derretida. Es un proceso metalúrgico en el que se crea un ambiente limpio y sobrecalentado que permite que el metal base (cobre) derrita la varilla de relleno, arrastrando la aleación a la junta mediante acción capilar para formar una unión más fuerte que el propio cobre.

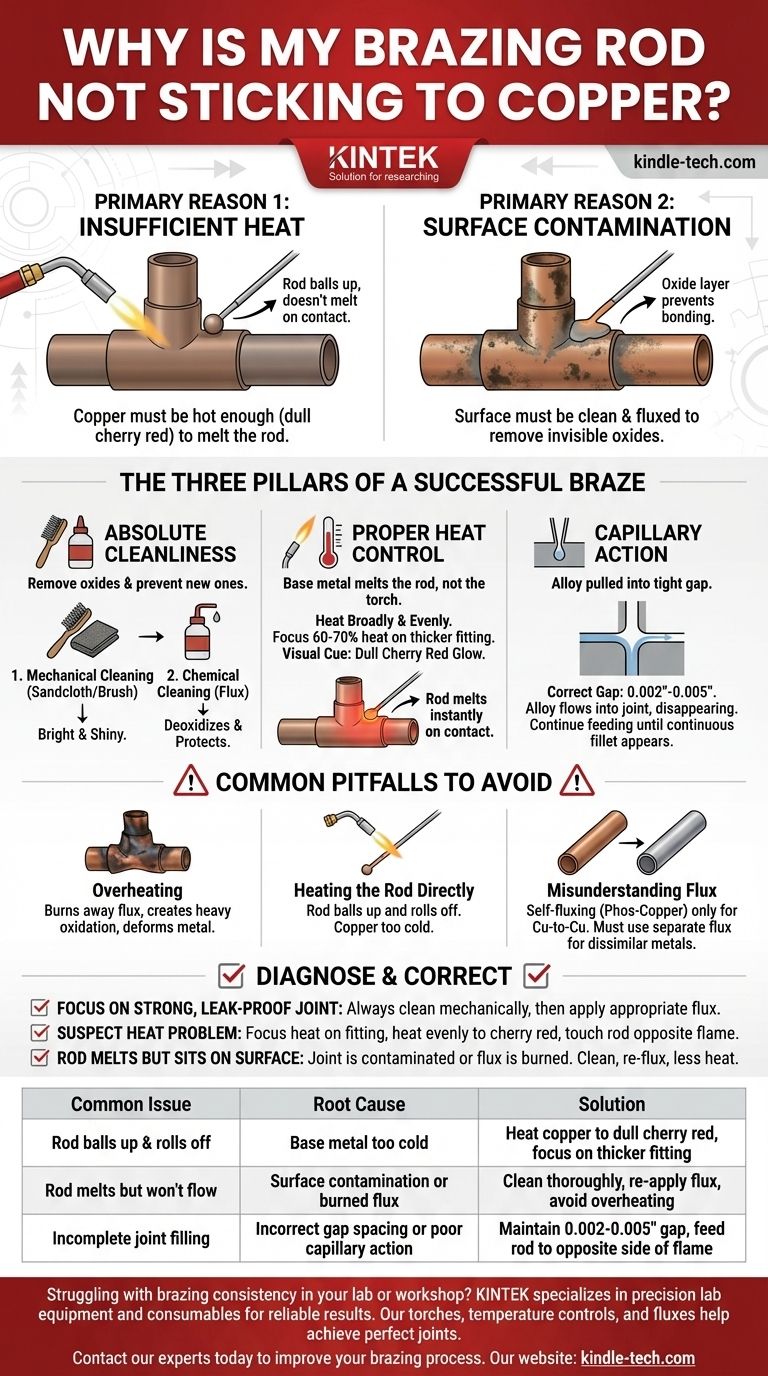
Los Tres Pilares de una Soldadura Fuerte Exitosa
Para resolver el problema de "no adherencia", debe dominar tres principios fundamentales. El fallo en cualquiera de estas áreas resultará en una junta fallida.
