En la industria alimentaria, la liofilización es un método de conservación premium utilizado para crear productos de alta calidad y estables en almacenamiento, eliminando el agua sin dañar significativamente la estructura, el sabor o el valor nutricional del alimento. Esta tecnología es la base de productos como el café instantáneo, el helado para astronautas y los snacks de frutas crujientes, permitiendo un almacenamiento a largo plazo sin refrigeración.
La liofilización no es simplemente deshidratación; es un sofisticado proceso de conservación. Su principal ventaja sobre otros métodos de secado es su capacidad única para mantener la calidad original, la nutrición y la estructura del alimento, lo que la convierte en el estándar de oro para productos de alto valor.

La Ciencia de la Liofilización
Para comprender sus aplicaciones, primero debemos entender el proceso. La liofilización es fundamentalmente diferente de la deshidratación convencional basada en calor.
El Principio de la Sublimación
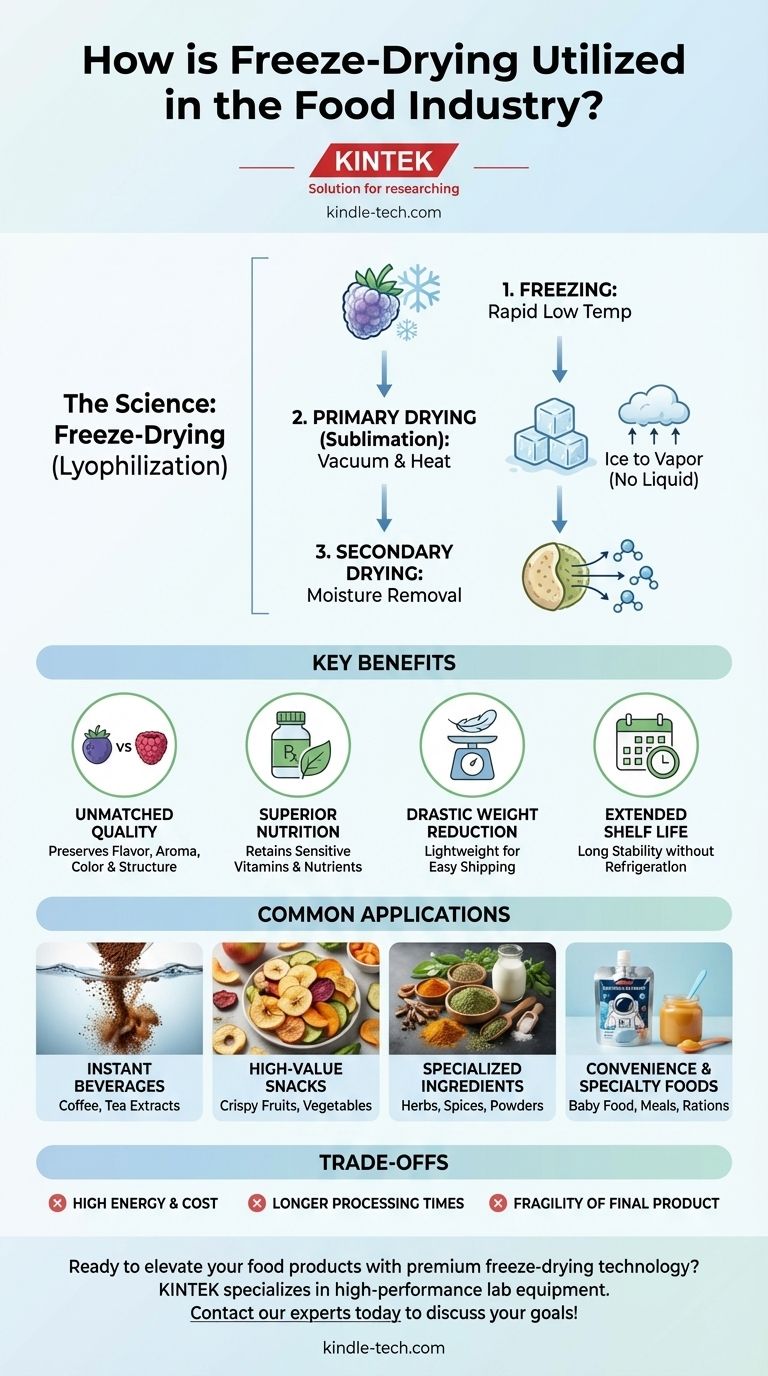
El núcleo de la liofilización es un proceso físico llamado sublimación. Aquí, un sólido (hielo) se transforma directamente en un gas (vapor de agua), evitando por completo la fase líquida.
Al evitar el agua líquida, el proceso minimiza la migración de solutos y el colapso de la estructura celular del alimento, que es lo que típicamente degrada la calidad en el secado convencional.
El Proceso de Tres Etapas
La liofilización es una operación meticulosa y de varias etapas.
- Congelación: El alimento se congela rápidamente a temperaturas muy bajas. Esto fija las moléculas de agua en forma de pequeños cristales de hielo, preservando la estructura física del producto.
- Secado Primario (Sublimación): El alimento congelado se coloca en un alto vacío. Se aplica una pequeña cantidad de calor, dando a los cristales de hielo la energía suficiente para sublimarse directamente en vapor, que luego se elimina.
- Secado Secundario: Una vez que el hielo libre ha desaparecido, algunas moléculas de agua permanecen unidas al alimento. La temperatura se eleva ligeramente para romper estos enlaces, eliminando los últimos rastros de humedad y asegurando la máxima estabilidad.
