En esencia, un reactor de laboratorio es un recipiente altamente controlado y contenido diseñado para ejecutar procesos químicos o biológicos a escala de investigación y desarrollo. Su uso principal es proporcionar un entorno seguro y preciso donde los científicos puedan manipular variables como la temperatura, la presión y la mezcla para estudiar reacciones, sintetizar nuevos materiales u optimizar procesos industriales. Por ejemplo, podría usarse para sintetizar un nuevo compuesto farmacéutico bajo alta presión o para depositar una película de nanotecnología sobre una superficie.
El verdadero propósito de un reactor de laboratorio no es simplemente contener una reacción, sino transformar un concepto químico en un proceso controlable, repetible y comprensible. Es el puente entre una fórmula teórica en una pizarra y una aplicación viable en el mundo real.

El papel fundamental: crear un universo controlado
El valor de un reactor de laboratorio proviene de su capacidad para crear un entorno en miniatura y autónomo donde cada parámetro crítico puede ser meticulosamente gestionado y monitoreado. Este control es lo que permite la ciencia reproducible.
Conteniendo la reacción
La función más básica de un reactor es la contención segura. Muchas reacciones químicas son volátiles, involucrando altas presiones, temperaturas extremas o materiales peligrosos.
Un reactor, ya sea de vidrio o de aleaciones metálicas robustas, está diseñado para soportar estas condiciones, protegiendo tanto al investigador como la integridad del experimento.
Control preciso de variables
Un simple vaso de precipitados es un recipiente; un reactor es un sistema de control. Permite a los investigadores dictar con precisión las condiciones de la reacción.
Esto incluye el control de temperatura (mediante camisas de calentamiento/enfriamiento), la gestión de la presión (utilizando sistemas sellados y reguladores), la velocidad de mezcla y la adición controlada de reactivos a lo largo del tiempo. Este nivel de control es imposible de lograr en la cristalería de laboratorio estándar.
Facilitando la recopilación y el análisis de datos
Los reactores están diseñados para la observación y la recopilación de datos. A menudo incluyen puertos para sondas que monitorean el pH, la temperatura o la presión en tiempo real.
Esto permite a los científicos seguir el progreso de una reacción, comprender su cinética (qué tan rápido procede) y determinar las condiciones óptimas para maximizar el rendimiento y la pureza.
Aplicaciones clave en diversas disciplinas científicas
Aunque el principio es universal, el uso específico de un reactor de laboratorio varía ampliamente según el objetivo científico.
Síntesis química
Esta es la aplicación más común. Los químicos utilizan reactores para crear nuevas moléculas, polímeros o materiales combinando diferentes precursores químicos bajo condiciones específicas y controladas.
Desarrollo y optimización de procesos
Antes de que un proceso químico pueda implementarse en una fábrica a gran escala, debe perfeccionarse a pequeña escala. Los reactores de laboratorio se utilizan para encontrar la forma más eficiente, segura y rentable de llevar a cabo una reacción.
Los ingenieros prueban diferentes temperaturas, presiones y concentraciones de catalizador para desarrollar una "receta" que pueda escalarse para la producción industrial.
Nanotecnología y deposición de películas
Se utilizan reactores especializados para la ciencia de materiales avanzada. Por ejemplo, un reactor de deposición química de vapor (CVD) se utiliza para crear películas delgadas de ultra-alta pureza y alto rendimiento.
En este proceso, los productos químicos gaseosos reaccionan cerca de un sustrato calentado (como una oblea de silicio) dentro de un vacío, depositando una capa sólida de material átomo por átomo.
Comprendiendo las compensaciones
Un reactor de laboratorio es una herramienta poderosa, pero es esencial comprender sus limitaciones y las consideraciones involucradas al elegir uno.
Escala vs. Calidad de los datos
Los reactores de laboratorio están construidos para datos de alta calidad, no para una producción de alto volumen. Su propósito es generar la información precisa necesaria para el descubrimiento y la ampliación, no funcionar como una fábrica en miniatura.