Pilar 1: Limpieza Absoluta
La contaminación es el enemigo silencioso de una buena soldadura fuerte. Cuando el cobre se calienta, reacciona casi instantáneamente con el oxígeno del aire, formando una capa de óxido de cobre. La aleación de soldadura fuerte fundida no puede y no se unirá a esta capa de óxido.
Su primer trabajo es eliminar todos los óxidos existentes y evitar que se formen nuevos. Esto es un proceso de dos pasos: limpieza mecánica seguida de limpieza química (fundente).
- Limpieza Mecánica: Utilice tela de lija o un cepillo de alambre para accesorios para abrasar el exterior de la tubería y el interior del accesorio. Las superficies deben limpiarse hasta que estén uniformemente brillantes y relucientes, sin puntos oscuros.
- Limpieza Química (Fundente): Después de la limpieza mecánica, aplique una capa delgada y uniforme de un fundente de soldadura fuerte apropiado en ambas superficies. El fundente actúa como desoxidante, indicador de temperatura y escudo protector que evita la reoxidación mientras calienta la junta.
Pilar 2: Control Adecuado del Calor
Este es el punto de fallo más común para los principiantes. Usted no derrite la varilla de soldadura fuerte con la llama del soplete. Usted calienta el tubo y el accesorio de cobre hasta que estén lo suficientemente calientes como para derretir la varilla por sí mismos.
La técnica correcta implica calentar el conjunto de manera amplia y uniforme. Debido a que un accesorio es generalmente más grueso y pesado que el tubo, requiere más calor. Concéntrese entre el 60 y el 70% de su calor en el accesorio para asegurar que todo el conjunto alcance la temperatura al mismo tiempo.
La señal visual es el color. Caliente el cobre hasta que brille con un rojo cereza tenue y apagado. A esta temperatura, si toca la varilla de soldadura fuerte con la costura de la junta, el calor del cobre por sí solo debería derretirla instantáneamente.
Pilar 3: El Papel de la Acción Capilar
Si la junta está limpia y el calor es correcto, el principio final es la acción capilar. Esta es la fuerza física que arrastra la aleación de soldadura fuerte líquida al espacio ajustado y uniforme entre el tubo y el accesorio.
Para que funcione la acción capilar, el espacio debe ser el correcto, generalmente entre 0.002" y 0.005". Si el espacio es demasiado estrecho, no hay espacio para que fluya la aleación. Si está demasiado flojo, la fuerza capilar es demasiado débil para atraer el relleno y distribuirlo por completo.
Cuando introduce la varilla en la junta caliente, debe derretirse e inmediatamente ser arrastrada hacia la costura, desapareciendo de la vista. Debe seguir alimentando la varilla hasta que vea un filete continuo (un anillo delgado de aleación) aparecer por todo el contorno de la junta.
Errores Comunes a Evitar
Comprender lo que no se debe hacer es tan importante como conocer el procedimiento correcto.
El Peligro del Sobrecalentamiento
Aplicar demasiado calor es tan destructivo como muy poco. El sobrecalentamiento quema el fundente protector, crea una escama oscura y pesada (oxidación) que el fundente no puede eliminar, e incluso puede derretir o deformar el cobre. El objetivo es un rojo cereza controlado, no un brillo naranja brillante.
El Error de Calentar la Varilla Directamente
Un error clásico de principiante es apuntar el soplete a la varilla de soldadura fuerte para derretirla, tratando de "gotearla" sobre la junta. Esto hace que la varilla se amontone y ruede porque el cobre está demasiado frío para permitir que la aleación "moje" la superficie y fluya. El soplete calienta las piezas; las piezas derriten la varilla.
