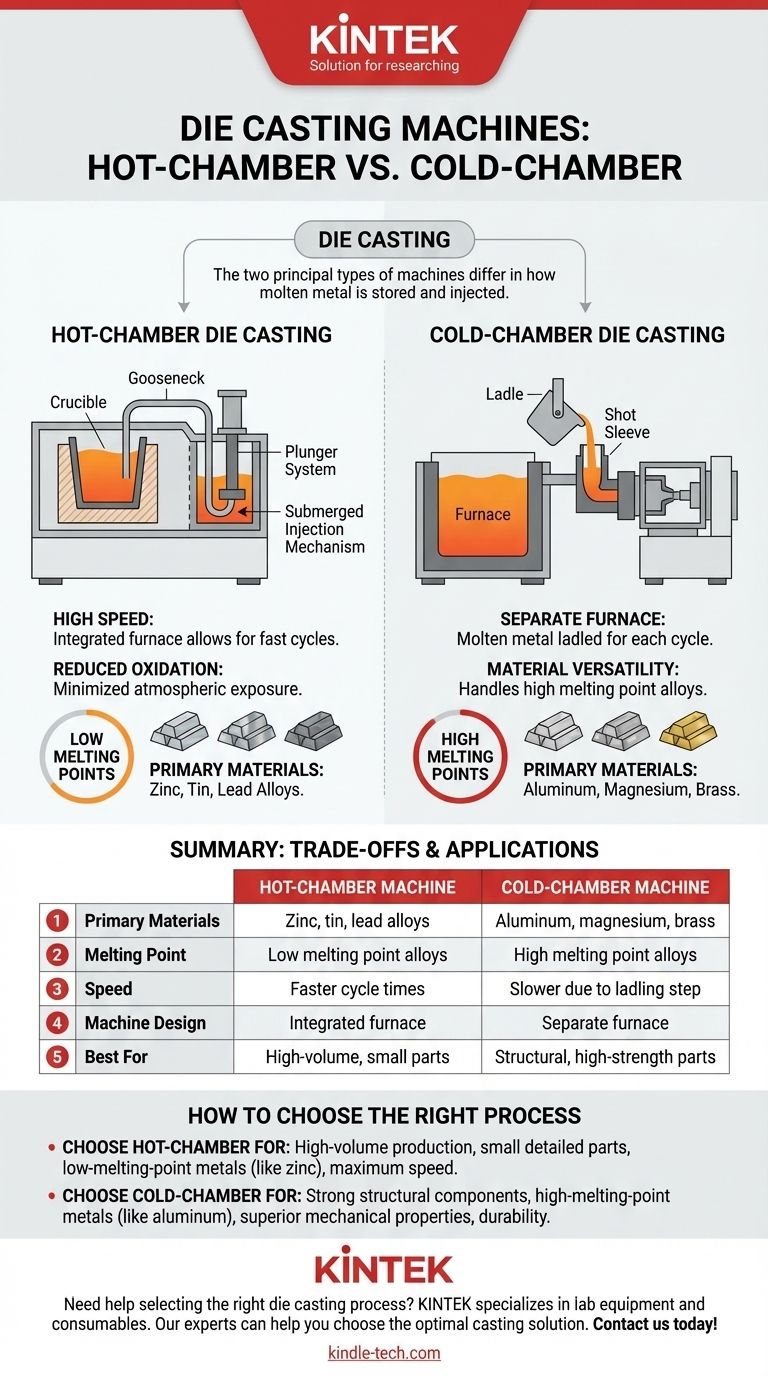
En la fundición a presión (die casting), los dos tipos principales de máquinas son la máquina de cámara caliente y la máquina de cámara fría. La diferencia fundamental entre ellas radica en cómo se almacena e inyecta el metal fundido en el molde. Las máquinas de cámara caliente contienen el horno como parte integral de la máquina, mientras que las máquinas de cámara fría utilizan un horno separado para fundir el metal antes de que se transfiera para la inyección.
