En esencia, la principal diferencia es la temperatura. El Prensado Isostático en Frío (CIP) utiliza una presión de fluido extrema y uniforme a temperatura ambiente para compactar polvos en una forma sólida preliminar llamada "compacto en verde". En contraste, el Prensado Isostático en Caliente (HIP) utiliza tanto alta temperatura como alta presión de gas para eliminar la porosidad interna y densificar completamente una pieza, mejorando drásticamente su resistencia y durabilidad.
La distinción crucial es su papel en la fabricación. El CIP es un proceso de conformado utilizado para crear una forma inicial a partir de polvo, mientras que el HIP es un proceso de densificación utilizado para perfeccionar las propiedades finales del material de un componente.

El Principio Fundamental: Presión Isostática
Qué significa "Isostático"
Ambos procesos se basan en el principio de la presión isostática. Esto simplemente significa aplicar presión uniformemente desde todas las direcciones simultáneamente.
Imagine un objeto sumergido en las profundidades del océano. El agua ejerce una presión igual en cada punto de su superficie. Este es el mismo principio utilizado en CIP y HIP para asegurar una compactación y densificación uniformes sin distorsionar la forma de la pieza.
Desglose del Prensado Isostático en Frío (CIP)
El Objetivo: Formar un "Compacto en Verde"
El propósito del CIP es tomar un polvo suelto y compactarlo en un objeto sólido y manejable. Esta pieza resultante se conoce como compacto en verde; tiene forma y cierta resistencia, pero aún es porosa y requiere un proceso de calentamiento posterior (sinterización) para convertirse en un producto terminado.
El Proceso Paso a Paso
- Moldeado: Un material en polvo, a menudo metal o cerámica, se coloca dentro de un molde flexible y sellado hecho de caucho o uretano.
- Presurización: Este conjunto de molde se sumerge en un fluido, típicamente agua, dentro de una cámara de alta presión.
- Compactación: Se aplica una presión hidráulica extrema (de 400 a 1.000 MPa) al fluido, que a su vez comprime el molde uniformemente por todos los lados, compactando el polvo en su interior.
- Expulsión: Se libera la presión y el compacto en verde, ahora sólido, se retira del molde, listo para la siguiente etapa de fabricación, como la sinterización.
Desglose del Prensado Isostático en Caliente (HIP)
El Objetivo: Lograr la Densidad Completa
El propósito del HIP es tomar una pieza ya sólida y eliminar cualquier vacío interno o porosidad. Este proceso cura los defectos internos en las piezas fundidas, fortalece las piezas metálicas impresas en 3D o densifica completamente las piezas previamente formadas por CIP y sinterización.
El Proceso Paso a Paso
- Carga: Uno o más componentes se cargan en un horno, que luego se sella dentro de un recipiente de alta presión.
- Preparación: Los ciclos de purga y vacío eliminan el aire, la humedad y otros contaminantes del recipiente para asegurar un ambiente puro.
- Calentamiento y Presurización: El recipiente se llena con un gas inerte de alta pureza, generalmente Argón, y la temperatura y la presión se elevan simultáneamente.
- Mantenimiento: La pieza se mantiene a una temperatura y presión altas específicas durante un período prolongado, a menudo de 8 a 12 horas. La combinación de calor (que ablanda el material) y presión isostática colapsa todos los poros internos.
- Enfriamiento: El recipiente se enfría, a veces rápidamente en un proceso que actúa como temple. El gas se libera, a menudo para ser limpiado y reciclado, y las piezas completamente densificadas se retiran.
Entendiendo las Diferencias Clave
Propósito: Conformado vs. Densificación
Esta es la distinción más crítica. El CIP crea la forma. El HIP perfecciona el material. Una pieza podría someterse a CIP para ser conformada y luego, después de la sinterización, someterse a HIP para alcanzar su máximo rendimiento potencial.
Estado del Material: Polvo vs. Sólido
El CIP casi exclusivamente comienza con polvo como material de entrada. El HIP, por otro lado, se utiliza en piezas sólidas que pueden haber sido fundidas, forjadas, impresas en 3D o creadas mediante metalurgia de polvos.
Condiciones del Proceso: Fluido Frío vs. Gas Caliente
El CIP es un proceso en frío que utiliza un medio líquido (agua) para transmitir la presión. El HIP es un proceso térmico de alta temperatura que utiliza un gas inerte (Argón) para aplicar presión.
Propiedades Finales
El CIP produce un compacto en verde que es poroso y tiene una resistencia moderada. Es un paso intermedio. El HIP produce un componente final que está completamente denso, libre de defectos internos y posee propiedades mecánicas superiores como resistencia y durabilidad.
Tomando la Decisión Correcta para su Objetivo
- Si su enfoque principal es crear una forma inicial compleja a partir de polvo: El CIP es el paso de conformado correcto para producir un compacto en verde antes de la sinterización.
- Si su enfoque principal es eliminar la porosidad y maximizar la resistencia de un componente crítico: El HIP es el paso esencial de densificación final o casi final.