Malentendido del Fundente
Las diferentes aleaciones de soldadura fuerte tienen diferentes requisitos de fundente. Para juntas de cobre con cobre, las aleaciones que contienen fósforo (como una varilla de Fos-Cobre al 15%) son autofluxantes, ya que el fósforo actúa como agente desoxidante. Sin embargo, al soldar cobre a un metal disímil como latón o acero, debe usar un fundente separado. Asumir que una aleación es autofluxante en la situación equivocada garantiza el fracaso.
Tomando la Decisión Correcta para su Objetivo
Utilice esta lista de verificación para diagnosticar y corregir su técnica.
- Si su enfoque principal es una junta fuerte y hermética: Comience siempre limpiando mecánicamente el tubo y el accesorio con tela de lija hasta que estén uniformemente brillantes, y luego aplique una capa delgada del fundente correcto.
- Si sospecha un problema de calor: Concéntrese la mayor parte de su calor en el accesorio más grueso, caliente el conjunto uniformemente hasta un rojo cereza, y toque la varilla en la junta opuesta a la llama. El cobre en sí debería derretir la varilla instantáneamente y atraerla.
- Si la varilla se derrite pero simplemente se queda en la superficie: Su junta está contaminada o ha quemado su fundente por sobrecalentamiento. Deje que se enfríe, límpiela completamente, vuelva a aplicar fundente e inténtelo de nuevo con menos calor.
Domine la relación entre limpieza y calor, y dominará el proceso de soldadura fuerte.
Tabla Resumen:
| Problema Común | Causa Raíz | Solución |
|---|---|---|
| La varilla se amontona y se cae | Metal base demasiado frío | Calentar el cobre hasta un rojo cereza apagado, concentrarse en el accesorio más grueso |
| La varilla se derrite pero no fluye | Contaminación superficial o fundente quemado | Limpiar a fondo, volver a aplicar fundente, evitar el sobrecalentamiento |
| Llenado incompleto de la junta | Espacio incorrecto o mala acción capilar | Mantener un espacio de 0.002-0.005", alimentar la varilla al lado opuesto de la llama |
¿Tiene problemas con la consistencia de la soldadura fuerte en su laboratorio o taller? KINTEK se especializa en equipos de laboratorio de precisión y consumibles que aseguran resultados confiables. Nuestros sopletes de soldadura fuerte, controles de temperatura y fundentes de alta pureza ayudan a técnicos e ingenieros a lograr juntas perfectas cada vez.
Contacte a nuestros expertos hoy mismo para discutir cómo las soluciones de KINTEK pueden mejorar su proceso de soldadura fuerte y ofrecer conexiones más fuertes y confiables para sus necesidades de laboratorio o fabricación.
Guía Visual
Productos relacionados
- Varilla de cerámica de nitruro de boro (BN) para aplicaciones a alta temperatura
- Barra de cerámica de circonio estabilizado de itrio mecanizada de precisión para la ingeniería de cerámicas finas avanzadas
- Varilla de cerámica de alúmina fina avanzada de ingeniería Al2O3 aislada para aplicaciones industriales
- Fabricante de piezas personalizadas de PTFE Teflon para varilla de recuperación de barra de agitación de PTFE
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
La gente también pregunta
- ¿Cuál es la función de un revestimiento interior de BN en un molde de grafito durante la sinterización por destello? Domina el control preciso de la corriente
- ¿Por qué se seleccionan los tubos de nitruro de boro como recipientes de reacción para Na3SbS4? Garantizar la pureza en la síntesis a alta temperatura
- ¿Por qué se prefieren los crisoles de nitruro de boro (BN) o alúmina para el crecimiento de GaN con flujo de Na? Optimice su rendimiento de cristales
- ¿Cuál es el propósito de las láminas aislantes de nitruro de boro (BN) en el SPS? Desacoplamiento de los efectos térmicos y eléctricos del sinterizado
- ¿Qué materiales aislantes pueden tolerar la temperatura máxima? Seleccione el aislante de alta temperatura adecuado para su aplicación




