El alto costo de un molde de fabricación es un reflejo directo de lo que es: una pieza de maquinaria industrial de alta precisión, construida a medida. Su precio no es por un simple bloque de metal, sino por la inmensa cantidad de mano de obra especializada, el tiempo de mecanizado avanzado y los materiales de alta calidad necesarios para crear una herramienta capaz de producir miles o millones de piezas idénticas con extrema precisión y velocidad.
El precio de un molde puede ser impactante hasta que se replantea la perspectiva. No está comprando una pieza; está encargando una máquina duradera, diseñada a medida, cuyo único propósito es replicar su diseño de manera perfecta y eficiente a escala. El costo es una inversión en capacidad de fabricación, no un simple gasto.

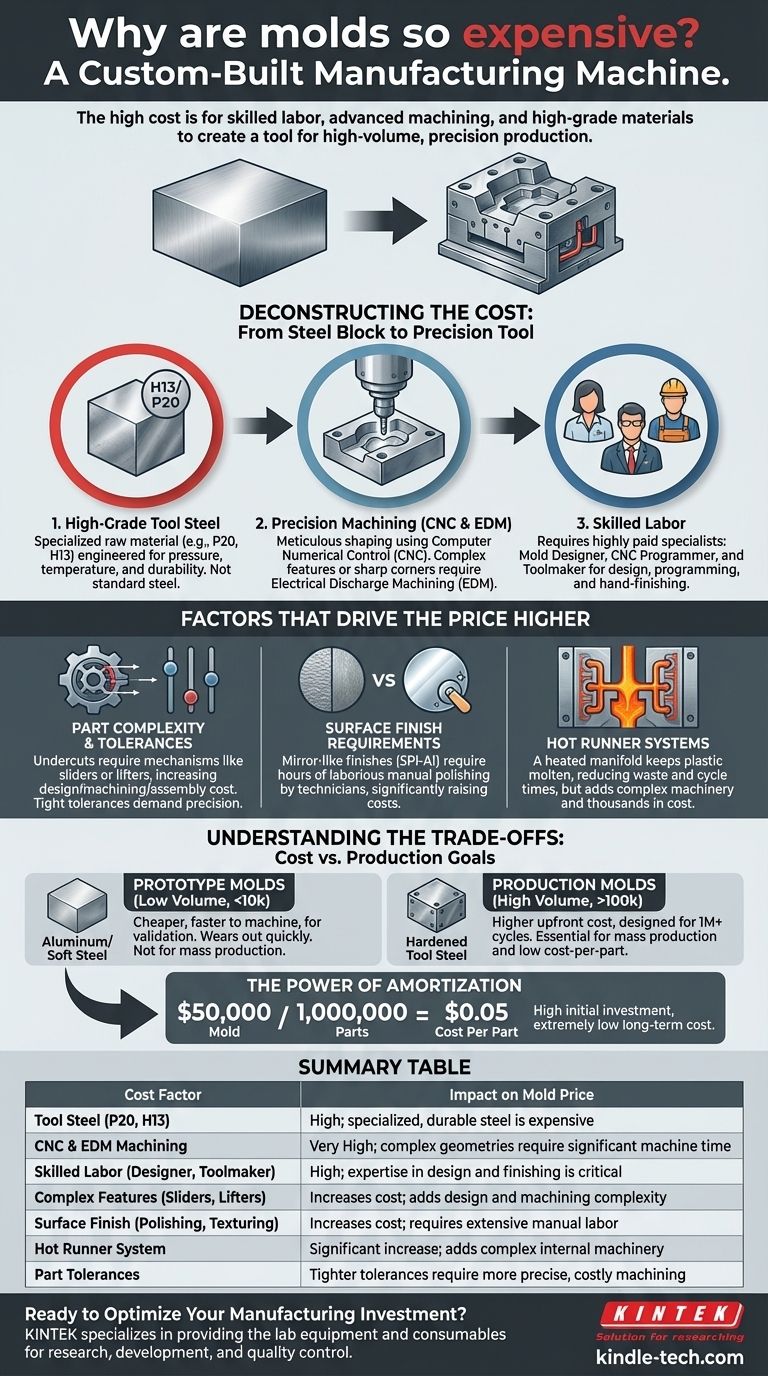
Desglosando el costo: del bloque de acero a la herramienta de precisión
Un molde comienza como un bloque de acero especializado y se transforma a través de una serie de procesos costosos y que consumen mucho tiempo. Cada paso añade un costo significativo, pero es esencial para crear una herramienta de producción fiable.
