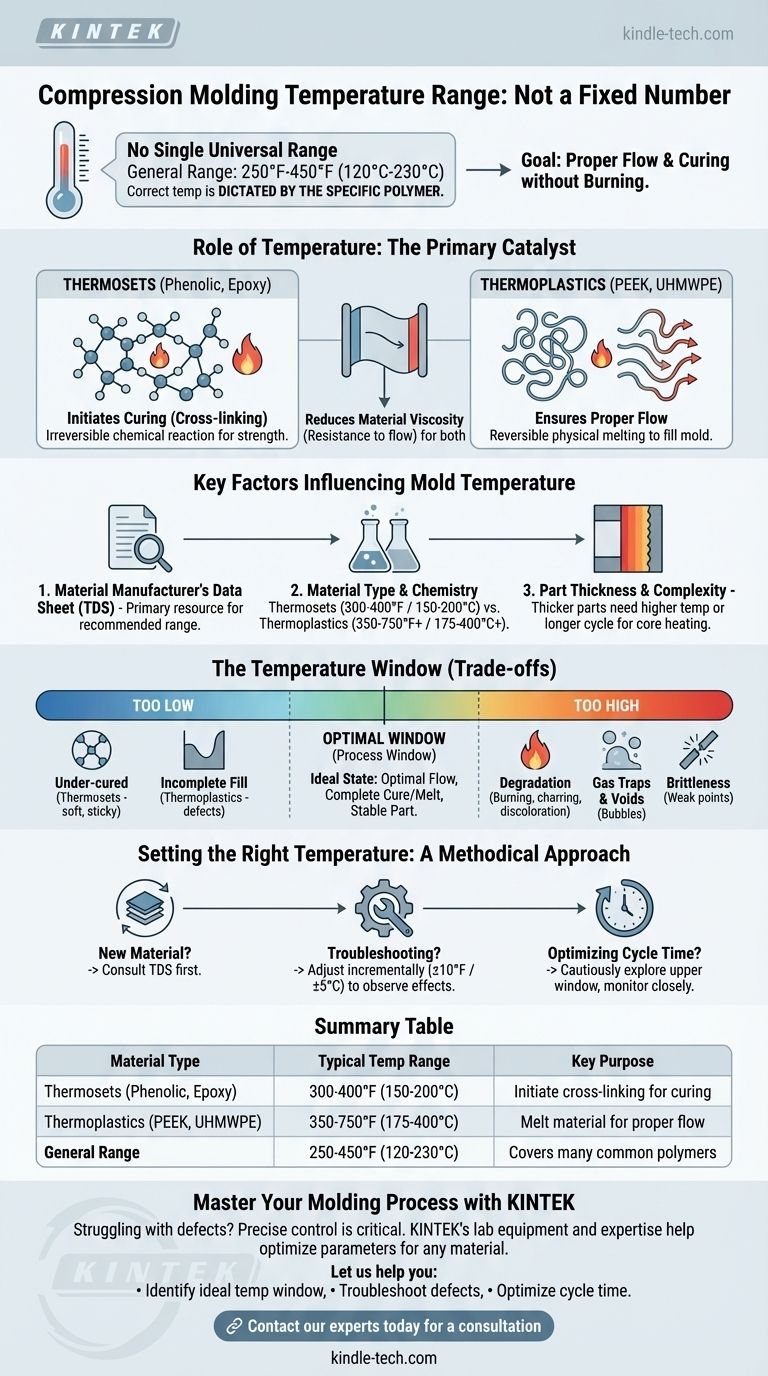
En el moldeo por compresión, no existe un rango de temperatura universal único. Si bien un rango general de 250°F a 450°F (120°C a 230°C) cubre muchos materiales comunes, la temperatura correcta está dictada completamente por el polímero específico que se esté utilizando. El objetivo principal es calentar el material lo suficiente para lograr un flujo y curado adecuados sin que se queme o degrade.
