En esencia, el prensado isostático es un proceso de metalurgia de polvos que compacta polvos en una masa sólida utilizando presión uniforme desde todas las direcciones. Un molde flexible y sellado lleno de polvo se sumerge en un fluido dentro de un recipiente a presión. A medida que el fluido se presuriza, aplica una fuerza igual a cada superficie del molde, creando una pieza compactada densa y altamente uniforme.
La ventaja crítica del prensado isostático es su uso de la presión hidrostática, que elimina las variaciones de densidad y las tensiones internas comunes en el prensado tradicional uniaxial, lo que permite la creación de formas complejas con una integridad de material superior.

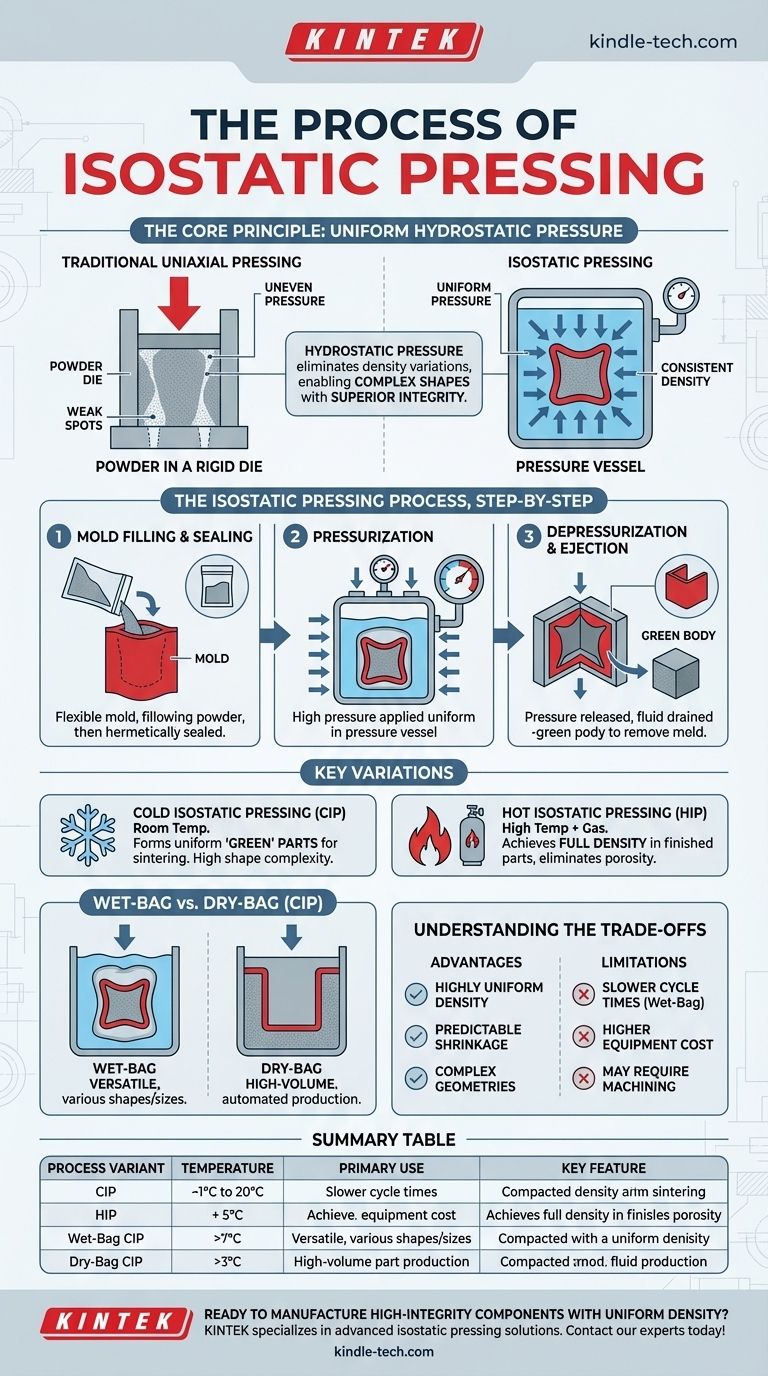
El Principio Central: Presión Hidrostática Uniforme
La compactación tradicional de polvos, conocida como prensado uniaxial, es como apretar algo en una prensa. La presión proviene de una o dos direcciones solamente, lo que puede provocar una densidad desigual y puntos débiles. El prensado isostático resuelve este problema fundamental.
Por qué es importante la presión uniforme
Al aplicar presión por igual desde todos los lados, el proceso asegura que las partículas de polvo se empaqueten con una uniformidad extrema. Esto minimiza los vacíos internos, reduce el riesgo de grietas y da como resultado un componente final con propiedades mecánicas consistentes y predecibles en toda su estructura.
El papel del molde flexible
Primero, el polvo se carga en un molde flexible y deformable hecho de materiales como caucho, uretano o plástico. Este molde actúa como una barrera para el fluido de presurización, pero transmite perfectamente la presión hidrostática al polvo en su interior. La flexibilidad del molde permite que el polvo se compacte en su forma neta sin las limitaciones de una matriz rígida.
El Proceso de Prensado Isostático, Paso a Paso
Aunque existen variaciones, el proceso fundamental sigue una clara secuencia de operaciones diseñada para la máxima uniformidad.
