En esencia, el mantenimiento preventivo (MP) para un molde de inyección es un programa sistemático y programado de limpieza, inspección y reparación que se realiza antes de que ocurra una falla. Es la práctica disciplinada de dar servicio a una herramienta basándose en un programa predeterminado —impulsado por el recuento de ciclos o el tiempo de funcionamiento— en lugar de esperar a que se averíe.
El MP de moldes no es un costo operativo; es una inversión estratégica en la estabilidad de la fabricación. El objetivo es que su organización pase de reparaciones reactivas costosas y no planificadas a un mantenimiento controlado y programado, lo que impulsará directamente la rentabilidad, la calidad de las piezas y la vida útil de los activos.

Por qué "funcionar hasta la falla" ya no es viable
Depender del mantenimiento reactivo —reparar un molde solo después de que se rompe— es un error común pero costoso. Este enfoque introduce una inestabilidad masiva y gastos ocultos en su operación.
El alto costo del tiempo de inactividad no planificado
Cuando un molde falla inesperadamente durante la producción, la prensa se detiene. Esta parada incurre en costos por la máquina inactiva, el tiempo del operador y los objetivos de producción no alcanzados, a menudo ascendiendo a miles de dólares por hora.
El efecto cascada en la calidad de las piezas
Mucho antes de una falla catastrófica, un molde deteriorado produce piezas inconsistentes. Problemas como el rebaba (plástico que se filtra por la línea de partición), los disparos cortos (piezas incompletas) y las marcas de quemadura por las ventilaciones obstruidas conducen a mayores tasas de desecho y amenazan las relaciones con los clientes.
La erosión silenciosa de la vida útil de la herramienta
Los moldes son activos de capital significativos. Hacer funcionar una herramienta hasta que falla a menudo causa daños colaterales, convirtiendo un simple reemplazo de componente en una reparación importante y costosa. La falta de MP acelera el desgaste y acorta drásticamente la valiosa vida útil de la herramienta.
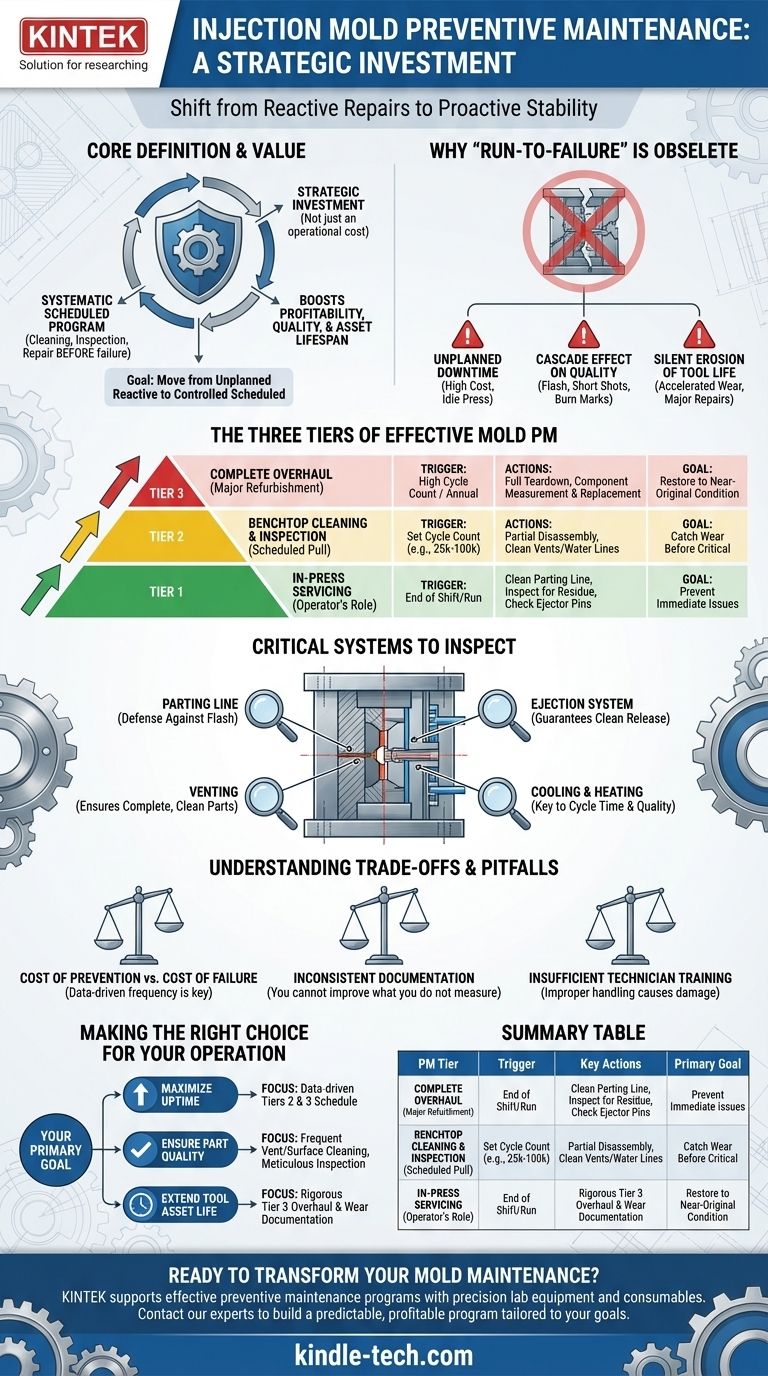
Los tres niveles de un MP de moldes eficaz
Un programa de MP robusto no es un evento único, sino un sistema escalonado. Cada nivel tiene un disparador, un alcance y un propósito específicos.
Nivel 1: Servicio en prensa (el papel del operador)
Este es el nivel de cuidado más frecuente y básico, a menudo realizado por el operador de la máquina al final de un turno o ciclo de producción. Implica limpiar las superficies de la línea de partición, inspeccionar si hay residuos y asegurar que los pasadores eyectores se muevan libremente. Es una verificación rápida para prevenir problemas inmediatos.
