La duración del prensado isostático en caliente (HIP) no es un número fijo. Si bien un ciclo completo puede variar desde unas pocas horas hasta más de 24 horas, el tiempo exacto es muy específico de la aplicación. La duración total es un proceso cuidadosamente diseñado determinado por el material que se trata, el tamaño y la masa de los componentes, y las propiedades metalúrgicas finales deseadas.
El tiempo total de un ciclo de prensado isostático en caliente está dictado menos por el equipo y más por la física del material en sí. Es la suma del tiempo requerido para calentar la pieza, mantenerla en "remojo" a la temperatura y presión máximas para lograr la densificación, y luego enfriarla de manera segura, todo lo cual es altamente variable.

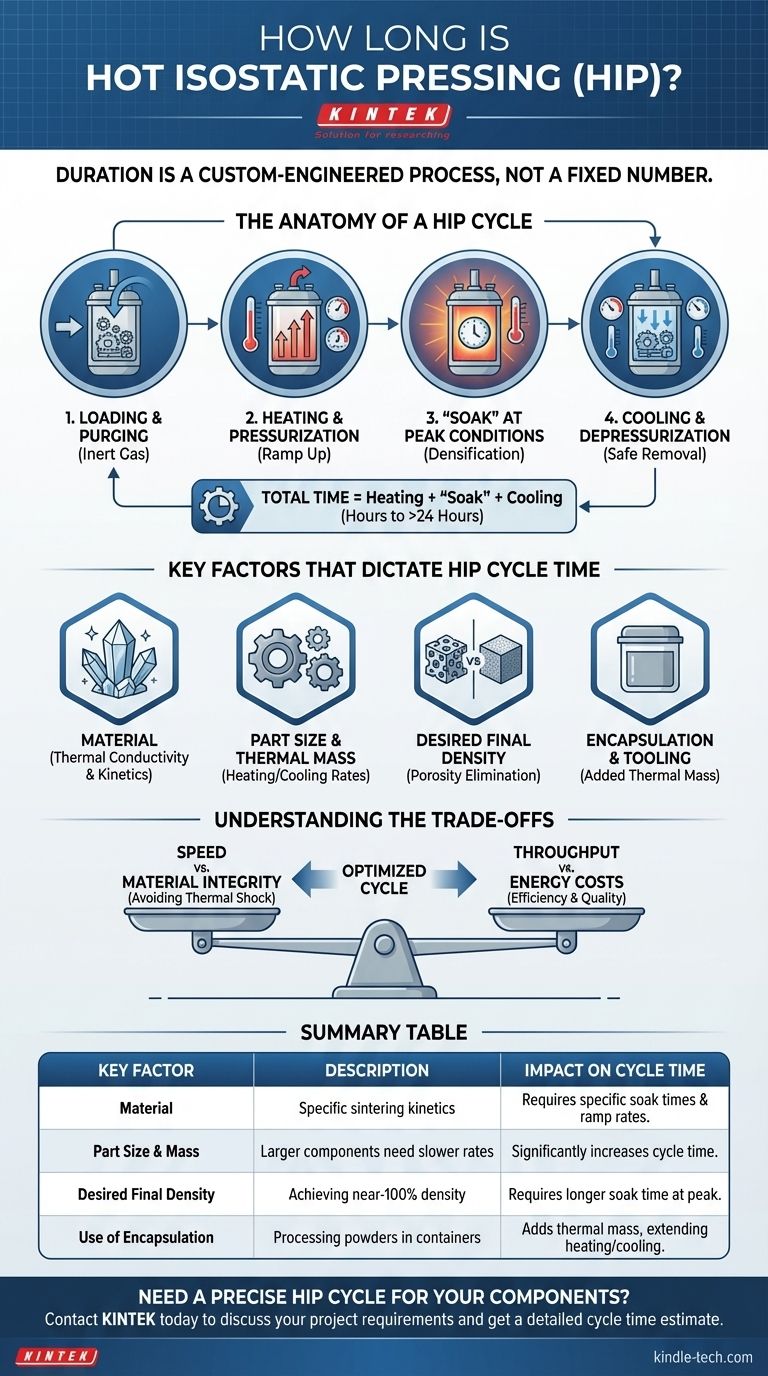
La anatomía de un ciclo HIP
Para comprender la duración, primero debe entender que el proceso es más que simplemente mantener una pieza a alta temperatura y presión. Un ciclo HIP consta de varias fases distintas y que consumen mucho tiempo.
Fase 1: Carga y purga
Antes de que comience cualquier calentamiento, las piezas se cargan en el recipiente de presión cilíndrico. Luego, el recipiente se sella y se elimina el aire ambiente, reemplazándolo con un gas inerte, generalmente argón. Esto asegura que no haya gases reactivos como el oxígeno a altas temperaturas.
Fase 2: Calentamiento y presurización
El horno de calentamiento dentro del recipiente comienza a elevar la temperatura. A medida que aumenta la temperatura, también aumenta la presión del gas argón contenido. Esta fase de aumento debe controlarse cuidadosamente para evitar el choque térmico en los componentes.
Fase 3: El "remojo" a condiciones pico
Este es el núcleo del proceso. Los componentes se mantienen a la temperatura objetivo (de 1000 a 2200 °C) y presión (de 100 a 200 MPa) durante un período específico. Este "tiempo de remojo" permite el cierre de los poros internos y la densificación del material.
