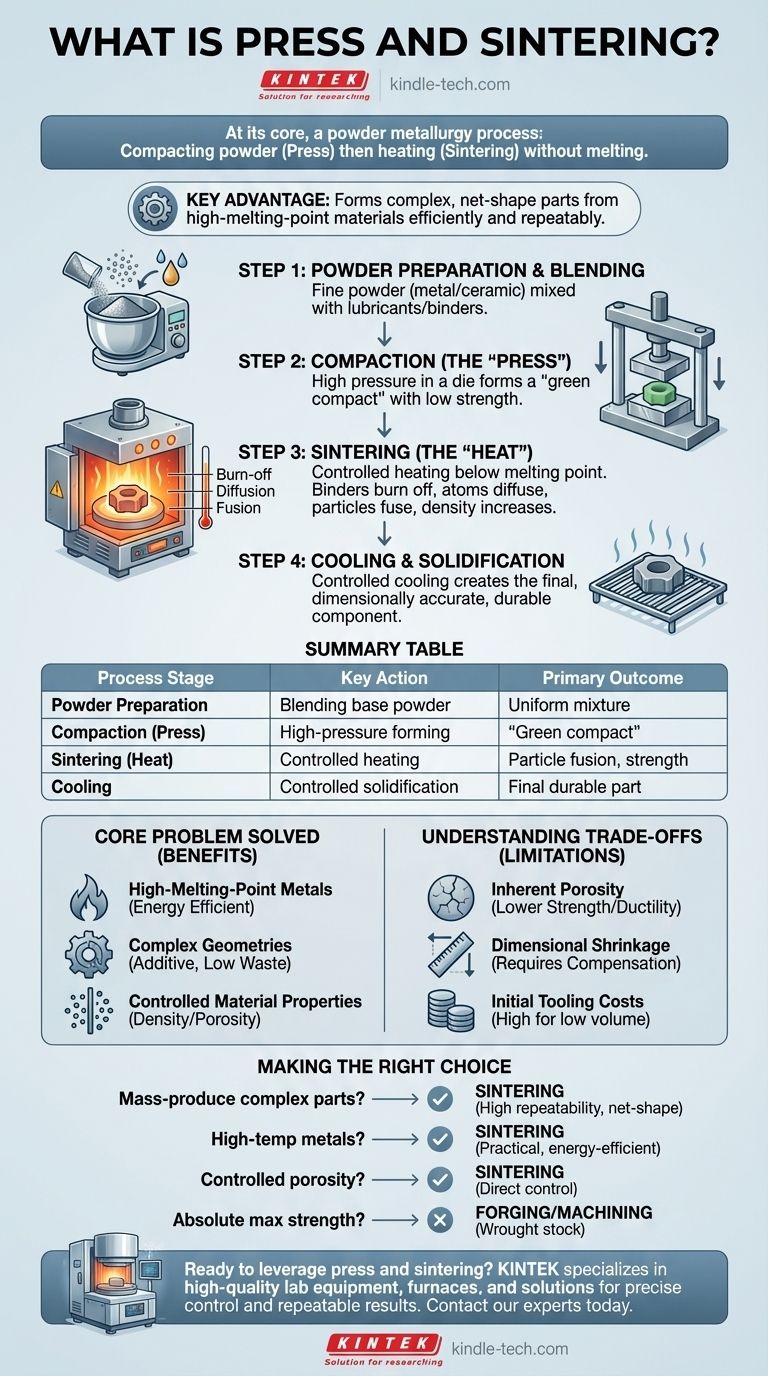
En esencia, el prensado y sinterizado es un proceso de pulvimetalurgia utilizado para crear objetos sólidos a partir de material en polvo sin fundirlo. Consta de dos etapas principales: primero, compactar el polvo bajo alta presión en la forma deseada (la etapa de "prensado"), y segundo, calentar esa forma en un horno controlado a una temperatura por debajo de su punto de fusión, lo que hace que las partículas individuales se unan y fusionen (la etapa de "sinterizado").
