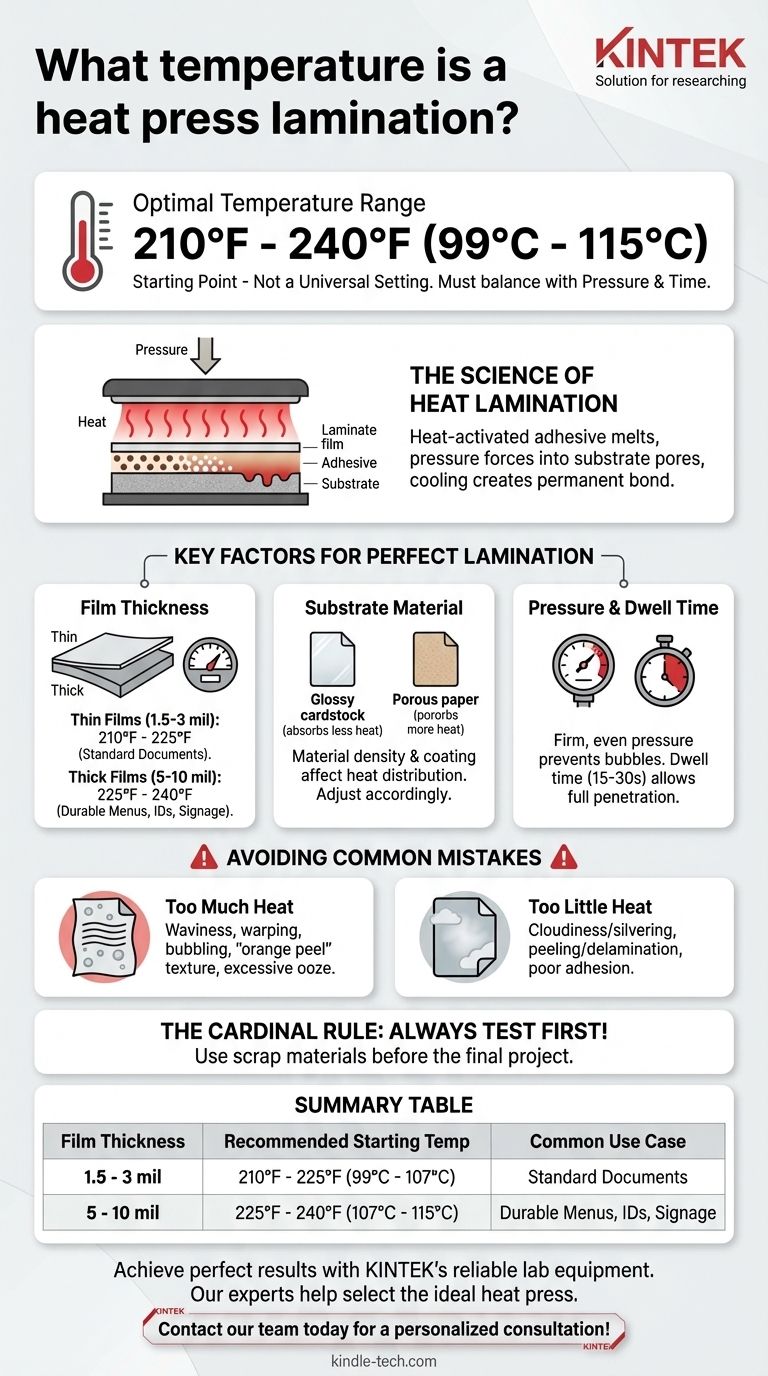
En resumen, la temperatura correcta para la laminación con prensa de calor generalmente oscila entre 210°F y 240°F (99°C a 115°C). Sin embargo, este rango es solo un punto de partida, ya que la temperatura ideal está determinada por el grosor específico de su película laminadora y el material que está laminando.
La conclusión más importante es que la temperatura no es un ajuste aislado. Funciona en un delicado equilibrio con la presión y el tiempo. Encontrar la temperatura correcta significa comprender sus materiales específicos y siempre realizar una prueba antes de comprometerse con su proyecto final.

La ciencia de la laminación térmica
Lo que realmente hace el calor
La laminación térmica, también conocida como laminación en caliente, utiliza adhesivo activado por calor. La película laminadora tiene una capa de adhesivo polimérico sólido y frío al tacto.
Cuando la prensa de calor aplica la temperatura correcta, este adhesivo se derrite y pasa a un estado líquido. La presión de la prensa fuerza este adhesivo fundido a los poros de su sustrato (el papel o material que se está laminando).
A medida que se enfría, el adhesivo se solidifica, creando una unión permanente, protectora y clarificadora entre la película y el material.
Factores clave que determinan su temperatura
Lograr una laminación perfecta requiere equilibrar tres variables interconectadas: temperatura, presión y tiempo. Cambiar una a menudo requiere ajustar las otras.
Grosor de la película laminada
Este es el factor más significativo. Las películas laminadoras se miden en milésimas de pulgada (mils). Las películas más gruesas requieren más calor para derretir el mayor volumen de adhesivo.
- Películas delgadas (1.5 - 3 mil): Requieren temperaturas más bajas, típicamente en el rango de 210°F - 225°F.
- Películas gruesas (5 - 10 mil): Necesitan temperaturas más altas para penetrar, a menudo en el rango de 225°F - 240°F o ligeramente más altas.
El material del sustrato
Diferentes materiales absorben y distribuyen el calor de manera diferente. Una cartulina densa y brillante se calentará de manera diferente a un papel poroso y sin recubrimiento.
Siempre considere su sustrato. Si está laminando un material sensible al calor, como ciertos tipos de papel fotográfico o telas sintéticas, debe usar la temperatura más baja posible que aún logre una buena unión.
