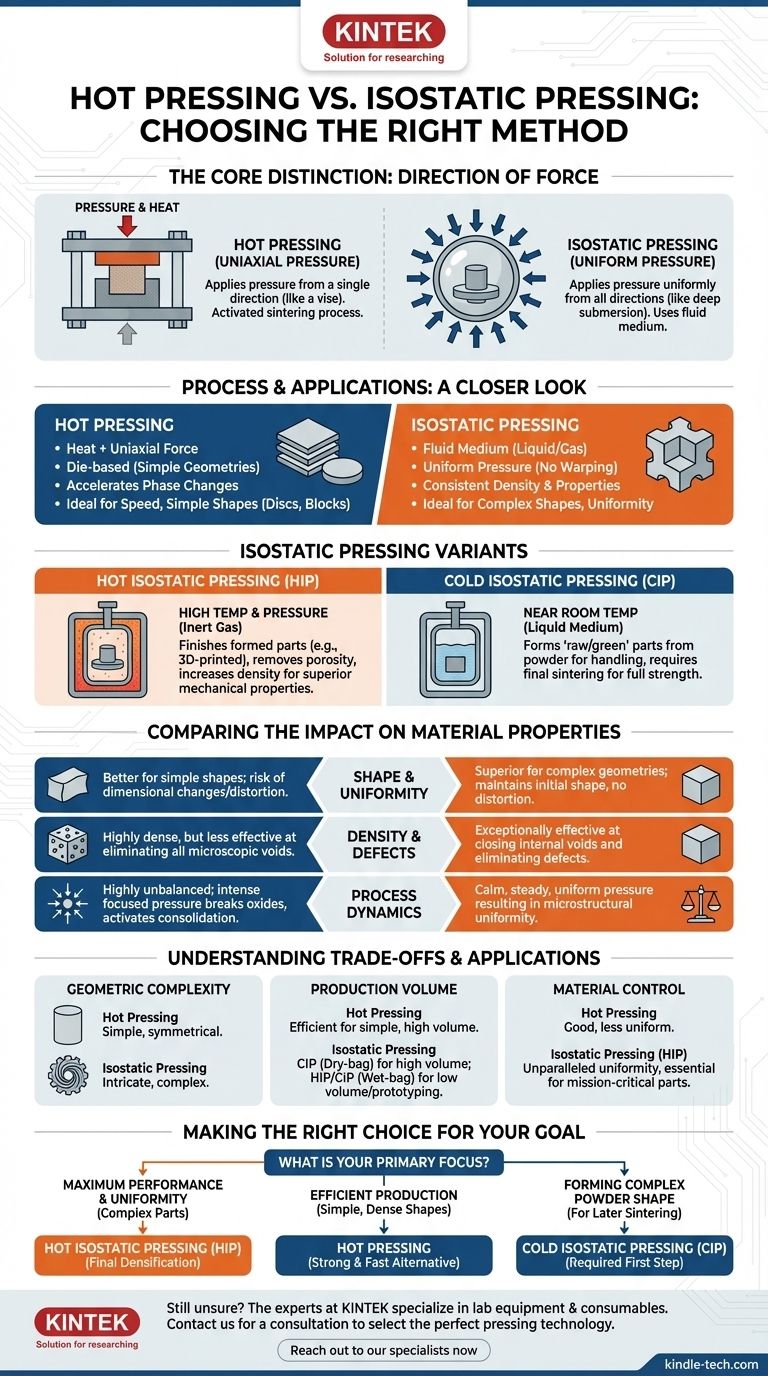
La diferencia fundamental entre el prensado en caliente y el prensado isostático radica en la dirección de la fuerza aplicada. El prensado en caliente aplica presión desde una sola dirección (uniaxial), muy parecido a un tornillo de banco. En contraste, el prensado isostático aplica presión uniforme desde todas las direcciones simultáneamente, como si el objeto estuviera sumergido en las profundidades del océano.