La temperatura correcta para el moldeo por compresión no es un ajuste fijo, sino una variable crítica del proceso. Se determina por las propiedades químicas del material, con el objetivo de lograr un flujo óptimo y una reticulación completa (para termoestables) o fusión (para termoplásticos) sin causar daño térmico.

El papel de la temperatura en el proceso de moldeo
La temperatura es el catalizador principal en el moldeo por compresión. No solo ablanda el material; inicia los cambios químicos y físicos fundamentales necesarios para formar una pieza estable.
Inicio del proceso de curado (termoestables)
Para los materiales termoestables como los fenólicos, las siliconas y los epoxis, el calor desencadena una reacción química irreversible llamada reticulación. Esta reacción forma fuertes enlaces moleculares, convirtiendo la materia prima de un estado maleable a una pieza final dura, sólida y resistente al calor. La temperatura debe ser lo suficientemente alta para iniciar y completar esta reacción en un plazo práctico.
Garantizar un flujo adecuado (termoplásticos)
Para los materiales termoplásticos como PEEK o UHMWPE, el calor cumple un propósito diferente. Eleva la temperatura del material por encima de su punto de fusión, lo que le permite ablandarse y fluir bajo presión para llenar cada detalle de la cavidad del molde. A diferencia de los termoestables, este cambio es físico y reversible.
Reducción de la viscosidad del material
En ambos casos, el calor reduce la viscosidad (resistencia al flujo) del polímero. Lograr la viscosidad correcta es fundamental. Si la viscosidad es demasiado alta, el material no llenará el molde por completo, lo que provocará defectos. Si es demasiado baja, puede provocar otros problemas como rebabas.
Factores clave que influyen en la temperatura del molde
Determinar la temperatura precisa requiere consultar varios factores clave. El material en sí es la variable más importante.
Hoja de datos del fabricante del material
Este es su recurso más importante. La Hoja de Datos Técnicos (TDS) proporcionada por el fabricante del material especificará el rango de temperatura de moldeo recomendado. Siempre comience aquí, ya que este rango se basa en extensas pruebas de laboratorio para esa formulación de polímero específica.
Tipo de material: Termoestable vs. Termoplástico
La familia química del polímero es el determinante principal.
- Los termoestables (por ejemplo, fenólicos, epoxi, caucho de silicona) suelen curar en un rango de 300°F a 400°F (150°C a 200°C).
- Los termoplásticos (por ejemplo, PEEK, UHMWPE) requieren temperaturas más altas para fundirse completamente, a menudo en el rango de 350°F a 750°F (175°C a 400°C) o más, dependiendo del polímero específico.
Espesor y complejidad de la pieza
Las piezas más gruesas requieren más energía para calentar el núcleo del material a la temperatura objetivo. Para secciones gruesas, es posible que deba usar una temperatura de molde ligeramente más alta o un tiempo de ciclo (permanencia) significativamente más largo para asegurar que la pieza esté completamente curada o fundida por completo.
Comprender las compensaciones: la ventana de temperatura
La temperatura ideal rara vez es un número único, sino una "ventana de proceso". Operar fuera de esta ventana conducirá a fallas predecibles.
¿Qué sucede cuando la temperatura es demasiado baja?
Una temperatura de moldeo insuficiente impide que el material alcance su estado ideal.
- Para termoestables: Esto da como resultado una pieza subcurada. La pieza puede sentirse blanda, pegajosa o quebradiza y carecerá de su resistencia, resistencia química y estabilidad térmica previstas.
- Para termoplásticos: El material será demasiado viscoso, lo que provocará un llenado incompleto (disparos cortos), un acabado superficial deficiente y puntos débiles donde los frentes del material no se fusionaron correctamente.
¿Qué sucede cuando la temperatura es demasiado alta?
El calor excesivo es tan dañino como el calor insuficiente.
- Degradación del material: Todos los polímeros tienen una temperatura a la que comienzan a descomponerse químicamente. Esto puede aparecer como quemaduras, carbonización o decoloración.