La ventaja fundamental del prensado y sinterizado es su capacidad para formar piezas complejas de forma neta a partir de materiales —especialmente aquellos con puntos de fusión muy altos— de una manera energéticamente eficiente y altamente repetible, lo que lo convierte en una piedra angular de la fabricación moderna.

Deconstruyendo el Proceso de Prensado y Sinterizado
Para comprender verdaderamente esta técnica, debemos verla como una secuencia de pasos cuidadosamente controlados, cada uno contribuyendo a las propiedades finales del componente.
Paso 1: Preparación y Mezcla del Polvo
El proceso comienza no con un bloque sólido de material, sino con un polvo fino. Este material primario, a menudo un metal o una cerámica, se mezcla con otros elementos.
Estos aditivos pueden incluir lubricantes para ayudar en la compactación o agentes aglutinantes (como cera o polímeros) que mantienen temporalmente el polvo unido.
Paso 2: Compactación (El "Prensado")
La mezcla de polvo preparada se carga en un molde de precisión, o matriz. Una prensa potente aplica entonces una presión inmensa, típicamente a temperatura ambiente.
Esta presión compacta el polvo, forzando a las partículas a un contacto íntimo y formando un objeto sólido pero frágil conocido como "compacto en verde". Esta pieza tiene la forma deseada pero posee baja resistencia mecánica.
Paso 3: Sinterizado (El "Calor")
El compacto en verde se retira cuidadosamente de la matriz y se coloca en un horno de sinterización con una atmósfera controlada para evitar la oxidación. El proceso de calentamiento ocurre en fases distintas.
Primero, la temperatura se eleva para quemar los agentes aglutinantes añadidos en el paso inicial. Luego, la temperatura se aumenta aún más hasta justo por debajo del punto de fusión del material primario.
A esta temperatura elevada, se produce un proceso de difusión atómica en los puntos de contacto entre las partículas. Los átomos migran a través de los límites de las partículas, haciendo que los granos individuales se fusionen en una masa sólida y unificada, y aumentando significativamente la densidad y resistencia de la pieza.
Paso 4: Enfriamiento y Solidificación
Después de mantenerse a la temperatura de sinterización durante una duración específica, el componente se enfría de manera controlada. Se solidifica en su estado final y duradero.
La pieza final es un objeto sólido que es dimensionalmente muy cercano a la forma deseada, a menudo requiriendo poco o ningún mecanizado posterior.
El Problema Central que Resuelve el Sinterizado
El prensado y sinterizado no es solo un método de fabricación alternativo; es una solución para desafíos de ingeniería específicos donde los métodos tradicionales como la fundición o el mecanizado se quedan cortos.
Fabricación de Metales de Alto Punto de Fusión
Para materiales como el tungsteno, el molibdeno y otros metales refractarios, alcanzar su punto de fusión requiere enormes cantidades de energía. El sinterizado evita esto por completo, permitiendo que las piezas se formen a temperaturas mucho más bajas, ahorrando energía y costos significativos.
Creación Eficiente de Geometrías Complejas
Crear una pieza pequeña e intrincada mecanizándola a partir de un gran bloque de metal (fabricación sustractiva) es lento y genera una cantidad significativa de residuos. El sinterizado es un proceso aditivo, que utiliza solo el material necesario para formar la pieza.
Esto lo hace excepcionalmente eficiente para la producción en masa de componentes complejos como engranajes, bujes y piezas estructurales automotrices con alta consistencia.
Control de las Propiedades del Material
El proceso de sinterizado permite un control preciso sobre la densidad final de la pieza. Al ajustar el tiempo, la temperatura y la presión, los fabricantes pueden crear componentes con un nivel específico de porosidad.
Esto es indeseable para una pieza estructural, pero es el objetivo principal al crear productos como cojinetes de bronce sinterizado (que retienen aceite) o filtros metálicos.
Comprendiendo las Ventajas y Desventajas
Ningún proceso está exento de limitaciones. La objetividad requiere reconocer las ventajas y desventajas inherentes al prensado y sinterizado.