La elección entre estos métodos es una elección entre fuerza dirigida y focalizada, y fuerza uniforme y envolvente. El prensado en caliente es ideal para geometrías más simples donde la velocidad es un factor, mientras que el prensado isostático destaca en la creación de componentes altamente uniformes con formas complejas.

La distinción central: cómo se aplica la presión
Comprender cómo se entrega la fuerza al material es la clave para diferenciar estos dos potentes procesos de fabricación. El método de aplicación de la presión influye directamente en las propiedades finales y la geometría del componente.
Prensado en caliente: presión uniaxial
El prensado en caliente combina calor y presión unidireccional al mismo tiempo, generalmente utilizando un molde. Piense en ello como un proceso de estampado controlado y calentado.
Esta aplicación simultánea de calor y fuerza lo convierte en un "proceso de sinterización activada". Acelera significativamente los cambios de fase y la formación de aleaciones dentro de la mezcla de polvo.
Prensado isostático: presión uniforme
El prensado isostático utiliza un fluido, ya sea líquido o gas, para transmitir la presión de manera uniforme sobre toda la superficie de la pieza. Esto asegura que no haya fuerzas direccionales que puedan deformar o distorsionar el componente.
Este método se define por su uniformidad, lo que resulta en una densidad y propiedades mecánicas consistentes en todo el material.
Una mirada más cercana a los métodos de prensado isostático
"Prensado isostático" es una categoría que incluye dos procesos distintos basados en la aplicación de calor.
Prensado isostático en caliente (HIP)
El prensado isostático en caliente (HIP) se realiza a temperaturas y presiones muy altas. Utiliza un gas inerte a alta presión, como el argón, para consolidar materiales.
HIP es un paso de acabado que se utiliza para eliminar la porosidad interna y aumentar la densidad de las piezas que ya se han formado, como fundiciones metálicas o componentes impresos en 3D. Esto da como resultado propiedades mecánicas y uniformidad del material superiores.
Prensado isostático en frío (CIP)
El prensado isostático en frío (CIP) aplica presión a temperatura ambiente o cercana a ella utilizando un medio líquido como agua o aceite.
Su propósito no es crear una pieza final completamente densa. En cambio, CIP se utiliza para formar una pieza "cruda" o "verde" a partir de un polvo. Esta pieza tiene suficiente resistencia para ser manipulada y mecanizada antes de someterse a un proceso de sinterización final separado para lograr su máxima resistencia.
Comparación del impacto en las propiedades del material
La diferencia entre la presión uniaxial e isostática tiene consecuencias significativas para el producto final.
Forma y uniformidad
HIP es superior para mantener la forma inicial de un componente, especialmente para geometrías complejas. La presión uniforme evita la distorsión.
El prensado en caliente, con su fuerza unidireccional, es más adecuado para formas más simples como discos o bloques y puede causar cambios dimensionales que deben tenerse en cuenta.
Densidad y defectos internos
Ambos procesos producen materiales altamente densos. Sin embargo, HIP es excepcionalmente eficaz para cerrar vacíos internos y eliminar defectos microscópicos.
Esto conduce a materiales con propiedades mecánicas altamente consistentes y predecibles, lo cual es fundamental para aplicaciones de alto rendimiento como los componentes aeroespaciales.
Dinámica del proceso
El proceso de sinterización durante el prensado en caliente se describe como altamente desequilibrado. La presión intensa y enfocada es efectiva para romper los óxidos superficiales en las partículas de polvo, activando el proceso de consolidación.
Esto puede ser ventajoso para ciertos materiales, pero da como resultado una menor uniformidad microestructural en comparación con la presión tranquila y constante de HIP.
Comprensión de las compensaciones y aplicaciones
Elegir entre estos métodos requiere una comprensión clara de los objetivos de su proyecto, desde la geometría hasta el volumen de producción.
Complejidad geométrica
Para piezas con formas intrincadas o complejas, el prensado isostático es la opción clara. La presión uniforme se adapta perfectamente a cualquier superficie, asegurando una densificación uniforme sin dañar las características delicadas. El prensado en caliente se limita a geometrías más simples, a menudo simétricas.