La elección entre una máquina de cámara caliente y una de cámara fría no es una cuestión de preferencia, sino una necesidad técnica dictada casi por completo por el punto de fusión y las propiedades corrosivas de la aleación que necesita fundir.

Comprensión de la fundición a presión en cámara caliente
La fundición a presión en cámara caliente es un proceso altamente eficiente caracterizado por su diseño integrado. El mecanismo de inyección se sumerge directamente en el baño de metal fundido que se mantiene dentro de la máquina.
El mecanismo central
En una máquina de cámara caliente, el horno se conecta al molde a través de un "cuello de cisne" (gooseneck). Un sistema de émbolo, inmerso en el metal fundido, fuerza una cantidad medida de metal hacia arriba a través del cuello de cisne y hacia la cavidad del molde con cada ciclo.
Debido a que el metal ya está fundido dentro del depósito propio de la máquina, el proceso de inyección es extremadamente rápido y directo.
Ventajas clave
La principal ventaja de este proceso es la velocidad. Los tiempos de ciclo para las máquinas de cámara caliente son significativamente más cortos que para las máquinas de cámara fría, ya que no hay necesidad de transferir metal desde un horno externo.
Este proceso también minimiza la exposición del metal a la atmósfera, lo que puede reducir la oxidación y mejorar la consistencia de la pieza final.
Aplicaciones y materiales principales
Las máquinas de cámara caliente se utilizan exclusivamente para aleaciones con puntos de fusión bajos y baja corrosividad.
Los materiales comunes incluyen zinc, estaño y aleaciones a base de plomo. El calor alto y la naturaleza corrosiva de metales como el aluminio dañarían rápidamente los componentes de inyección sumergidos de la máquina.
Comprensión de la fundición a presión en cámara fría
La fundición a presión en cámara fría es un proceso más robusto diseñado para manejar materiales que no son adecuados para máquinas de cámara caliente. Su característica definitoria es la separación del horno del sistema de inyección.
El mecanismo central
El metal fundido se mantiene en un horno separado. Para cada ciclo, se vierte una cantidad precisa de metal de este horno en la "camisa de inyección" (shot sleeve) de la máquina.
Luego, un émbolo hidráulico avanza, sellando el puerto y forzando el metal a la cavidad del molde bajo una inmensa presión.
Ventajas clave
La ventaja destacada es la versatilidad de los materiales. Este proceso puede fundir aleaciones de alto punto de fusión como aluminio, magnesio y latón sin dañar la máquina.
Las altas presiones de inyección utilizadas en la fundición en cámara fría también ayudan a crear piezas que son muy densas y poseen una excelente integridad estructural, lo que las hace adecuadas para aplicaciones exigentes.
Aplicaciones y materiales principales
La fundición en cámara fría es el estándar para producir una amplia gama de componentes, desde bloques de motor y carcasas de transmisión hasta carcasas de portátiles y herramientas eléctricas.
El aluminio es, con diferencia, el material más común utilizado en la fundición a presión en cámara fría debido a su excelente relación resistencia-peso.
Comprensión de las compensaciones: Cámara caliente vs. Cámara fría
Elegir entre estos dos procesos implica un claro conjunto de compensaciones de ingeniería y económicas que están directamente relacionadas con los objetivos de su proyecto.
Compatibilidad de materiales
Esta es la distinción más crítica. Si necesita fundir aluminio o latón, una máquina de cámara fría es su única opción. Las propiedades corrosivas de estos metales fundidos destruirían el cuello de cisne interno y el émbolo de una máquina de cámara caliente.
Por el contrario, si está trabajando con zinc, una máquina de cámara caliente ofrece un proceso más eficiente y rápido.
Velocidad de producción y coste
Para materiales compatibles como el zinc, la fundición en cámara caliente es significativamente más rápida. Sin el paso de cucharón (ladling), las tasas de ciclo pueden ser mucho más altas, lo que a menudo se traduce en un menor coste por pieza en tiradas de producción de gran volumen.
