Determinar la temperatura correcta de soldadura fuerte es una cuestión de observación, no de adivinación. El indicador visual más confiable es el fundente de soldadura fuerte. Cuando el fundente aplicado a su pieza de trabajo deja de burbujear y se vuelve completamente claro y líquido, como el agua, el metal base ha alcanzado la temperatura adecuada para aceptar el metal de aporte.
El principio fundamental de la soldadura fuerte es calentar los metales base, no la varilla de aporte. La junta en sí debe estar lo suficientemente caliente como para derretir el metal de aporte al contacto, permitiendo que la acción capilar lo atraiga para una unión fuerte. Su fundente es el termómetro más preciso que tiene.

El Principio Fundamental: Deje que el Metal Base Haga el Trabajo
La soldadura fuerte crea una unión metalúrgica potente, pero solo cuando la temperatura y el proceso de calentamiento se gestionan correctamente. Comprender el "por qué" detrás del proceso es fundamental.
Por Qué la Temperatura lo es Todo
Una soldadura fuerte exitosa depende de la acción capilar, la fuerza que atrae el metal de aporte fundido hacia el espacio reducido entre sus piezas de trabajo. Esto solo puede ocurrir cuando las superficies de los metales base están más calientes que el punto de fusión de su aporte.
Si el metal base está demasiado frío, la varilla de aporte simplemente se derretirá por el calor del soplete, se formará una gota y no fluirá hacia la junta. Esto da como resultado una unión débil sin penetración.
El Papel del Soplete
El propósito del soplete es calentar los metales base de manera uniforme y completa. Nunca debe dirigir la llama directamente a la varilla de aporte para derretirla.
Piense en el metal base como la sartén y en el metal de aporte como la mantequilla. Usted calienta la sartén, y la sartén derrite la mantequilla uniformemente sobre su superficie. Nunca apuntaría un soplete a una barra de mantequilla para intentar cubrir una sartén fría.
Lectura de las Pistas Visuales: Fundente y Color
Sus ojos son las mejores herramientas para medir la temperatura. Debe aprender a leer los dos indicadores principales: el estado del fundente y el color del metal calentado.
Su Indicador Principal: Comportamiento del Fundente de Soldadura Fuerte
El fundente es su guía más confiable. Pasa por varias etapas visuales distintas a medida que se calienta, proporcionando una hoja de ruta clara hacia la temperatura correcta de soldadura fuerte.
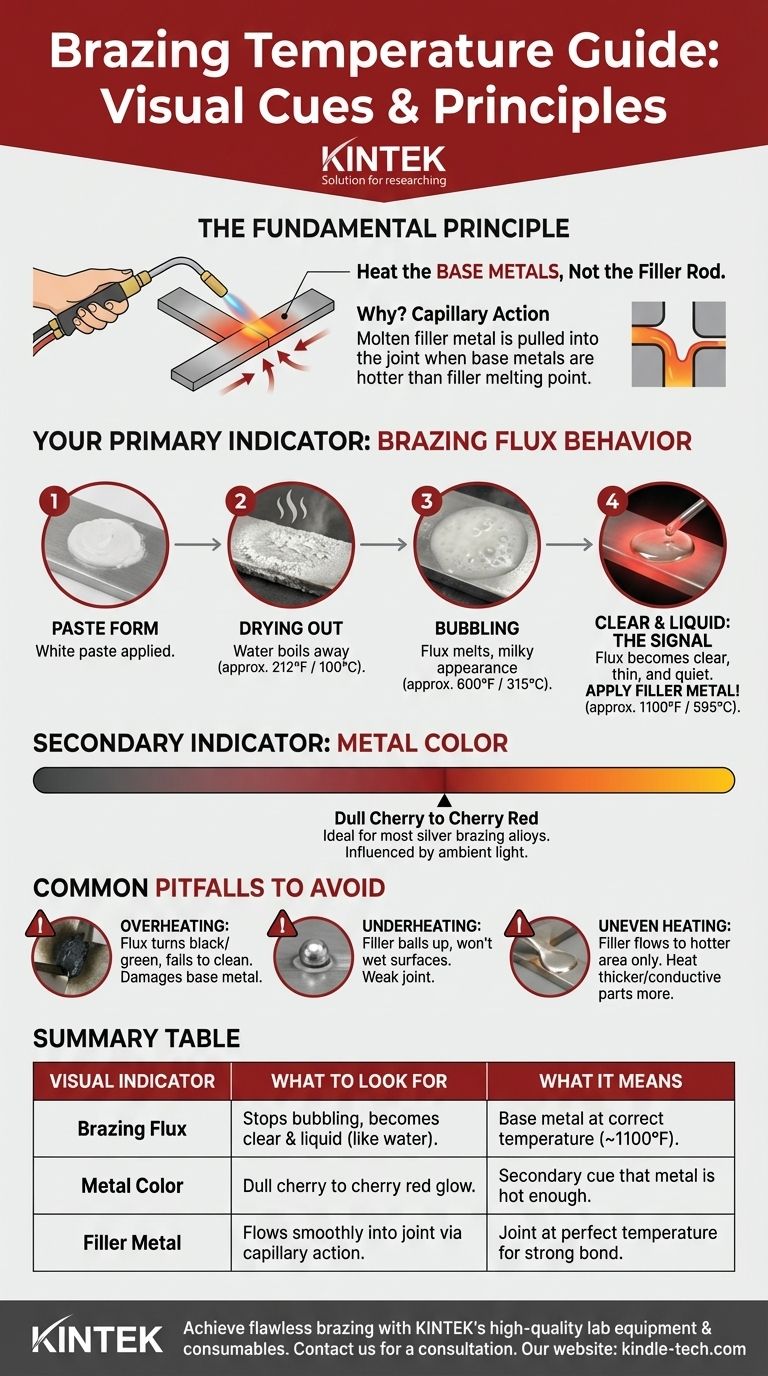
- Forma de Pasta: El fundente se aplica como una pasta blanca.