La base: acero para herramientas de alta calidad
La materia prima en sí es un factor de costo importante. Los moldes no se fabrican con acero estándar de bajo costo. Se construyen con acero para herramientas de alta calidad, como P20 o H13.
Este acero especializado está diseñado para soportar la inmensa presión y las altas temperaturas del proceso de moldeo por inyección durante cientos de miles de ciclos sin deformarse ni desgastarse. Los aceros para herramientas endurecidos como el H13, utilizados para tiradas de millones de piezas, son aún más caros y significativamente más difíciles de mecanizar, lo que aumenta aún más los costos.
El proceso central: mecanizado de precisión
Este es el mayor impulsor de costos. El bloque de acero se moldea meticulosamente utilizando mecanizado CNC (Control Numérico por Computadora). Una fresa guiada por computadora talla la cavidad —el espacio negativo de su pieza— a partir del bloque sólido.
Cuanto más compleja sea la geometría de su pieza, más tiempo de mecanizado se requerirá. Características como detalles finos, nervaduras profundas o superficies curvas exigen trayectorias de mecanizado más largas y complejas. Para esquinas internas afiladas o características a las que una herramienta de fresado no puede llegar físicamente, se utiliza un proceso aún más especializado llamado EDM (Mecanizado por Descarga Eléctrica), que es más lento y añade un costo adicional.
El elemento humano: mano de obra y diseño especializados
La creación de un molde requiere un equipo de especialistas altamente remunerados. Comienza con un diseñador de moldes, un ingeniero que traduce el diseño de su pieza en un molde funcional, planificando aspectos como el flujo del material, los canales de enfriamiento y la expulsión de la pieza.
Luego, un programador de CNC crea las complejas trayectorias de la herramienta para la máquina, y un matricero experto supervisa todo el proceso, desde la configuración de la máquina hasta el ensamblaje final y el acabado manual. Las horas de trabajo de estos expertos representan una parte sustancial de la factura final.
Factores que elevan el precio
Más allá del proceso de fabricación básico, las características específicas del diseño de su pieza pueden aumentar drásticamente la complejidad y el costo del molde.
Complejidad y tolerancias de la pieza
Si su pieza tiene socavados —características que impiden que se extraiga directamente del molde—, el molde debe incluir mecanismos complejos. Estos pueden ser correderas (acciones laterales) o levantadores que se mueven a su posición antes de la inyección y luego se retraen para permitir la expulsión de la pieza. Esto añade costos significativos de diseño, mecanizado y ensamblaje.
Del mismo modo, exigir tolerancias ajustadas significa que el molde debe mecanizarse con extrema precisión, lo que requiere configuraciones más cuidadosas, velocidades de mecanizado más lentas y controles de calidad más rigurosos, todo lo cual aumenta el costo.
Requisitos de acabado superficial
El acabado de su pieza de plástico es una copia directa del acabado dentro de la cavidad del molde. Un acabado estándar, tal como sale del mecanizado, es la opción más económica.
Sin embargo, si se requiere un acabado texturizado o altamente pulido, similar a un espejo (un estándar SPI-A1), el costo aumenta drásticamente. Este nivel de acabado se logra a través de horas de laborioso pulido manual por parte de un técnico altamente calificado.
Sistemas de canal caliente
Un molde necesita una forma para que el plástico fundido entre en la cavidad. Un sistema básico de canal frío es un canal simple que se congela con la pieza y se expulsa como desecho.
Un sistema de canal caliente es un colector calentado que mantiene el plástico fundido hasta la pieza. Esto elimina el desperdicio y puede reducir los tiempos de ciclo, pero es, en efecto, una pieza compleja de maquinaria construida dentro de su molde, lo que añade miles o decenas de miles de dólares al costo inicial.
Comprendiendo las compensaciones: costo vs. objetivos de producción
El error más común es intentar recortar gastos en la calidad del molde para ahorrar en la inversión inicial. Este enfoque casi siempre conduce a mayores costos y problemas de producción a largo plazo.
El mito del molde "barato"
Un molde mal hecho y "barato" es un pasivo. Puede sufrir un desgaste prematuro, producir piezas con defectos como rebabas o marcas de hundimiento, y requerir frecuentes tiempos de inactividad para mantenimiento. El costo del tiempo de producción perdido y las piezas defectuosas supera rápidamente cualquier ahorro inicial.