Nivel 2: Limpieza e inspección en banco (la extracción programada)
Después de un número determinado de ciclos (por ejemplo, de 25,000 a 100,000), el molde se retira de la prensa y se lleva a la sala de herramientas. Aquí, un técnico realiza un desmontaje parcial para limpiar todas las ventilaciones, líneas de agua y componentes móviles. Este es el núcleo de la mayoría de los programas de MP, detectando el desgaste antes de que se vuelva crítico.
Nivel 3: Revisión completa (reacondicionamiento mayor)
Este es un desmontaje completo de todo el molde, programado después de un recuento de ciclos muy alto o un período establecido (por ejemplo, anualmente). Cada componente —pasadores, casquillos, placas, sellos— se retira, se mide según sus especificaciones originales y se reemplaza si está desgastado. Esto restaura el molde a una condición casi original.
Sistemas críticos a inspeccionar
Si bien cada molde es único, un programa de MP exitoso se enfoca en varios sistemas universales de alto impacto.
La línea de partición: Su primera defensa contra la rebaba
Las superficies donde se unen las dos mitades del molde se llaman línea de partición. Incluso pequeñas abolladuras, desgaste o contaminación aquí permitirán que el plástico escape, creando rebaba en la pieza. La limpieza y protección meticulosas de esta superficie no son negociables.
Ventilación: Asegurando una pieza completa y limpia
A medida que el plástico llena la cavidad del molde, el aire interior debe escapar a través de pequeños canales llamados ventilaciones. Si estas ventilaciones se obstruyen con residuos, el aire atrapado puede causar marcas de quemadura, piezas incompletas e inestabilidad dimensional.
El sistema de expulsión: Garantizando una liberación limpia
El sistema de pasadores eyectores y placas es responsable de empujar la pieza terminada fuera del molde. Los pasadores desgastados, doblados o mal lubricados pueden dañar la pieza, atascarse o incluso romperse, causando un tiempo de inactividad significativo.
Sistemas de enfriamiento y calentamiento: La clave del tiempo de ciclo
La red de canales para agua, aceite o calentadores controla la temperatura del molde. La acumulación de incrustaciones en las líneas de enfriamiento o los termopares defectuosos en un canal caliente pueden provocar una calidad inconsistente de las piezas, deformaciones y tiempos de ciclo más largos y menos eficientes.
Comprendiendo las compensaciones y los escollos
Implementar un programa de MP requiere reconocer sus realidades. Ser consciente de los posibles escollos es clave para su éxito.