Fase 4: Enfriamiento y despresurización
Una vez que se completa el remojo, el horno se apaga y los componentes comienzan a enfriarse. Esta fase es tan crítica como la fase de calentamiento y puede ser muy larga, especialmente para piezas grandes o materiales sensibles. El recipiente se despresuriza lentamente a medida que la temperatura desciende a un nivel seguro para su extracción.
Factores clave que dictan el tiempo del ciclo HIP
La variación significativa en el tiempo del ciclo proviene de algunas variables clave. Comprenderlas es crucial para la planificación y la estimación de costos.
El material que se procesa
Diferentes materiales tienen diferentes conductividades térmicas y cinéticas de sinterización. Una superaleación densa se calentará y enfriará de manera diferente a una cerámica en polvo como el carburo de silicio, que puede estar sellada en un contenedor.
Tamaño y masa térmica de la pieza
Este es a menudo el factor más significativo. Un componente masivo, que puede pesar varias toneladas, requiere una tasa de calentamiento y enfriamiento muy lenta y controlada para garantizar que la temperatura sea uniforme desde la superficie hasta el núcleo. Una carga grande de piezas pequeñas tiene un efecto similar debido a su masa térmica total.
La densidad final deseada
El objetivo del HIP es a menudo lograr el 100% de la densidad teórica eliminando la porosidad interna. El tiempo requerido a la temperatura y presión máximas (el tiempo de remojo) depende de la porosidad inicial y de la velocidad a la que los vacíos internos del material se arrastrarán y cerrarán bajo presión.
Encapsulación y utillaje
Al procesar polvos, el material a menudo se sella en un contenedor de metal o vidrio al vacío. El ciclo HIP debe tener en cuenta el tiempo adicional necesario para calentar este contenedor, que luego transfiere ese calor al polvo en su interior.
Comprender las compensaciones
Optimizar un ciclo HIP implica equilibrar prioridades contrapuestas. No se trata simplemente de hacerlo lo más rápido posible.
Velocidad frente a integridad del material
Apresurar las fases de calentamiento o enfriamiento puede introducir gradientes térmicos masivos dentro de una pieza, lo que provoca grietas u otros defectos. Esto niega por completo el propósito del proceso. La integridad del componente final es primordial.
Rendimiento frente a costos de energía
Los sistemas HIP son extremadamente caros de operar, principalmente debido al alto consumo de energía. Ciclos más largos significan un menor rendimiento del equipo y mayores costos de energía por pieza. Por lo tanto, los ingenieros de procesos trabajan para encontrar el ciclo más corto posible que aún logre los estándares de calidad requeridos.
Tomar la decisión correcta para su objetivo
Su enfoque para determinar el tiempo del ciclo HIP depende de su objetivo específico.
- Si su enfoque principal es el diseño de procesos: Su punto de partida son los datos del material y el modelado térmico, seguido de pruebas empíricas con muestras más pequeñas para validar el tiempo de remojo requerido y las tasas seguras de calentamiento/enfriamiento.
- Si su enfoque principal es la adquisición de servicios HIP: Debe proporcionar a su proveedor la especificación exacta del material, la geometría y el peso del componente, y la densidad final o las propiedades mecánicas deseadas. Utilizarán esto para diseñar el ciclo correcto.
- Si su enfoque principal es la estimación de costos: Recuerde tener en cuenta el ciclo completo: carga, calentamiento, remojo, enfriamiento y descarga, ya que el equipo está ocupado durante toda esta duración, lo que afecta directamente al costo.
En última instancia, el prensado isostático en caliente debe verse como un tratamiento térmico preciso y controlable, donde el tiempo es una variable crítica diseñada para lograr un resultado específico.
Tabla resumen:
| Factor clave | Impacto en el tiempo del ciclo HIP |
|---|---|
| Material | Diferentes cinéticas de sinterización y conductividades térmicas requieren tiempos de remojo y tasas de rampa específicos. |
| Tamaño y masa de la pieza | Los componentes más grandes y pesados necesitan un calentamiento/enfriamiento más lento para evitar el estrés térmico, lo que aumenta significativamente el tiempo del ciclo. |
| Densidad final deseada | Lograr una densidad cercana al 100% a partir de un estado altamente poroso requiere un tiempo de remojo más largo en condiciones pico. |
| Uso de encapsulación | Procesar polvos en un contenedor añade masa térmica, lo que prolonga el tiempo necesario para calentar y enfriar toda la carga. |
¿Necesita un ciclo HIP preciso para sus componentes?
Determinar los parámetros óptimos de prensado isostático en caliente es fundamental para lograr la densificación completa sin comprometer la integridad del material. Los expertos de KINTEK se especializan en diseñar y ejecutar procesos HIP adaptados a sus materiales específicos, desde superaleaciones avanzadas hasta cerámicas técnicas, y geometrías de componentes.
Proporcionamos el equipo de laboratorio y los consumibles necesarios para I+D, validación de procesos y producción. Permítanos ayudarle a diseñar el ciclo perfecto para un rendimiento superior del material.
Contacte con KINTEL hoy mismo para analizar los requisitos de su proyecto y obtener una estimación detallada del tiempo del ciclo.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Moldes de Prensado Isostático para Laboratorio
La gente también pregunta
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Por qué el uso de una prensa isostática para cuerpos verdes de LSGM conduce a una reducción de la temperatura de sinterización? Aumento de la densidad

