Moldes de prototipos vs. moldes de producción
Para tiradas de bajo volumen (normalmente menos de 10.000 unidades), se puede utilizar un molde fabricado con acero más blando o incluso con aluminio de alta calidad. Estos materiales son más baratos y rápidos de mecanizar, lo que resulta en un costo inicial mucho menor. Sin embargo, se desgastarán rápidamente y no son adecuados para la producción en masa.
Un molde de producción fabricado con acero para herramientas endurecido (como H13) cuesta significativamente más, pero está diseñado para durar más de 1.000.000 de ciclos. La elección depende enteramente de su pronóstico de producción.
El poder de la amortización
El alto costo inicial de un molde de producción se vuelve insignificante cuando se distribuye entre un alto volumen de piezas. Un molde de $50.000 que produce un millón de piezas solo añade $0.05 al costo de cada pieza individual. Este es el principio económico fundamental del moldeo por inyección: una alta inversión inicial para un costo por pieza extremadamente bajo.
Tomando la decisión correcta para su proyecto
La estrategia de molde adecuada depende completamente de sus objetivos de producción. Invertir adecuadamente por adelantado es fundamental para el éxito.
- Si su enfoque principal es la creación rápida de prototipos o la validación de bajo volumen (<10.000 unidades): Considere un molde de acero más blando o de aluminio para minimizar su inversión inicial mientras valida su diseño.
- Si su enfoque principal es la producción en masa y el costo por pieza más bajo (>100.000 unidades): Invierta en un molde de acero endurecido de alta calidad, de múltiples cavidades, posiblemente con un sistema de canal caliente, para maximizar la eficiencia y la longevidad.
- Si su enfoque principal es equilibrar el costo para volúmenes medios (10.000-100.000 unidades): Un molde de una sola cavidad hecho de acero para herramientas P20 es el caballo de batalla de la industria, proporcionando una solución fiable y rentable para la mayoría de las aplicaciones.
Comprender que un molde es un activo de fabricación a largo plazo, no un gasto único, es clave para realizar una inversión sólida en el futuro de su producto.
Tabla resumen:
| Factor de costo | Impacto en el precio del molde |
|---|---|
| Acero para herramientas (P20, H13) | Alto; el acero especializado y duradero es caro |
| Mecanizado CNC y EDM | Muy alto; las geometrías complejas requieren mucho tiempo de máquina |
| Mano de obra especializada (Diseñador, Matricero) | Alto; la experiencia en diseño y acabado es fundamental |
| Características complejas (Correderas, Levantadores) | Aumenta el costo; añade complejidad de diseño y mecanizado |
| Acabado superficial (Pulido, Texturizado) | Aumenta el costo; requiere una extensa mano de obra manual |
| Sistema de canal caliente | Aumento significativo; añade maquinaria interna compleja |
| Tolerancias de la pieza | Las tolerancias más ajustadas requieren un mecanizado más preciso y costoso |
¿Listo para optimizar su inversión en fabricación?
Navegar por los costos y especificaciones de los moldes es complejo. KINTEK se especializa en proporcionar el equipo de laboratorio y los consumibles necesarios para la investigación, el desarrollo y el control de calidad en los procesos de fabricación. Ya sea que esté prototipando o escalando la producción, tener las herramientas adecuadas es crucial para el éxito.
Permítanos ayudarle a equipar su laboratorio para la eficiencia y la precisión. Contacte a nuestros expertos hoy para discutir cómo las soluciones de KINTEK pueden apoyar su proyecto desde el concepto hasta el producto final.
Guía Visual
Productos relacionados
- Máquina de moldeo por inyección pequeña para uso en laboratorio
- Molde de Prensa Infrarroja de Laboratorio
- Prensa de Anillo para Aplicaciones de Laboratorio
- Molde de prensa infrarroja de laboratorio sin desmoldeo para aplicaciones de laboratorio
- Molde de Prensado de Forma Especial para Laboratorio
La gente también pregunta
- ¿Qué es la capacidad de inyección corta de una máquina de moldeo por inyección? Optimice el tamaño de su disparo para piezas impecables
- ¿Qué se puede hacer con una máquina de moldeo por inyección? Producir en masa piezas de plástico de alta calidad de forma eficiente
- ¿Qué industria utiliza el moldeo por inyección? Desde la medicina hasta la automoción, está en todas partes
- ¿Cuáles son las ventajas y desventajas de la máquina de moldeo por inyección? Maximice la eficiencia para la producción en masa
- ¿Cuáles son los dos tipos comunes de procesos de moldeo por inyección? Termoplástico vs. Termoestable Explicado



















