La presión típica para el prensado isostático varía significativamente según el método. Para el prensado isostático en frío (CIP), el tipo más común, las presiones oscilan entre 1.035 y 4.138 bar (15.000 a 60.000 psi). Otros métodos, como el prensado isostático templado o en caliente, utilizan diferentes combinaciones de presión y temperatura para lograr propiedades específicas del material.
El factor crítico en el prensado isostático no es un único valor de presión universal, sino la uniformidad de la presión aplicada. La presión específica requerida se determina por el método elegido (frío, templado o caliente) y el material que se procesa.

Lo que realmente significa la presión "isostática"
El término "isostático" es la clave para entender todo este proceso. Define cómo se aplica la fuerza, lo que impacta directamente en la calidad y uniformidad del producto final.
El principio de uniformidad
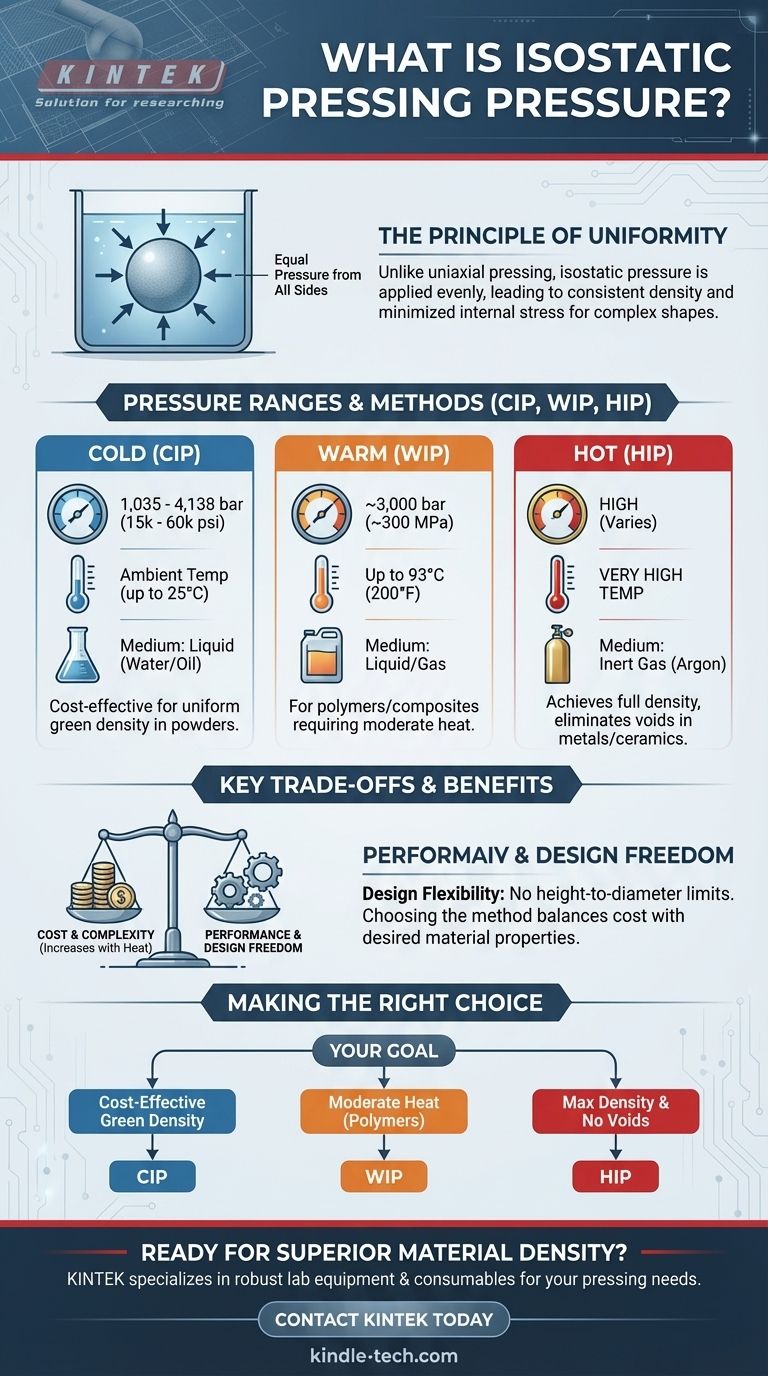
La presión isostática se define como la presión ejercida por igual desde todas las direcciones. Una analogía simple es un objeto sumergido profundamente bajo el agua; la presión del agua se aplica a cada superficie del objeto simultáneamente y con la misma fuerza.
Esta uniformidad se logra utilizando un fluido o gas como medio transmisor de presión.
El impacto en la densidad del material
En el prensado uniaxial tradicional, la presión proviene de una o dos direcciones. Esto puede crear variaciones de densidad y tensiones internas, especialmente en formas complejas.
El prensado isostático elimina este problema. Debido a que la presión es uniforme, la fricción entre el polvo y la pared del molde es mínima, lo que lleva a una compactación y distribución de densidad altamente consistentes en toda la pieza. Esto lo hace ideal para polvos frágiles o piezas con geometrías complejas.
Rangos de presión para diferentes métodos de prensado
La combinación de presión y temperatura se adapta a la aplicación específica. Los tres tipos principales de prensado isostático operan bajo condiciones muy diferentes.
Prensado isostático en frío (CIP)
Este es el método más utilizado. El CIP se realiza típicamente a temperatura ambiente, aunque el proceso en sí puede causar un ligero aumento de temperatura de hasta 25°C.