El costo de la prevención frente al costo de la falla
El MP requiere tiempo de inactividad programado, mano de obra y un stock de piezas de repuesto. La gerencia puede verlo como un costo, pero es minúsculo en comparación con el costo de una avería de emergencia. La clave es usar datos para encontrar la frecuencia óptima de MP, ni demasiado, ni demasiado poco.
El escollo de la documentación inconsistente
Un programa de MP sin registros meticulosos es pura conjetura. No se puede mejorar lo que no se mide. Cada limpieza, inspección y reemplazo de piezas debe registrarse. Estos datos revelan tendencias de desgaste y le permiten predecir con precisión las necesidades futuras.
El peligro de una capacitación técnica insuficiente
Un molde complejo es un instrumento de precisión. Un técnico mal capacitado puede causar más daño durante el desmontaje y el montaje que el propio ciclo de producción. Invertir en una capacitación adecuada es esencial para que cualquier programa de MP sea eficaz.
Tomando la decisión correcta para su operación
Un programa de MP bien diseñado apoya directamente sus prioridades operativas más altas. Utilice su objetivo principal para guiar su enfoque.
- Si su objetivo principal es maximizar el tiempo de actividad: Priorice un programa basado en datos para el mantenimiento de Nivel 2 y Nivel 3 basado en el recuento de ciclos para abordar preventivamente el desgaste antes de que pueda causar una interrupción de la línea.
- Si su objetivo principal es garantizar la calidad de las piezas: Concéntrese en la limpieza frecuente de las ventilaciones, el pulido de las superficies de la cavidad y la inspección meticulosa de las líneas de partición y las áreas de la compuerta durante cada evento de MP.
- Si su objetivo principal es extender la vida útil del activo de la herramienta: Implemente un riguroso programa de revisión de Nivel 3 y mantenga una documentación meticulosa del desgaste de los componentes para justificar y planificar las principales renovaciones.
En última instancia, el mantenimiento preventivo le permite tomar el control de su proceso de fabricación, transformando la incertidumbre en un rendimiento predecible y rentable.
Tabla resumen:
| Nivel de MP | Disparador | Acciones clave | Objetivo principal |
|---|---|---|---|
| Nivel 1: Servicio en prensa | Fin de turno/ciclo | Limpiar línea de partición, inspeccionar residuos | Prevenir problemas inmediatos |
| Nivel 2: Inspección en banco | Recuento de ciclos establecido (25k-100k) | Limpiar ventilaciones/líneas de agua, desmontaje parcial | Detectar desgaste antes de que sea crítico |
| Nivel 3: Revisión completa | Alto recuento de ciclos/anual | Desmontaje completo, medición/reemplazo de componentes | Restaurar a condición casi original |
¿Listo para transformar el mantenimiento de sus moldes de reactivo a proactivo? KINTEK se especializa en equipos y consumibles de laboratorio, satisfaciendo las necesidades de laboratorio con herramientas de precisión que respaldan programas de mantenimiento preventivo efectivos. Nuestra experiencia le ayuda a implementar la estrategia de MP adecuada para maximizar el tiempo de actividad, garantizar una calidad de piezas constante y proteger sus valiosos activos de moldes. Contacte a nuestros expertos hoy para discutir cómo podemos ayudarlo a construir un programa de mantenimiento predecible y rentable adaptado a sus objetivos operativos específicos.
Guía Visual
Productos relacionados
- Molde de Prensado Cilíndrico con Escala para Laboratorio
- Molde de Prensado de Pastillas de Polvo de Ácido Bórico para XRF para Uso en Laboratorio
- Molde de Prensado Antirrotura para Uso en Laboratorio
- Prensa de Calentamiento de Doble Placa para Laboratorio
- Molde especial para prensa de calor para uso en laboratorio
La gente también pregunta
- ¿Cuál es la función de los moldes de prensa durante la preparación de los composites SiCf/Ti-43Al-9V? Lograr precisión estructural
- ¿Cómo usar un molde de presión? Domina el arte de crear formas cerámicas consistentes
- ¿Cómo usar un molde de prensa? Domina el arte de las formas cerámicas consistentes
- ¿Para qué se utiliza un molde de prensa? Logre precisión y eficiencia repetibles
- ¿Cuál es la necesidad de utilizar una prensa hidráulica de laboratorio y moldes cilíndricos? Garantizar Pruebas Precisas de Muestras de BN



















