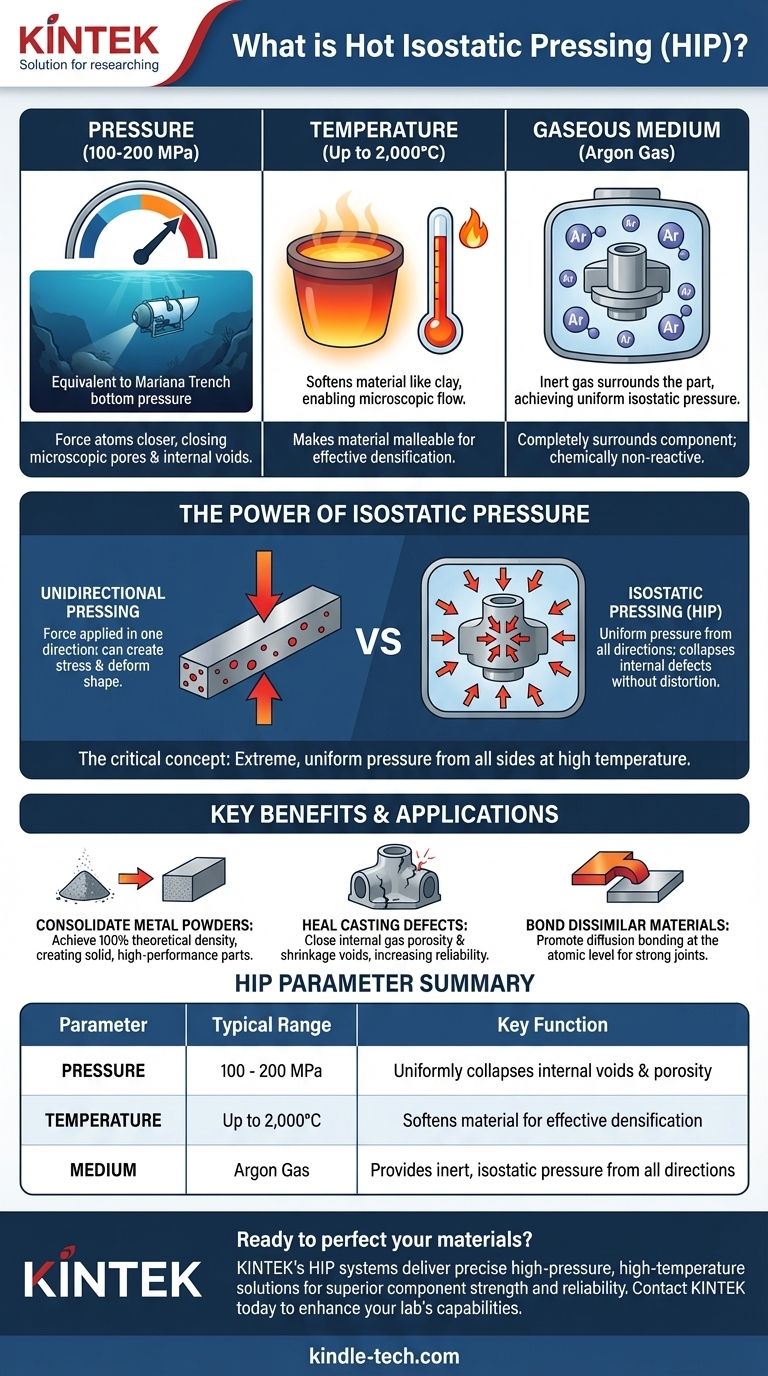
En resumen, el Prensado Isostático en Caliente (HIP) utiliza presión de gas isostática que típicamente oscila entre varias decenas de megapascales (MPa) hasta 200 MPa, lo que equivale aproximadamente a 1,000 a 2,000 veces la presión atmosférica estándar. Esta inmensa presión se aplica uniformemente en todas las direcciones junto con altas temperaturas, que a menudo alcanzan los 2,000°C, para densificar los materiales y eliminar defectos internos.
El concepto crítico no es solo la alta presión, sino su naturaleza isostática. Al aplicar presión extrema y uniforme desde todos los lados a altas temperaturas, el HIP puede colapsar los vacíos internos y crear componentes completamente densos y de alto rendimiento sin distorsionar su forma.

Los Parámetros Centrales del HIP
El Prensado Isostático en Caliente es un proceso de fabricación definido por la interacción precisa de tres factores clave: presión, temperatura y un medio de presurización.
Definición del Rango de Presión
La presión en un ciclo HIP generalmente se encuentra entre 100 MPa y 200 MPa. Para ponerlo en perspectiva, 100 MPa es equivalente a la presión que se encuentra en el fondo de la Fosa de las Marianas, el punto más profundo del océano.
Este nivel de presión es necesario para forzar físicamente a los átomos a estar más juntos, cerrando poros microscópicos, grietas y otros vacíos internos dentro de un material.
El Papel de la Alta Temperatura
La presión por sí sola no es suficiente. Los sistemas HIP también aplican temperaturas que van desde unos pocos cientos de grados Celsius hasta 2,000°C.