- Si su enfoque principal es lograr el mayor rendimiento posible de un material en polvo: A menudo utilizará ambos procesos secuencialmente: CIP para conformar, seguido de sinterización y luego HIP para lograr la densidad completa.
En última instancia, elegir el proceso correcto depende completamente de la etapa del recorrido de fabricación en la que se encuentre su material.
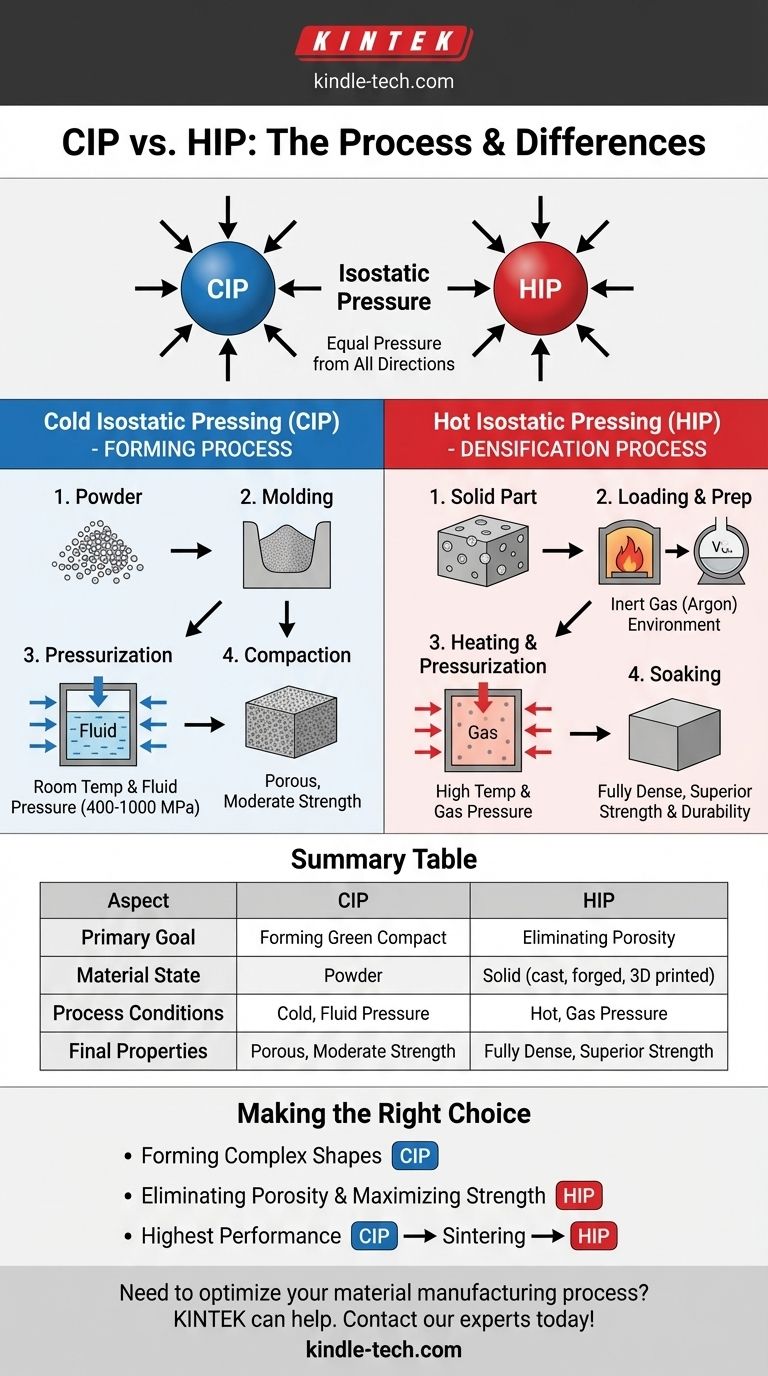
Tabla Resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Objetivo Principal | Formar un "compacto en verde" a partir de polvo | Eliminar la porosidad en piezas sólidas |
| Estado del Material | Polvo | Sólido (fundido, forjado, impreso en 3D) |
| Condiciones del Proceso | Temperatura ambiente, presión de fluido (400-1000 MPa) | Alta temperatura, presión de gas inerte (Argón) |
| Propiedades Finales | Poroso, resistencia moderada (requiere sinterización) | Completamente denso, resistencia y durabilidad superiores |
¿Necesita optimizar su proceso de fabricación de materiales? Ya sea que esté formando formas complejas a partir de polvo con CIP o logrando la máxima densidad y resistencia con HIP, la experiencia de KINTEK en equipos de laboratorio y consumibles puede ayudarle a seleccionar la tecnología adecuada para las necesidades específicas de su laboratorio. Contacte a nuestros expertos hoy mismo para discutir cómo nuestras soluciones pueden mejorar el rendimiento de sus materiales y la eficiencia de su producción.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cuál es el principio del prensado isostático en caliente? Lograr una densidad del 100% y un rendimiento superior
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería

















