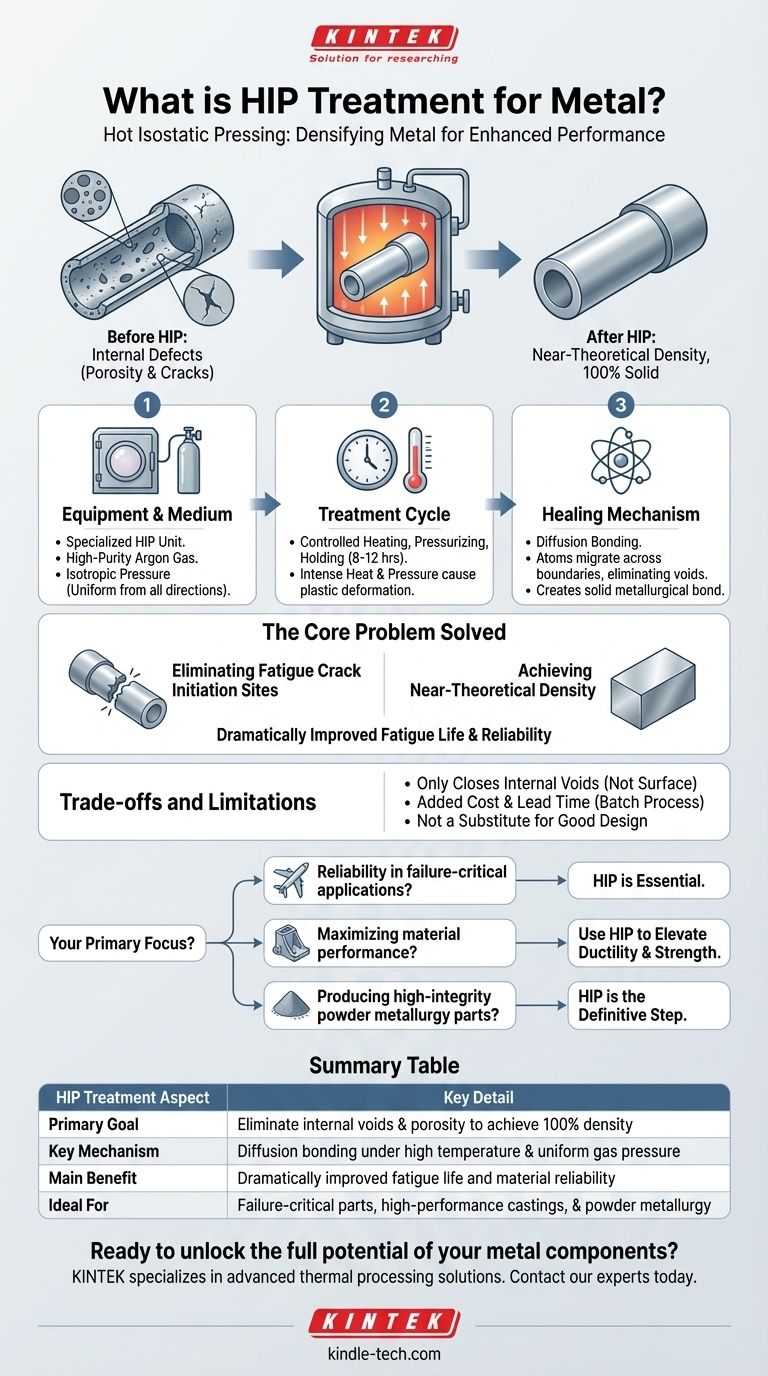
En esencia, el Prensado Isostático en Caliente (HIP) es un proceso de tratamiento de materiales que somete un componente a temperatura elevada y alta presión de gas uniforme. Esta combinación se aplica durante un tiempo específico para colapsar y unir por difusión los vacíos internos, grietas o porosidad dentro de una pieza metálica. El resultado es un material más denso, más fuerte y más fiable con propiedades que pueden rivalizar con las de las aleaciones forjadas.
El propósito fundamental del HIP es sanar los defectos internos. Al aplicar presión uniforme (isostática) a altas temperaturas, elimina físicamente la microporosidad, convirtiendo un componente potencialmente defectuoso en una pieza de alto rendimiento y densidad total con una vida a fatiga drásticamente mejorada.

Cómo funciona el proceso HIP
El proceso HIP es metódico y tiene lugar dentro de un equipo especializado que combina un horno de alta temperatura con un recipiente de contención de alta presión.
### El equipo y el medio
Las piezas se cargan en la cámara de la unidad HIP. Luego, esta cámara se sella, se calienta y se llena con un gas inerte de alta pureza, comúnmente argón.
Este gas actúa como medio de presión, asegurando que la presión se aplique isotrópicamente, es decir, uniformemente desde todas las direcciones.
### El ciclo de tratamiento
El ciclo implica tres fases principales: presurización y calentamiento, mantenimiento (o "soaking"), y enfriamiento. La temperatura, la presión y la duración se controlan con precisión en función de la aleación específica y el resultado deseado.