Compatibilidad de materiales
El material del reactor es una elección crítica. Los reactores de vidrio ofrecen una excelente visibilidad, pero están limitados en presión y temperatura. Los reactores de acero inoxidable o Hastelloy pueden manejar presiones extremas y productos químicos corrosivos, pero son opacos. Se debe elegir el material adecuado para evitar la contaminación o la falla del reactor.
Costo y complejidad
Los reactores de vidrio simples y operados manualmente pueden ser relativamente asequibles. Sin embargo, los sistemas altamente automatizados con sensores avanzados, control por software y capacidades especializadas representan una inversión significativa tanto en costo como en capacitación.
Tomando la decisión correcta para su objetivo
El reactor de laboratorio ideal está dictado enteramente por su objetivo de investigación.
- Si su enfoque principal es la investigación fundamental y la síntesis: Un reactor de vidrio encamisado versátil con buena visibilidad y amplio control de temperatura suele ser el mejor punto de partida.
- Si su enfoque principal es la optimización de procesos para la ampliación: Un sistema altamente automatizado con bombas dosificadoras precisas y amplias capacidades de registro de datos es crucial para generar datos industriales confiables.
- Si su enfoque principal es la química de alta presión o la catálisis: Un autoclave de alta presión hecho de una aleación robusta como acero inoxidable o Hastelloy es innegociable para la seguridad y el rendimiento.
- Si su enfoque principal es la ciencia de materiales y las películas delgadas: Un sistema especializado como un reactor de deposición química de vapor (CVD) está diseñado específicamente para esa aplicación y ofrecerá los mejores resultados.
En última instancia, seleccionar el reactor de laboratorio correcto le permite transformar sus conocimientos químicos en resultados confiables y reproducibles.
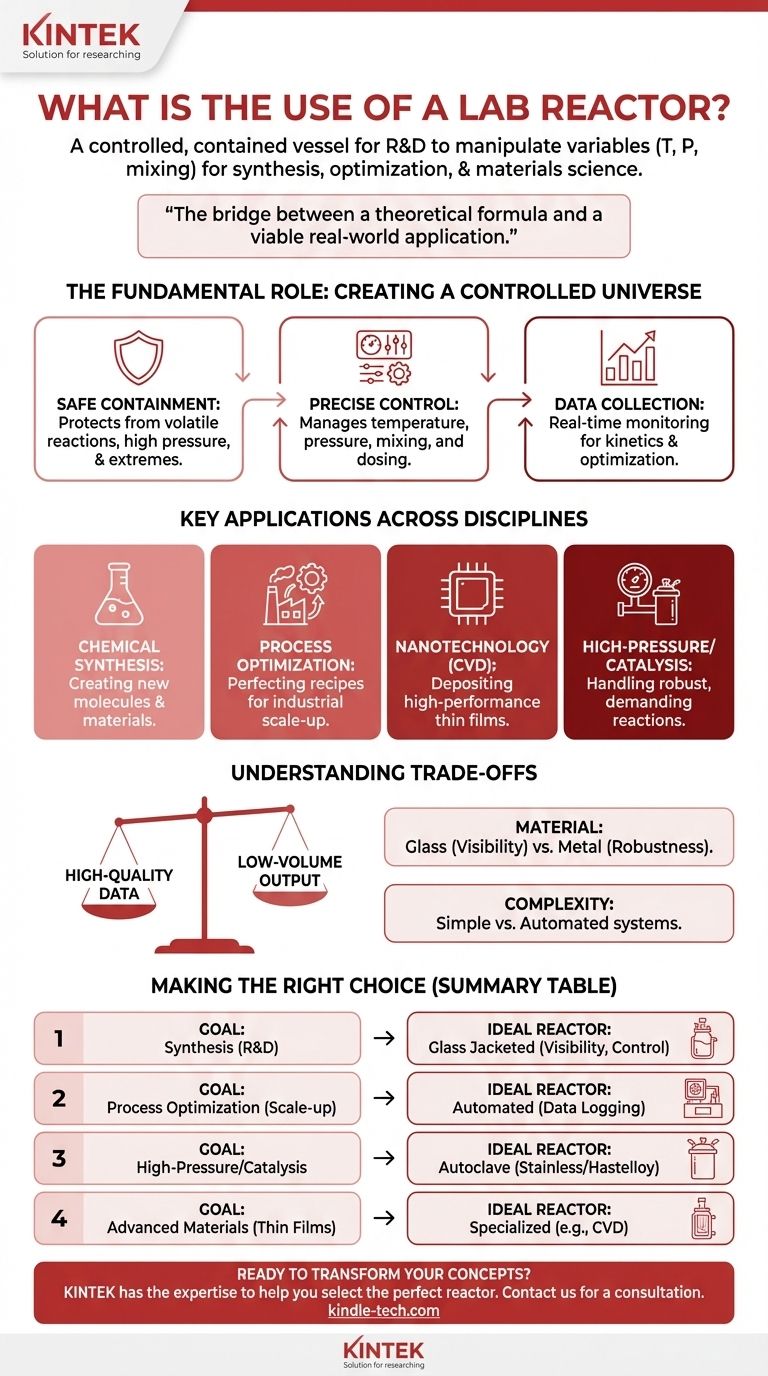
Tabla resumen:
| Función clave | Aplicación principal | Tipo de reactor ideal |
|---|---|---|
| Contención segura y síntesis | I+D químico, creación de nuevas moléculas | Reactor de vidrio encamisado |
| Optimización de procesos | Ampliación de procesos industriales | Reactor automatizado con registro de datos |