El papel de la presión
La presión asegura que el adhesivo derretido impregne completamente el sustrato para una unión fuerte y sin burbujas. La mayoría de las prensas de calor utilizadas para la laminación requieren una presión firme y uniforme.
Si su temperatura es ligeramente demasiado baja, a veces un pequeño aumento en la presión o el tiempo puede compensar. Sin embargo, una presión excesiva puede hacer que el adhesivo se salga por los lados, un fenómeno conocido como "exudación".
Tiempo de permanencia
El tiempo de permanencia es la duración durante la cual se aplican el calor y la presión. Las películas más gruesas y los sustratos más densos requieren un tiempo de permanencia más largo para permitir que el calor penetre completamente y active el adhesivo. Esto suele estar en el rango de 15 a 30 segundos, pero varía según la máquina y el material.
Comprensión de los escollos y errores comunes
Configurar incorrectamente los ajustes puede arruinar su proyecto. Aprender a reconocer los signos de una temperatura incorrecta es fundamental para realizar ajustes.
Signos de demasiado calor
El calor excesivo es el error más común. Derrite no solo el adhesivo sino también la propia película de poliéster, lo que lleva a varios signos reveladores:
- Ondulación o deformación: El sustrato y la película se curvarán o se verán ondulados.
- Burbujeo: Aparecen pequeñas bolsas de aire, lo que indica que el adhesivo o la película han hervido.
- Textura de "piel de naranja": La superficie del laminado se ve irregular y desigual en lugar de perfectamente lisa.
- Exudación excesiva: Una cantidad significativa de adhesivo derretido se exprime por los bordes.
Signos de muy poco calor
Un calor insuficiente evita que el adhesivo se derrita correctamente, lo que resulta en una unión débil o incompleta.
- Opacidad o "plateado": El elemento laminado se ve borroso o tiene manchas plateadas y opacas. Esta es una señal clara de que el adhesivo no se derritió y unió por completo.
- Desprendimiento o deslaminación: La película se puede despegar fácilmente del sustrato, especialmente en las esquinas.
- Mala adhesión: La unión se siente débil e insegura, y el elemento carece de la rigidez deseada.
La regla cardinal: siempre pruebe primero
Nunca lamine su pieza final e irremplazable sin antes probar sus ajustes. Use un trozo de desecho del mismo sustrato y un pequeño trozo de la película de laminación. Este pequeño paso le ahorrará errores costosos y frustrantes.
Cómo aplicar esto a su proyecto
Utilice estas pautas como punto de partida y ajústelas según los resultados de su prueba.
- Si su enfoque principal son los documentos estándar (película de 3 mil): Inicie su prensa a 220°F (104°C) con presión firme durante 20 segundos. Si observa opacidad, aumente la temperatura en 5 grados.
- Si su enfoque principal son menús o identificaciones duraderos (película de 5 mil): Comience a 230°F (110°C) con presión firme durante 25-30 segundos. Este grosor necesita más calor y tiempo para unirse completamente.
- Si su enfoque principal es la señalización rígida (película de 10 mil): Establezca su temperatura inicial en 240°F (115°C) con presión firme durante al menos 30 segundos. Verifique la claridad completa y un producto final rígido.
- Si está laminando materiales sensibles al calor: Use la configuración de temperatura más baja posible, alrededor de 210°F (99°C), y compense con un tiempo de permanencia ligeramente más largo. Priorice la protección de su original sobre una unión perfecta en el primer intento.
En última instancia, dominar la laminación es un proceso de prueba y refinamiento para encontrar los ajustes perfectos para su combinación específica de máquina, película y material.
Tabla resumen:
| Grosor de la película (mils) | Temperatura inicial recomendada | Caso de uso común |
|---|---|---|
| 1.5 - 3 mil | 210°F - 225°F (99°C - 107°C) | Documentos estándar |
| 5 - 10 mil | 225°F - 240°F (107°C - 115°C) | Menús duraderos, identificaciones, señalización |
Logre una laminación perfecta y sin burbujas en todo momento. El equipo adecuado es clave para dominar la temperatura, la presión y el tiempo. KINTEK se especializa en equipos y consumibles de laboratorio confiables, cubriendo todas sus necesidades de laminación profesional y de laboratorio. Deje que nuestros expertos le ayuden a seleccionar la prensa de calor ideal para obtener resultados impecables. ¡Contacte a nuestro equipo hoy mismo para una consulta personalizada!
Guía Visual
Productos relacionados
- Máquina de horno de prensa en caliente al vacío para laminación y calentamiento
- Prensa Térmica Automática de Vacío con Pantalla Táctil
- Prensa Térmica Hidráulica Eléctrica Calefactada al Vacío para Laboratorio
- Prensa de Calentamiento de Doble Placa para Laboratorio
- Molde especial para prensa de calor para uso en laboratorio
La gente también pregunta
- ¿Cuál es el valor de aplicación de un horno de prensa en caliente al vacío? Desbloquee cerámicas de carburo complejas de alta densidad
- ¿Por qué es necesario mantener un entorno de alto vacío dentro de un horno de prensa en caliente al vacío? Optimizar el sinterizado de Cu-SiC
- ¿Cómo contribuye un horno de prensa en caliente al vacío al proceso de moldeo de composites de UHMWPE/nano-HAP?
- ¿Cuáles son las ventajas de un horno de prensa en caliente al vacío para W-50%Cu? Lograr una densidad del 99,6 % a temperaturas más bajas
- ¿Qué papel juega el entorno de alto vacío en el sinterizado de composites de película de grafito/aluminio? Optimice su unión


