Este calor intenso hace que el material sea maleable, casi como arcilla. En este estado suavizado, el material puede fluir a nivel microscópico, permitiendo que la alta presión suelde eficazmente los vacíos internos.
El Medio Gaseoso
La presión no se aplica mediante un pistón físico, sino mediante un gas. El Argón es la opción más común porque es inerte, lo que significa que no reaccionará químicamente con el material que se está procesando, incluso a temperaturas extremas.
El gas rodea completamente la pieza, que es la forma en que logra una presión isostática uniforme.
Lo que Realmente Significa la Presión "Isostática"
El término "isostático" es fundamental para comprender cómo funciona el HIP y por qué es tan efectivo. Distingue el proceso de los métodos de prensado convencionales.
Presión Uniforme Desde Todas las Direcciones
Isostático significa que la presión se aplica por igual y simultáneamente en cada superficie del componente.
Imagine sumergir un objeto en las profundidades del océano. La presión del agua lo empuja desde arriba, desde abajo y desde todos los lados con la misma fuerza. Esta es una analogía perfecta para la presión de gas isostática dentro de una cámara HIP.
Por Qué la Uniformidad Es Crítica
Esta presión uniforme comprime la pieza sin distorsionar su forma general. Debido a que la fuerza está perfectamente equilibrada, colapsa la porosidad interna y los defectos hacia adentro.
Esto permite la creación de componentes con geometrías complejas que se procesan hasta alcanzar la densidad teórica total, mejorando drásticamente sus propiedades mecánicas como la resistencia y la resistencia a la fatiga.
Contraste con el Prensado Unidireccional
Una forja o prensa tradicional aplica fuerza en una dirección (uniaxialmente). Si bien esto es efectivo para dar forma al metal, puede crear tensiones internas y no puede eliminar los vacíos internos preexistentes tan eficazmente como el HIP.
Comprender las Compensaciones
Aunque es potente, el proceso HIP implica equilibrar variables clave y comprender sus limitaciones inherentes.
Equilibrio entre Presión y Temperatura
La combinación específica de presión y temperatura se adapta al material. Un material con un punto de fusión más bajo puede requerir menos calor pero más presión, mientras que una superaleación de alta resistencia podría necesitar temperaturas extremas para volverse lo suficientemente maleable como para que la presión funcione.
Tiempo de Ciclo y Costo
El HIP es un proceso por lotes, no continuo. Los ciclos de carga, calentamiento, presurización, mantenimiento y enfriamiento pueden llevar muchas horas. Esto lo hace más costoso y lento que algunos otros métodos de fabricación.
Preparación de la Pieza
Para que el proceso funcione en polvos o para prevenir reacciones superficiales, las piezas a menudo deben sellarse dentro de un contenedor hermético al gas o "lata". Esto añade un paso y un costo adicionales al flujo de trabajo de fabricación.
Cómo se Adaptan los Parámetros al Objetivo
La configuración precisa de presión y temperatura se selecciona en función del objetivo de fabricación específico.
- Si su enfoque principal es consolidar polvos metálicos: El objetivo es lograr el 100% de la densidad teórica, creando una pieza sólida a partir de polvo suelto que tenga propiedades superiores a los equivalentes fundidos o forjados.
- Si su enfoque principal es curar defectos en fundiciones: Se pueden utilizar presiones y temperaturas más bajas solo para cerrar la porosidad interna del gas y los vacíos de contracción, aumentando significativamente la fiabilidad y la vida útil de la pieza.
- Si su enfoque principal es unir materiales disímiles: Los parámetros del proceso se eligen para promover la difusión a nivel atómico, creando una unión entre dos materiales diferentes que es tan fuerte como los materiales base mismos.
En última instancia, el Prensado Isostático en Caliente aprovecha el poder combinado de la presión uniforme y el calor intenso para perfeccionar los materiales desde adentro hacia afuera.
Tabla Resumen:
| Parámetro | Rango Típico | Función Clave |
|---|---|---|
| Presión | 100 - 200 MPa | Colapsa uniformemente los vacíos y la porosidad internos |
| Temperatura | Hasta 2,000°C | Suaviza el material para una densificación efectiva |
| Medio | Gas Argón | Proporciona presión inerte e isostática desde todas las direcciones |
¿Listo para perfeccionar sus materiales desde adentro hacia afuera?
Los sistemas de Prensado Isostático en Caliente (HIP) de KINTEK ofrecen la combinación precisa de presión extrema (hasta 200 MPa) y alta temperatura (hasta 2,000°C) necesarias para lograr el 100% de la densidad teórica, eliminar defectos internos en fundiciones y consolidar polvos metálicos. Esto da como resultado componentes con resistencia superior, resistencia a la fatiga y fiabilidad.
Ya sea que su objetivo sea curar defectos de fundición, crear piezas completamente densas a partir de polvo o unir materiales disímiles, nuestras soluciones HIP se adaptan a sus requisitos específicos de material y rendimiento.
Comuníquese con KINTEK hoy mismo para analizar cómo nuestro equipo de laboratorio y consumibles pueden mejorar las capacidades de su laboratorio y el rendimiento del material.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Moldes de Prensado Isostático para Laboratorio
La gente también pregunta
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas

