Volumen de producción
El prensado en caliente puede ser un método eficiente para producir formas simples como placas o varillas. Para el prensado isostático, CIP de bolsa seca se puede automatizar para la producción de alto volumen de piezas como aislantes de bujías, mientras que CIP de bolsa húmeda es más adecuado para la creación de prototipos e investigación.
Control de las propiedades del material
HIP proporciona un control inigualable sobre la microestructura final de un material. Minimiza la segregación en aleaciones y ofrece las propiedades mecánicas más uniformes posibles, lo que lo hace esencial para piezas de misión crítica. Aunque es eficaz, el prensado en caliente no logra el mismo nivel de uniformidad.
Tomar la decisión correcta para su objetivo
En última instancia, el mejor proceso depende completamente de su objetivo específico.
- Si su enfoque principal es el máximo rendimiento y uniformidad para piezas complejas: El prensado isostático en caliente (HIP) es la opción correcta para la densificación final.
- Si su enfoque principal es producir eficientemente formas densas y simples: El prensado en caliente es una alternativa sólida y a menudo más rápida.
- Si su enfoque principal es formar una forma de polvo compleja para una sinterización posterior: El prensado isostático en frío (CIP) es el primer paso requerido.
Elegir el método de prensado correcto es fundamental para lograr la densidad, la forma y el rendimiento mecánico deseados en su componente final.
Tabla de resumen:
| Característica | Prensado en caliente | Prensado isostático |
|---|---|---|
| Dirección de la presión | Uniaxial (una dirección) | Uniforme (todas las direcciones) |
| Geometría ideal | Formas simples (discos, bloques) | Formas complejas e intrincadas |
| Uniformidad del material | Buena | Superior (altamente consistente) |
| Uso principal | Producción eficiente de formas densas | Eliminación de defectos internos, formación de piezas 'verdes' complejas (CIP) |
| Mejor para el rendimiento | Componentes más simples donde la velocidad es clave | Piezas de misión crítica que requieren máxima uniformidad (HIP) |
¿Aún no está seguro de qué método de prensado es el adecuado para su proyecto?
Elegir entre el prensado en caliente y el prensado isostático es fundamental para lograr la densidad, la forma y el rendimiento deseados en su componente final. Los expertos de KINTEK están aquí para ayudarle a navegar estas complejas decisiones.
Nos especializamos en proporcionar el equipo de laboratorio y los consumibles adecuados para sus necesidades específicas de procesamiento de materiales. Ya sea que esté desarrollando nuevos materiales, trabajando con geometrías complejas o necesite la máxima uniformidad del material para aplicaciones de alto rendimiento, tenemos la experiencia y las soluciones para respaldar su trabajo.
Contáctenos hoy para una consulta, y permítanos ayudarle a seleccionar la tecnología de prensado perfecta para optimizar sus resultados.
Comuníquese con nuestros especialistas técnicos ahora para discutir su aplicación.
Guía Visual
Productos relacionados
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Térmica Automática de Vacío con Pantalla Táctil
- Prensa Hidráulica Automática Calefactada Dividida de 30T 40T con Placas Calefactadas para Prensa Caliente de Laboratorio
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Calentado
La gente también pregunta
- ¿Por qué se utiliza una prensa hidráulica caliente para el prensado en caliente de cintas verdes NASICON? Optimice la densidad de su electrolito sólido
- ¿Cuál es la función principal de una prensa hidráulica calentada de laboratorio en el CSP? Revolucionar el Sinterizado de Cerámica a Baja Temperatura
- ¿Por qué es necesaria una prensa hidráulica de laboratorio calentada para laminados compuestos? Lograr una integridad estructural sin vacíos
- ¿Qué condiciones técnicas proporciona una prensa hidráulica calentada para las baterías de PEO? Optimizar las interfaces de estado sólido
- ¿Cómo se utiliza una prensa hidráulica calentada para baterías de Li-LLZO? Optimice la unión interfacial con presión térmica


