Porosidad Inherente
A menos que se realicen operaciones secundarias, las piezas sinterizadas casi siempre retienen cierto nivel de porosidad microscópica. Esto significa que típicamente no son tan fuertes o dúctiles como las piezas hechas de metal forjado o laminado completamente denso.
Contracción Dimensional
A medida que las partículas se fusionan y la pieza se densifica durante el sinterizado, se encoge. Esta contracción debe calcularse con precisión y compensarse en el diseño inicial de la matriz de compactación. Una contracción impredecible puede dar lugar a piezas fuera de tolerancia.
Costos Iniciales de Herramientas
Las matrices de acero endurecido requeridas para la etapa de compactación son costosas de diseñar y fabricar. Esta alta inversión inicial significa que el prensado y sinterizado es más rentable para tiradas de producción de volumen medio a alto, donde el costo de las herramientas puede amortizarse en muchos miles de piezas.
Tomando la Decisión Correcta para su Objetivo
La selección del proceso de fabricación adecuado depende enteramente del objetivo principal de su proyecto.
- Si su enfoque principal es la producción en masa de piezas metálicas complejas: El sinterizado es una excelente opción debido a su alta repetibilidad, bajo desperdicio de material y capacidades de forma neta.
- Si su enfoque principal es trabajar con metales de alta temperatura: El sinterizado es a menudo el método más práctico y energéticamente eficiente disponible.
- Si su enfoque principal es crear materiales con porosidad controlada (como filtros): Este proceso ofrece un control directo sobre la densidad final y la estructura de poros de la pieza.
- Si su enfoque principal es la máxima resistencia absoluta y la resistencia a la fatiga: Debe investigar la forja o el mecanizado a partir de barras laminadas, ya que la porosidad inherente de las piezas sinterizadas estándar puede ser un factor limitante.
En última instancia, el prensado y sinterizado permite a los ingenieros transformar polvo simple en componentes complejos y funcionales con una eficiencia notable.
Tabla Resumen:
| Etapa del Proceso | Acción Clave | Resultado Principal |
|---|---|---|
| Preparación del Polvo | Mezcla de polvo base con aditivos | Mezcla uniforme lista para la compactación |
| Compactación (Prensado) | Formado a alta presión en una matriz | Creación de un "compacto en verde" frágil |
| Sinterizado (Calor) | Calentamiento controlado por debajo del punto de fusión | Fusión de partículas, aumento de resistencia y densidad |
| Enfriamiento | Solidificación controlada | Pieza final duradera de forma neta |
¿Listo para aprovechar el prensado y sinterizado para las necesidades de su laboratorio o producción? KINTEK se especializa en equipos de laboratorio y consumibles de alta calidad, incluidos hornos de sinterización y soluciones de pulvimetalurgia. Ya sea que esté desarrollando nuevos materiales u optimizando la producción en masa, nuestra experiencia garantiza un control preciso de la temperatura, resultados repetibles y un rendimiento energéticamente eficiente. Contacte a nuestros expertos hoy para discutir cómo podemos apoyar su aplicación específica y ayudarle a lograr una calidad superior de los componentes.
Guía Visual
Productos relacionados
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de Sinterización y Tratamiento Térmico al Vacío con Presión de Aire de 9MPa
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Prensado al Vacío para Cerámica de Porcelana Dental de Circonio
- Horno de Sinterización por Plasma de Chispa Horno SPS
La gente también pregunta
- ¿Qué es un horno de sinterización al vacío? Desbloquee la pureza y el rendimiento en materiales avanzados
- ¿Cómo facilita un horno de sinterización al vacío a alta temperatura el postratamiento de los recubrimientos de Zirconia?
- ¿Qué es un horno de sinterización al vacío de alta temperatura? Logre la máxima pureza y densidad del material
- ¿Cómo contribuye un horno de sinterización al vacío a alta temperatura a la formación de materiales porosos de Fe-Cr-Al?
- ¿Por qué es necesario usar coadyuvantes de sinterización para PLS? Lograr la Densidad Completa en Cerámicas de Ultra Alta Temperatura

















