
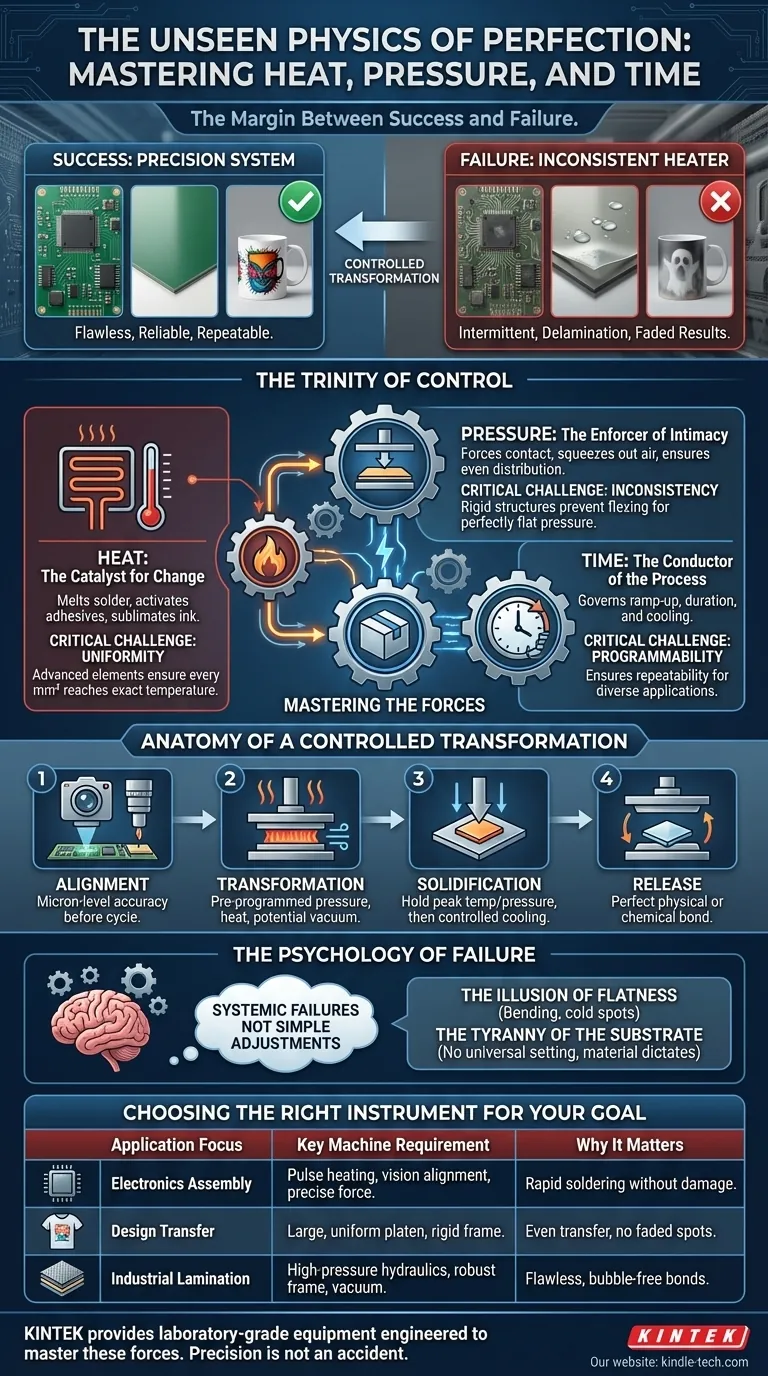
El Margen Entre el Éxito y el Fracaso
Un panel laminado prístino, libre de burbujas. Una placa de circuito donde cada unión de soldadura es impecable. Una taza de cerámica con un diseño tan nítido que parece impreso en el propio material.
Estos resultados parecen ser la norma. El resultado esperado.
Pero en un taller cercano, otro panel se está delaminando en los bordes. Otra placa de circuito sufre fallos intermitentes debido a una única conexión débil. Otra taza muestra una imagen descolorida y fantasmal.
La diferencia entre estos dos mundos no es la suerte. Es el dominio de una transformación física controlada. Es la diferencia entre un simple calentador y un sistema de precisión.
Este sistema es la prensa en caliente, y su trabajo es gestionar la delicada física del cambio.
La Trinidad del Control
Una prensa en caliente no es solo una abrazadera que se calienta. Es un instrumento diseñado para orquestar la transformación de un material gobernando con precisión tres fuerzas fundamentales: calor, presión y tiempo. La elegancia de la máquina radica en cómo las sincroniza.
Calor: El Catalizador del Cambio
El calor proporciona la energía para alterar el estado de un material. Derrite la soldadura, activa los adhesivos térmicos o convierte la tinta sólida en gas para la sublimación.
Pero simplemente aplicar calor no es suficiente. El desafío crítico es la uniformidad.
Una prensa barata puede tener puntos calientes, haciendo que un área se queme mientras otra permanece infraactivada. Los sistemas de alto rendimiento utilizan elementos calefactores avanzados y punzones hechos de materiales como aleaciones de titanio para garantizar que cada milímetro cuadrado de la superficie alcance la misma temperatura exacta. Esto no es un lujo; es un requisito innegociable para una unión fiable o una transferencia perfecta.
Presión: La Ejecutora de la Intimidad
La presión fuerza a los materiales a un contacto íntimo. Exprime el aire y la humedad, asegura que una fina capa adhesiva se extienda uniformemente y presiona el papel de transferencia contra un sustrato con una fuerza inflexible.