- Secado: A medida que se aplica calor, el agua del fundente se evapora (alrededor de 212°F / 100°C), dejando un recubrimiento blanco, seco y crujiente.
- Burbujeo: A medida que la temperatura aumenta aún más (alrededor de 600°F / 315°C), el fundente comenzará a burbujear y derretirse, adquiriendo un aspecto lechoso.
- Claro y Líquido: Finalmente, a medida que el metal se acerca a la temperatura de soldadura fuerte (alrededor de 1100°F / 595°C), el fundente se volverá completamente claro, fino y quieto. Se verá como una capa de agua sobre el metal. Esta es la señal para aplicar el metal de aporte.
Su Indicador Secundario: El Color del Metal
El color visible del metal calentado también es un indicador útil, aunque menos preciso. Su apariencia puede verse influenciada por la luz ambiental en su espacio de trabajo.
Para las aleaciones de soldadura fuerte con plata más comunes, usted busca un brillo de color rojo cereza opaco a rojo cereza en el metal. Si el metal es naranja brillante o amarillo, es probable que haya superado la temperatura necesaria.
Errores Comunes a Evitar
Alcanzar la temperatura correcta es un acto de equilibrio. Tanto el sobrecalentamiento como el subcalentamiento comprometerán la integridad de su unión.
El Peligro del Sobrecalentamiento
Aplicar demasiado calor es un error común que puede arruinar su trabajo.
El sobrecalentamiento destruye el fundente, haciendo que se vuelva negro o verde. En este punto, pierde su capacidad de limpiar el metal y protegerlo de la oxidación, lo que impide que el aporte fluya. También puede dañar los metales base en sí mismos.
El Problema del Subcalentamiento
Si la junta no está lo suficientemente caliente, el metal de aporte no "mojará" las superficies. Se negará a fluir hacia la junta, formando en su lugar una perla en la superficie donde lo aplica. Esto crea una unión débil que carece de la resistencia de una soldadura fuerte verdadera.
El Error del Calentamiento Desigual
Ambas piezas que se unen deben alcanzar la temperatura objetivo al mismo tiempo. Si una parte está más caliente que la otra, el metal de aporte fluirá exclusivamente hacia el área más caliente, privando al lado más frío de la unión.
Al unir metales de diferentes espesores o tipos (como cobre con acero), concéntrese siempre en aplicar más calor a la pieza más gruesa o con mayor conductividad térmica.
Lista de Verificación Práctica para su Próxima Soldadura Fuerte
Utilice estas pautas para diagnosticar problemas y asegurar un resultado exitoso.
- Si el metal de aporte se agrupa y no fluye: Su metal base no está lo suficientemente caliente. Retire la varilla de aporte, continúe calentando el metal base hasta que el fundente esté completamente claro y líquido, y luego reintroduzca la varilla.
- Si el fundente se vuelve negro antes de aplicar el aporte: Está sobrecalentando la junta. Retire el calor, deje que la junta se enfríe un poco y acérquese a la temperatura objetivo más lentamente y con una llama más suave.
- Si está soldando metales disímiles (p. ej., cobre con acero): Concentre la mayor parte de su calor en el metal con mayor conductividad térmica (cobre en este caso) para asegurar que ambas piezas alcancen la temperatura simultáneamente.
Confíe en el fundente, caliente la pieza y no la varilla, y logrará una soldadura fuerte perfecta.
Tabla Resumen:
| Indicador Visual | Qué Buscar | Qué Significa |
|---|---|---|
| Fundente de Soldadura Fuerte | Deja de burbujear, se vuelve claro y líquido como el agua. | El metal base está a la temperatura correcta de soldadura fuerte (~1100°F / 595°C). |
| Color del Metal | Brillo de rojo cereza opaco a rojo cereza. | Indicador secundario de que el metal está lo suficientemente caliente (para soldadura fuerte con plata). |
| Metal de Aporte | Fluye suavemente hacia la junta mediante acción capilar. | La junta está a la temperatura perfecta para una unión fuerte. |
Logre uniones soldadas con bronce impecables y de alta resistencia cada vez con el equipo y la experiencia adecuados.
KINTEK se especializa en proporcionar equipos de laboratorio y consumibles de alta calidad para todas sus necesidades de procesamiento térmico. Ya sea que trabaje en I+D, fabricación o mantenimiento, nuestros sopletes, hornos y soluciones de control de temperatura para soldadura fuerte están diseñados para ofrecer precisión y confiabilidad.
Permítanos ayudarle a optimizar su proceso de soldadura fuerte para obtener resultados superiores. Contacte a nuestros expertos hoy mismo para una consulta personalizada y descubra cómo KINTEK puede apoyar el éxito de su laboratorio.
Guía Visual