Opera a presiones entre 1.035 y 4.138 bar (15.000 a 60.000 psi). Se utiliza un líquido, a menudo agua o aceite, como medio de presión.
Prensado isostático templado (WIP)
El WIP se utiliza para materiales que se benefician de un calentamiento moderado para mejorar su compactación.
Opera a presiones más bajas que el CIP, típicamente alrededor de 300 MPa (aproximadamente 3.000 bar), pero a temperaturas elevadas de hasta 93°C (200°F).
Prensado isostático en caliente (HIP)
El HIP combina alta presión con temperaturas muy altas para lograr una densificación completa y eliminar la porosidad interna en materiales como metales y cerámicas.
Este proceso utiliza un gas inerte calentado, como el argón, como medio de presión. La combinación de calor y presión permite la deformación plástica y la unión por difusión a nivel microscópico.
Comprendiendo las principales compensaciones
Elegir el método de prensado isostático adecuado implica equilibrar el costo, la complejidad y las propiedades finales deseadas del componente.
El medio de presión importa
El medio utilizado para transmitir la presión es un factor crítico. El CIP utiliza líquidos económicos y sencillos como el agua.
El HIP, en contraste, requiere gases inertes caros como el argón o el nitrógeno, que deben ser contenidos y calentados en un recipiente a presión más complejo y costoso.
El papel de la temperatura
Añadir calor aumenta significativamente la complejidad y el costo del equipo. El CIP es relativamente simple, mientras que el HIP requiere hornos sofisticados construidos dentro del recipiente a presión.
La decisión de añadir calor está impulsada enteramente por las propiedades del material y la necesidad de lograr una densidad teórica cercana al 100%, lo que a menudo es imposible solo con el prensado en frío.
Libertad de diseño
Una ventaja importante de todos los métodos isostáticos es la flexibilidad de diseño. A diferencia del prensado uniaxial, la relación altura-diámetro de una pieza no es un factor limitante. Esto permite la creación de componentes largos, delgados o de formas inusuales con densidad uniforme.
Tomando la decisión correcta para su objetivo
La presión y el método óptimos dependen completamente de su material y requisitos de rendimiento.
- Si su enfoque principal es la consolidación rentable de polvos a temperatura ambiente: El prensado isostático en frío (CIP) es la opción más directa y económica para lograr una alta y uniforme densidad en verde.
- Si su enfoque principal es lograr la máxima densidad y eliminar todos los vacíos internos en metales o cerámicas: El prensado isostático en caliente (HIP) es la opción necesaria, ya que la combinación de calor y presión es requerida para la consolidación completa.
- Si su enfoque principal es el procesamiento de polímeros o compuestos que requieren calor moderado para la plasticidad: El prensado isostático templado (WIP) proporciona un punto intermedio especializado entre los dos extremos.
En última instancia, comprender la interacción entre el comportamiento de su material, la presión y la temperatura es la clave para aplicar con éxito esta poderosa tecnología.
Tabla resumen:
| Método | Rango de presión típico | Temperatura típica | Caso de uso principal |
|---|---|---|---|
| Prensado isostático en frío (CIP) | 1.035 - 4.138 bar (15.000 - 60.000 psi) | Ambiente (hasta 25°C) | Consolidación rentable de polvos; densidad en verde uniforme |
| Prensado isostático templado (WIP) | ~3.000 bar (~300 MPa) | Hasta 93°C (200°F) | Procesamiento de polímeros/compuestos que requieren calor moderado |
| Prensado isostático en caliente (HIP) | Varía (Combinado con alto calor) | Temperaturas muy altas | Lograr la densidad completa; eliminar la porosidad en metales/cerámicas |
¿Listo para lograr una densidad y rendimiento superiores en sus materiales?
Comprender los requisitos precisos de presión y temperatura para su material específico es el primer paso para producir componentes con una uniformidad y resistencia excepcionales. Ya sea que su proyecto requiera la consolidación rentable del prensado isostático en frío (CIP) o las capacidades de densificación completa del prensado isostático en caliente (HIP), KINTEK es su socio de confianza.
Nos especializamos en proporcionar equipos de laboratorio robustos y consumibles adaptados a sus necesidades de prensado, ayudándole a:
- Eliminar vacíos internos y tensiones para piezas más confiables.
- Procesar geometrías complejas con densidad uniforme desde todas las direcciones.
- Seleccionar el método óptimo (CIP, WIP o HIP) según su material y objetivos de rendimiento.
Deje que nuestros expertos le guíen hacia la solución perfecta. Contacte a KINTEL hoy para discutir cómo nuestra experiencia en prensado isostático puede mejorar las capacidades de su laboratorio e impulsar su investigación.
Guía Visual
Productos relacionados
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Cuáles son las ventajas de usar una Prensa Isostática en Frío (CIP)? Lograr alta densidad en pellets cerámicos
- ¿Cuáles son las ventajas del prensado isostático? Logre una integridad superior del material y libertad de diseño
- ¿Qué es el proceso isostático en frío? Logre una densidad uniforme en piezas complejas de polvo
- ¿Por qué se prefiere una prensa isostática en frío a una prensa uniaxial para el polvo de tungsteno? Lograr una compactación uniforme del polvo
- ¿Cuál es el papel de una Prensa Isostática en Frío (CIP) en la laminación de C-PSC? Mejora la Eficiencia Solar Sin Calor

