Paso 1: Llenado y Sellado del Molde
El proceso comienza cargando cuidadosamente el polvo crudo en el molde flexible. Luego, el molde se sella herméticamente para evitar cualquier contaminación por parte del fluido de presurización.
Paso 2: Presurización
El molde sellado se coloca dentro de un recipiente a alta presión. Luego, el recipiente se llena con un fluido, generalmente un líquido para el prensado en frío o un gas inerte para el prensado en caliente. Este fluido se presuriza, aplicando una presión inmensa y uniforme a toda la superficie exterior del molde.
Paso 3: Despresurización y Eyección
Después de un tiempo determinado, se libera la presión y el fluido se drena del recipiente. El contenedor vuelve a su forma original y la pieza recién compactada, a menudo denominada "cuerpo verde", se retira cuidadosamente del molde.
Variaciones Clave del Proceso
El término "prensado isostático" abarca algunas técnicas distintas, cada una adecuada para diferentes aplicaciones y materiales.
Prensado Isostático en Frío (CIP)
El Prensado Isostático en Frío (CIP) se realiza a temperatura ambiente. Su propósito principal es compactar el polvo en un cuerpo verde con suficiente resistencia y densidad uniforme para su manipulación y procesamiento posterior, como el mecanizado o la sinterización.
Prensado Isostático en Caliente (HIP)
El Prensado Isostático en Caliente (HIP) combina calor intenso y gas a alta presión (generalmente argón) simultáneamente. Este proceso se utiliza para lograr la densidad teórica completa, eliminando cualquier porosidad interna residual en un componente en un solo paso.
Bolsa Húmeda vs. Bolsa Seca (CIP)
El CIP se puede dividir además en dos métodos. En el proceso de bolsa húmeda, el molde sellado se sumerge completamente en el fluido de presurización, ofreciendo una gran versatilidad para diversas formas y tamaños. En el proceso de bolsa seca, el molde flexible es una parte permanente del recipiente a presión, lo que permite ciclos de producción más rápidos y automatizados.
Comprender las Compensaciones
Como cualquier proceso de fabricación, el prensado isostático tiene ventajas y limitaciones distintas que lo hacen adecuado para aplicaciones específicas.
Ventajas Clave
El principal beneficio es la densidad altamente uniforme, lo que conduce a una contracción predecible durante la sinterización y excelentes propiedades mecánicas. También permite la creación de geometrías complejas, incluidos socavados y piezas largas y esbeltas que son imposibles con la compactación tradicional con matriz.
Limitaciones Comunes
El prensado isostático generalmente tiene tiempos de ciclo más lentos en comparación con el prensado uniaxial de alta velocidad, especialmente para el método de bolsa húmeda. El costo inicial del equipo también es significativamente mayor. Finalmente, lograr tolerancias dimensionales estrictas a menudo requiere operaciones de mecanizado secundarias después del prensado.
Tomar la Decisión Correcta para su Objetivo
Seleccionar la variante de proceso correcta depende completamente de su material, la complejidad del componente y sus requisitos de rendimiento final.
- Si su enfoque principal es crear piezas verdes complejas con densidad uniforme para la sinterización: El Prensado Isostático en Frío (CIP) es la opción ideal y más común.
- Si su enfoque principal es lograr la densidad teórica completa y propiedades mecánicas superiores en una pieza terminada: El Prensado Isostático en Caliente (HIP) es el método necesario para eliminar todos los vacíos internos.
- Si su enfoque principal es la producción de alto volumen de formas más simples a través de CIP: El proceso automatizado de bolsa seca ofrece una ventaja de velocidad significativa sobre la técnica de bolsa húmeda más versátil.
Al aprovechar la presión uniforme y envolvente, el prensado isostático ofrece una solución potente para la fabricación de componentes de alta integridad a partir de polvos.
Tabla de Resumen:
| Variante del Proceso | Temperatura | Uso Principal | Característica Clave |
|---|---|---|---|
| Prensado Isostático en Frío (CIP) | Temperatura Ambiente | Formación de piezas 'verdes' uniformes para sinterización | Alta complejidad de forma, densidad uniforme |
| Prensado Isostático en Caliente (HIP) | Alta Temperatura | Lograr densidad completa en piezas terminadas | Elimina la porosidad, propiedades superiores |
| CIP de Bolsa Húmeda | Temperatura Ambiente | Versátil, varias formas/tamaños | Molde flexible sumergido en fluido |
| CIP de Bolsa Seca | Temperatura Ambiente | Producción automatizada de alto volumen | El molde es parte permanente del recipiente |
¿Listo para fabricar componentes de alta integridad con densidad uniforme? KINTEK se especializa en soluciones avanzadas de prensado isostático para sus necesidades de laboratorio y producción. Ya sea que necesite Prensado Isostático en Frío (CIP) para piezas verdes complejas o Prensado Isostático en Caliente (HIP) para componentes totalmente densos, nuestra experiencia en equipos y consumibles de laboratorio garantiza resultados óptimos. ¡Contacte a nuestros expertos hoy mismo para discutir cómo nuestra tecnología de prensado isostático puede mejorar sus propiedades de material y capacidades de producción!
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión

