Al igual que el calor, el enemigo es la inconsistencia.
Si el marco de una prensa se flexiona incluso ligeramente bajo carga, se aplicará más presión al centro que a los bordes. Es por eso que las robustas prensas industriales a menudo se construyen con masivas estructuras de "cuatro columnas y tres placas". Están diseñadas para resistir las inmensas fuerzas que generan, asegurando que la presión se distribuya como un plano perfectamente plano y uniforme.
Tiempo: El Director del Proceso
El tiempo rige toda la secuencia. Dicta la velocidad de rampa del calor, la duración de la retención de la temperatura máxima y la fase de enfriamiento controlada.
Esta programabilidad es lo que hace que una sola máquina sea tan versátil. Un ciclo rápido y de alta temperatura puede ser perfecto para una camiseta de poliéster, mientras que una rampa compleja y multietapa con un largo período de curado es necesaria para unir composites aeroespaciales.
El tiempo es la receta que asegura que el proceso no solo sea exitoso, sino repetible.
Anatomía de una Transformación Controlada
Aunque las aplicaciones varían, el proceso central se desarrolla como una secuencia meticulosamente controlada.
1. Alineación: El Momento de Precisión
Se carga la pieza de trabajo. Para productos de consumo, esto puede ser manual. Para electrónica de alto riesgo, un sistema de visión CCD asegura que los componentes estén alineados con precisión a nivel de micras antes de que comience el ciclo.
2. Transformación: La Aplicación de Fuerza
La prensa se cierra, aplicando la presión preprogramada. Simultáneamente, los elementos calefactores se activan. En aplicaciones avanzadas como la laminación, la máquina puede primero aplicar vacío para eliminar cualquier aire atrapado, la principal causa de burbujas e imperfecciones.
3. Solidificación: La Forma Final
La máquina mantiene la temperatura y presión máximas durante un tiempo determinado. Aquí es donde ocurre la magia: la soldadura fluye, los adhesivos curan o la tinta se transfiere. Luego, el sistema comienza a enfriarse, a menudo manteniendo la presión, para fijar la nueva estructura en su lugar.
4. Liberación: El Descubrimiento
Una vez enfriada a una temperatura segura, se libera la presión, se abre la prensa y se retira la pieza terminada. El resultado es una unión física o química perfecta.
La Psicología del Fracaso
Tendemos a pensar en términos simples de causa y efecto. "La impresión está descolorida, así que necesito más calor". "La unión es débil, así que necesito más presión".
Pero los fallos más comunes son sistémicos, arraigados en suposiciones erróneas sobre la uniformidad.
- La Ilusión de la Planitud: Vemos una placa como una superficie plana, pero bajo toneladas de fuerza, tiende a doblarse. Suponemos que el calor se distribuye uniformemente, pero la termodinámica crea puntos fríos en los bordes.
- La Tiranía del Sustrato: No existe una configuración universal. La combinación ideal de calor, presión y tiempo está dictada enteramente por el propio material. Usar la configuración para una tela delgada en una baldosa cerámica gruesa siempre conducirá al fracaso. La máquina solo es tan buena como la comprensión del operador de las propiedades del material.
El éxito requiere ir más allá de los ajustes simples y pensar en todo el sistema.
Eligiendo el Instrumento Adecuado para su Objetivo
Para lograr resultados consistentes, debe igualar las capacidades de la máquina con su aplicación específica. Los requisitos son fundamentalmente diferentes.
| Enfoque de la Aplicación | Requisito Clave de la Máquina | Por Qué Importa |
|---|---|---|
| Ensamblaje de Electrónica | Calentamiento por pulsos, alineación por visión, control preciso de la fuerza. | Para soldadura rápida y dirigida sin dañar componentes sensibles. |
| Transferencia de Diseño | Placa grande y calentada uniformemente, marco rígido. | Asegura que todo el diseño se transfiera de manera uniforme sin puntos descoloridos o borrosos. |
| Laminación Industrial | Hidráulica de alta presión, marco robusto, capacidad de vacío. | Crea uniones impecables y sin burbujas al eliminar todo el aire y asegurar el contacto. |
Comprender estas distinciones es el primer paso para construir un proceso fiable.
En KINTEK, proporcionamos equipos de grado de laboratorio diseñados para dominar estas fuerzas. Nuestras máquinas de prensado en caliente están diseñadas para profesionales que entienden que la precisión no es un accidente. Ofrecen el calentamiento uniforme, la presión constante y el control programable necesarios para pasar de resultados impredecibles a una perfección repetible.
Ya sea que esté soldando electrónica delicada o formando materiales avanzados, tenemos un instrumento que se adapta a su ambición. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Prensa Hidráulica Automática Calefactada Dividida de 30T 40T con Placas Calefactadas para Prensa Caliente de Laboratorio
- Máquina de Prensa Hidráulica Calefactora Automática con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Hidráulica Calefactada de 24T 30T 60T con Placas Calefactoras para Prensa en Caliente de Laboratorio
Artículos relacionados
- Cómo elegir una prensa caliente de laboratorio
- Guía completa de máquinas de prensado en caliente y suministros esenciales
- Guía completa de máquinas de prensado en caliente
- Pasos y precauciones de funcionamiento de la prensa térmica
- Guía completa de prensa hidráulica en caliente: función, características y aplicaciones


