- Burbujas de gas y huecos: El sobrecalentamiento puede hacer que el material desprenda gases en exceso, creando burbujas y huecos que debilitan la pieza.
- Fragilidad: Incluso si no está visiblemente quemado, el sobrecalentamiento puede dañar las cadenas de polímeros, lo que resulta en una pieza quebradiza que falla bajo tensión.
Configuración de la temperatura correcta para su proyecto
Para determinar la temperatura óptima, su enfoque debe ser metódico y basado en las especificaciones del material.
- Si su enfoque principal es procesar un nuevo material: Siempre comience consultando la hoja de datos técnicos del fabricante para conocer el rango de temperatura recomendado.
- Si su enfoque principal es solucionar problemas de calidad: Ajuste sistemáticamente la temperatura en pequeños incrementos (por ejemplo, ±10°F o ±5°C) dentro de la ventana recomendada para observar el efecto sobre los defectos.
- Si su enfoque principal es optimizar el tiempo de ciclo: Después de encontrar un proceso estable, puede explorar con cautela el extremo superior de la ventana de temperatura del material para reducir potencialmente el tiempo de curado, pero supervise de cerca cualquier signo de degradación.
En última instancia, dominar el control de la temperatura consiste en comprender el comportamiento de su material específico, no en encontrar un número universal único.
Tabla resumen:
| Tipo de material | Rango de temperatura típico | Propósito clave |
|---|---|---|
| Termoestables (fenólico, epoxi) | 300°F - 400°F (150°C - 200°C) | Iniciar la reticulación para el curado |
| Termoplásticos (PEEK, UHMWPE) | 350°F - 750°F (175°C - 400°C) | Fundir el material para un flujo adecuado |
| Rango general | 250°F - 450°F (120°C - 230°C) | Cubre muchos polímeros comunes |
Domine su proceso de moldeo con KINTEK
¿Tiene problemas con termoestables subcurados o llenados incompletos con termoplásticos? El control preciso de la temperatura de su proceso de moldeo por compresión es fundamental para la calidad de las piezas y la eficiencia de la producción.
En KINTEK, nos especializamos en equipos y consumibles de laboratorio que le ayudan a lograr resultados perfectos. Nuestra experiencia apoya a los laboratorios en la optimización de sus parámetros de moldeo para cualquier material, desde polímeros comunes hasta plásticos de ingeniería de alto rendimiento.
Permítanos ayudarle a:
- Identificar la ventana de temperatura ideal para su material específico
- Solucionar defectos comunes como quemaduras, disparos cortos o fragilidad
- Optimizar su tiempo de ciclo sin comprometer la integridad de la pieza
Contacte hoy mismo a nuestros expertos para una consulta personalizada y descubra cómo las soluciones de KINTEK pueden mejorar las capacidades de su laboratorio y garantizar resultados impecables en el moldeo por compresión.
Guía Visual
Productos relacionados
- Molde de Prensa de Bolas para Laboratorio
- Molde de Prensado Bidireccional Redondo para Laboratorio
- Molde de prensa de pastillas de polvo de laboratorio de anillo de plástico XRF & KBR para FTIR
- Molde de Prensado Antirrotura para Uso en Laboratorio
- Molde de prensa de pastillas de polvo de laboratorio de anillo de acero XRF y KBR para FTIR
La gente también pregunta
- ¿Qué es el método del molde a presión? Una guía para formas cerámicas consistentes y detalladas
- ¿Cuáles son las ventajas de usar una prensa hidráulica de laboratorio para el prensado en caliente? Lograr la densidad máxima de nanocompuestos
- ¿Cuáles son las funciones de la presión hidráulica en la unión por difusión? Integración de materiales compuestos de alta calidad
- ¿Qué papel juega una prensa hidráulica de laboratorio en caliente en las placas compuestas a base de cáscara de arroz? Lograr densidad estructural
- ¿Por qué se requieren moldes de presión con paredes interiores de resina no conductora para las pruebas de baterías? Garantizar la precisión de los datos

