El paso adicional de cucharón de metal hace que el proceso de cámara fría sea inherentemente más lento.
Resistencia de la pieza
Aunque ambos procesos producen piezas resistentes, la fundición en cámara fría se utiliza normalmente para aleaciones (como el aluminio) con propiedades mecánicas superiores. Las presiones extremadamente altas utilizadas también contribuyen a crear piezas con alta densidad y porosidad mínima.
Desgaste y mantenimiento de la máquina
Las máquinas de cámara caliente experimentan más desgaste en sus componentes de inyección (el cuello de cisne y el émbolo) porque están constantemente sumergidos en metal fundido.
Los émbolos y camisas de las máquinas de cámara fría tienen una vida útil más larga, ya que solo entran en contacto con el metal fundido durante un breve período en cada ciclo.
Cómo elegir el proceso correcto
La elección del material es el principal impulsor, lo que a su vez define la aplicación. Utilice esta guía para tomar su decisión.
- Si su enfoque principal es la producción de alto volumen de piezas pequeñas y detalladas con metales de bajo punto de fusión (como el zinc): La fundición a presión en cámara caliente es la opción más rápida y económica.
- Si su enfoque principal es crear componentes estructurales resistentes a partir de metales de alto punto de fusión (como el aluminio): La fundición a presión en cámara fría es el proceso necesario y correcto.
- Si su enfoque principal es maximizar la velocidad de producción para una aleación compatible: La fundición en cámara caliente ofrece las tasas de ciclo más altas disponibles.
- Si su enfoque principal es la durabilidad de la pieza y la resistencia del material para aplicaciones exigentes: La fundición en cámara fría con aleaciones de aluminio o magnesio proporciona propiedades mecánicas superiores.
En última instancia, comprender esta división fundamental le permite alinear sus requisitos de material con la capacidad de fabricación correcta.
Tabla de resumen:
| Característica | Máquina de cámara caliente | Máquina de cámara fría |
|---|---|---|
| Materiales principales | Zinc, estaño, aleaciones de plomo | Aluminio, magnesio, latón |
| Punto de fusión | Aleaciones de bajo punto de fusión | Aleaciones de alto punto de fusión |
| Velocidad | Tiempos de ciclo más rápidos | Más lento debido al paso de cucharón |
| Diseño de la máquina | Horno integrado | Horno separado |
| Ideal para | Alto volumen, piezas pequeñas | Piezas estructurales de alta resistencia |
¿Necesita ayuda para seleccionar el proceso de fundición a presión adecuado para su proyecto? KINTEK se especializa en equipos de laboratorio y consumibles, sirviendo a las necesidades del laboratorio. Nuestros expertos pueden ayudarle a elegir la solución de fundición óptima según sus requisitos de material, volumen de producción y objetivos de rendimiento. Contáctenos hoy para discutir su aplicación específica y obtener orientación profesional.
Guía Visual
Productos relacionados
- Máquina de fundición de película estirable de PVC de plástico de laboratorio para pruebas de película
- Prensa de Anillo para Aplicaciones de Laboratorio
- Molde de Prensa Cilíndrico para Aplicaciones de Laboratorio
- Molde de Prensado de Forma Especial para Laboratorio
- Anillo de Matriz para Prensas Rotativas de Tabletas Multi-Punzón para Moldes Ovalados y Cuadrados Giratorios
La gente también pregunta
- ¿Cuáles son las últimas tecnologías en fabricación aditiva? Del prototipado a la producción en masa
- ¿Cuáles son los 4 tipos principales de fundición? Una guía para elegir el proceso correcto
- ¿Cuál es el efecto de la velocidad de enfriamiento en la fundición? Controlar la resistencia, la ductilidad y los defectos
- ¿Qué es una máquina calandradora? Transforme las superficies de los materiales con precisión
- ¿Cuál es el proceso de calandrado? Una guía para la producción de películas plásticas de gran volumen