Un ciclo HIP típico puede durar de 8 a 12 horas. El calor intenso ablanda el material, permitiendo que la alta presión del gas provoque deformación plástica y fluencia, lo que obliga a las superficies internas de cualquier vacío a juntarse.
### El mecanismo de curación: Unión por difusión
Una vez que las superficies de los vacíos están en contacto íntimo, se produce la unión por difusión. A nivel atómico, los átomos migran a través del límite, eliminando efectivamente el vacío anterior y creando una unión metalúrgica sólida y homogénea.
Esto elimina por completo defectos como la porosidad por contracción de las piezas fundidas o los vacíos entre las partículas de polvo en la metalurgia de polvos.
El problema central que resuelve el HIP: Defectos internos
Muchos procesos de fabricación, especialmente la fundición de metales y la metalurgia de polvos, pueden dejar vacíos internos microscópicos. Estos defectos son la principal causa de fallos prematuros de los componentes.
### Eliminación de sitios de iniciación de grietas por fatiga
La microporosidad y las grietas internas actúan como concentradores de tensión. Cuando una pieza está sometida a carga cíclica, estos diminutos defectos se convierten en los sitios de iniciación de grietas por fatiga, que pueden crecer y provocar un fallo catastrófico.
Al eliminar estos vacíos internos, el HIP elimina la causa raíz de muchos fallos por fatiga.
### Lograr una densidad teórica cercana
El objetivo final del HIP es producir un componente con el 100% de su densidad máxima teórica. Esta densificación es lo que impulsa la mejora significativa en las propiedades mecánicas del material.
### Mejora de la consistencia del producto
La presencia y el tamaño de los defectos internos pueden variar significativamente de una pieza a otra, lo que conduce a un rendimiento inconsistente. El HIP elimina esta variable, dando como resultado piezas con mucha menos variación en sus propiedades mecánicas y una vida útil predecible.
Comprensión de las compensaciones y limitaciones
Aunque es potente, el HIP no es una solución universal. Es una herramienta específica para resolver un problema específico.
### Solo se cierran los vacíos internos
El requisito fundamental para que el HIP funcione es que la presión no pueda escapar. Por lo tanto, el proceso solo puede cerrar los vacíos que no están conectados a la superficie de la pieza. No es un tratamiento superficial.
### Costo adicional y tiempo de entrega
El HIP es un proceso por lotes que se realiza en equipos especializados, lo que añade coste y tiempo al ciclo de fabricación. Esta inversión debe justificarse por la necesidad de una mayor fiabilidad o rendimiento.
### No sustituye a un buen diseño
El HIP mejora las propiedades de una pieza bien diseñada; no puede arreglar un diseño fundamentalmente defectuoso. Mejora la integridad del material, pero no cambia su forma o geometría.
Tomar la decisión correcta para su objetivo
Especificar el tratamiento HIP es una decisión estratégica basada en los requisitos de rendimiento y fiabilidad del componente final.
- Si su enfoque principal es la fiabilidad en aplicaciones críticas para la seguridad: El HIP es esencial para eliminar los defectos internos que podrían provocar fallos por fatiga en componentes como piezas de motores aeroespaciales o implantes médicos.
- Si su enfoque principal es maximizar el rendimiento del material: Utilice el HIP para elevar la ductilidad y la resistencia a la fatiga de una pieza fundida a un nivel comparable al de una pieza forjada o laminada más cara.
- Si su enfoque principal es producir piezas de metalurgia de polvos de alta integridad: El HIP es el paso definitivo para transformar el polvo metálico compactado en un componente sólido de alto rendimiento y densidad total.
En última instancia, el Prensado Isostático en Caliente es una herramienta poderosa para liberar todo el potencial de un material metálico.
Tabla de resumen:
| Aspecto del tratamiento HIP | Detalle clave |
|---|---|
| Objetivo principal | Eliminar vacíos internos y porosidad para lograr una densidad del 100% |
| Mecanismo clave | Unión por difusión bajo alta temperatura y presión de gas uniforme |
| Beneficio principal | Vida a fatiga y fiabilidad del material drásticamente mejoradas |
| Ideal para | Piezas críticas para la seguridad (aeroespacial, médica), fundiciones de alto rendimiento y metalurgia de polvos |
¿Listo para liberar todo el potencial de sus componentes metálicos? KINTEK se especializa en soluciones avanzadas de procesamiento térmico. Nuestra experiencia en equipos de laboratorio y consumibles puede ayudarle a determinar si el tratamiento HIP es la opción correcta para mejorar la resistencia, la fiabilidad y el rendimiento de sus piezas críticas. Contacte con nuestros expertos hoy mismo para analizar su aplicación específica y sus objetivos de material.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Moldes de Prensado Isostático para Laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
La gente también pregunta
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales

