Beneficios Clave en la Producción de Alimentos
La industria elige este complejo método por varias ventajas distintas y poderosas sobre técnicas más simples como el secado al aire o por calor.
Preservación de Calidad Inigualable
Debido a que el proceso evita las altas temperaturas, los compuestos delicados responsables del sabor, aroma y color se mantienen casi completamente intactos. Los productos liofilizados, cuando se rehidratan, son notablemente similares a sus contrapartes frescas.
Retención Nutricional Superior
El calor puede destruir vitaminas y nutrientes sensibles. El ambiente de baja temperatura de la liofilización es mucho más suave, lo que le permite preservar el valor nutricional del alimento original de manera mucho más efectiva que otros métodos de conservación.
Reducción Drástica de Peso y Extensión de la Vida Útil
La eliminación de casi todo el contenido de agua hace que el producto final sea increíblemente ligero, lo cual es una gran ventaja para el envío y el almacenamiento. Sin agua, el crecimiento microbiano se inhibe, otorgando a estos alimentos una vida útil excepcionalmente larga sin necesidad de refrigeración o conservantes.
Aplicaciones Comunes en la Industria Alimentaria
La liofilización se aplica donde la calidad del producto final justifica el costo del proceso.
Bebidas Instantáneas
Esta es una de las aplicaciones más conocidas. La liofilización de extractos de café y té crea gránulos solubles que se disuelven instantáneamente en agua, conservando el complejo aroma y sabor de la bebida original.
Snacks de Alto Valor
Las frutas y verduras se liofilizan para crear snacks crujientes y saludables. Este proceso mantiene su color vibrante y su sabor intenso, ofreciendo una alternativa premium a las patatas fritas o horneadas tradicionales.
Ingredientes y Condimentos Especializados
El método es ideal para preservar los potentes aceites y sabores en hierbas y especias. También se utiliza para crear ingredientes en polvo como leche, huevos o polvos de frutas para usar en mezclas para hornear, sopas y comidas listas para consumir.
Alimentos de Conveniencia y Especialidades
Desde alimentos nutritivos para bebés que se rehidratan rápidamente hasta comidas ligeras y duraderas para astronautas y excursionistas, la liofilización atiende a mercados nicho que exigen tanto conveniencia como alta calidad.
Comprendiendo las Ventajas y Desventajas
Aunque potente, la liofilización no es una solución universal. Sus beneficios deben sopesarse frente a sus limitaciones inherentes.
Alto Consumo de Energía y Costo
La combinación de congelación profunda y mantenimiento de un alto vacío es intensiva en energía. Esto hace que la liofilización sea un proceso significativamente más costoso por unidad en comparación con la deshidratación convencional.
Tiempos de Procesamiento Más Largos
La sublimación es un proceso lento y deliberado. Un ciclo típico de liofilización puede llevar muchas horas, o incluso días, lo que limita la producción y aumenta aún más el costo operativo.
Fragilidad del Producto Final
La estructura porosa, similar a un panal, que queda después de la sublimación hace que los alimentos liofilizados sean muy quebradizos y frágiles. Requieren un manejo cuidadoso y un embalaje robusto para evitar que se aplasten y para protegerlos de la humedad y el oxígeno.
Tomando la Decisión Correcta para su Producto
Decidir si usar la liofilización depende completamente de los objetivos de su producto y su posición en el mercado.
- Si su enfoque principal es la calidad premium y el valor nutricional: La liofilización es la opción ideal para crear un producto superior que destaque en el mercado.
- Si su enfoque principal es la deshidratación a granel rentable: El secado convencional al aire o por calor es un método mucho más económico y rápido para productos donde cierta pérdida de calidad es aceptable.
- Si su enfoque principal es la conveniencia ligera para mercados nicho: La liofilización es perfectamente adecuada para aplicaciones de alto rendimiento como alimentos para acampar, raciones de emergencia o ingredientes especiales donde sus beneficios superan el costo.
En última instancia, comprender la liofilización le permite seleccionar la tecnología de conservación precisa que se alinea con el propósito y la promesa de su producto.
Tabla Resumen:
| Aspecto Clave | Beneficio en la Industria Alimentaria |
|---|---|
| Calidad | Preserva el sabor, aroma, color y textura originales |
| Nutrición | Retiene vitaminas y nutrientes sensibles mejor que el secado por calor |
| Vida Útil | Extiende la estabilidad sin refrigeración ni conservantes |
| Peso | Reduce drásticamente el peso para facilitar el envío y almacenamiento |
| Aplicaciones | Bebidas instantáneas, snacks de alto valor, ingredientes especiales, alimentos de conveniencia |
¿Listo para elevar sus productos alimenticios con tecnología de liofilización premium? KINTEK se especializa en equipos de laboratorio de alto rendimiento y consumibles para investigación y desarrollo de alimentos. Ya sea que esté desarrollando bebidas instantáneas, snacks nutritivos o alimentos especiales de larga duración, nuestras soluciones le ayudan a lograr una calidad y eficiencia superiores. Contacte a nuestros expertos hoy para discutir cómo podemos apoyar la innovación y los objetivos de producción de su laboratorio.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos
- ¿Cuáles son las principales ventajas de la liofilización de laboratorio? Conserve materiales sensibles con una liofilización suave
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Cómo apoyan los liofilizadores de laboratorio la investigación científica? Preservar la integridad de la muestra para obtener resultados reproducibles