| Reacciones catalíticas/de alta presión | Catálisis, química de alta presión | Autoclave de alta presión (ej. acero inoxidable) |
| Ciencia de materiales avanzada | Deposición de películas delgadas (ej. nanotecnología) | Sistema especializado (ej. reactor CVD) |
¿Listo para transformar sus conceptos químicos en procesos controlables y repetibles?
Elegir el reactor de laboratorio adecuado es fundamental para lograr resultados confiables y reproducibles en su investigación o desarrollo. Ya sea que esté sintetizando nuevos compuestos, optimizando un proceso industrial o trabajando con materiales avanzados, KINTEK tiene la experiencia y el equipo para satisfacer sus necesidades específicas de laboratorio.
Deje que KINTEK, su socio de confianza en equipos de laboratorio, le ayude a seleccionar el reactor perfecto para potenciar sus descubrimientos.
Contacte a nuestros expertos hoy para una consulta personalizada y descubra cómo nuestros reactores pueden cerrar la brecha entre sus fórmulas teóricas y las aplicaciones viables en el mundo real.
Guía Visual
Productos relacionados
- Reactor Autoclave de Laboratorio de Alta Presión para Síntesis Hidrotermal
- Reactor de Presión de Laboratorio Autoclave de Alta Presión de Acero Inoxidable
- Reactores de Laboratorio Personalizables de Alta Temperatura y Alta Presión para Diversas Aplicaciones Científicas
- Reactor autoclave de alta presión Mini SS para uso en laboratorio
- Reactores personalizables de alta presión para aplicaciones científicas e industriales avanzadas
La gente también pregunta
- ¿Qué condiciones proporcionan los reactores de alta presión de laboratorio para la HTC? Optimice sus procesos de producción de biocarbón
- ¿Qué función cumplen las autoclaves de alta presión en la síntesis hidrotermal? Diseño de catalizadores maestros de alta cristalinidad
- ¿Cuál es la función de un reactor de alta presión en la síntesis hidrotermal de boehmita? Perspectivas Expertas del Proceso
- ¿Qué papel juega un autoclave en la síntesis de nanofibras de MnO2? Dominando el Crecimiento Hidrotermal
- ¿Qué papel juega un reactor de alta presión o autoclave en la síntesis de catalizadores de HA? Lograr materiales de alta área superficial



















