
El dilema del ingeniero: un defecto que no puedes ver
Imagine diseñar una álabes de turbina para un motor a reacción de próxima generación. Su forma es una curva orgánica compleja, optimizada por incontables horas de simulación de dinámica de fluidos. Las tensiones que soportará son inmensas, alternando entre calor extremo y frío criogénico, todo mientras gira a miles de RPM.
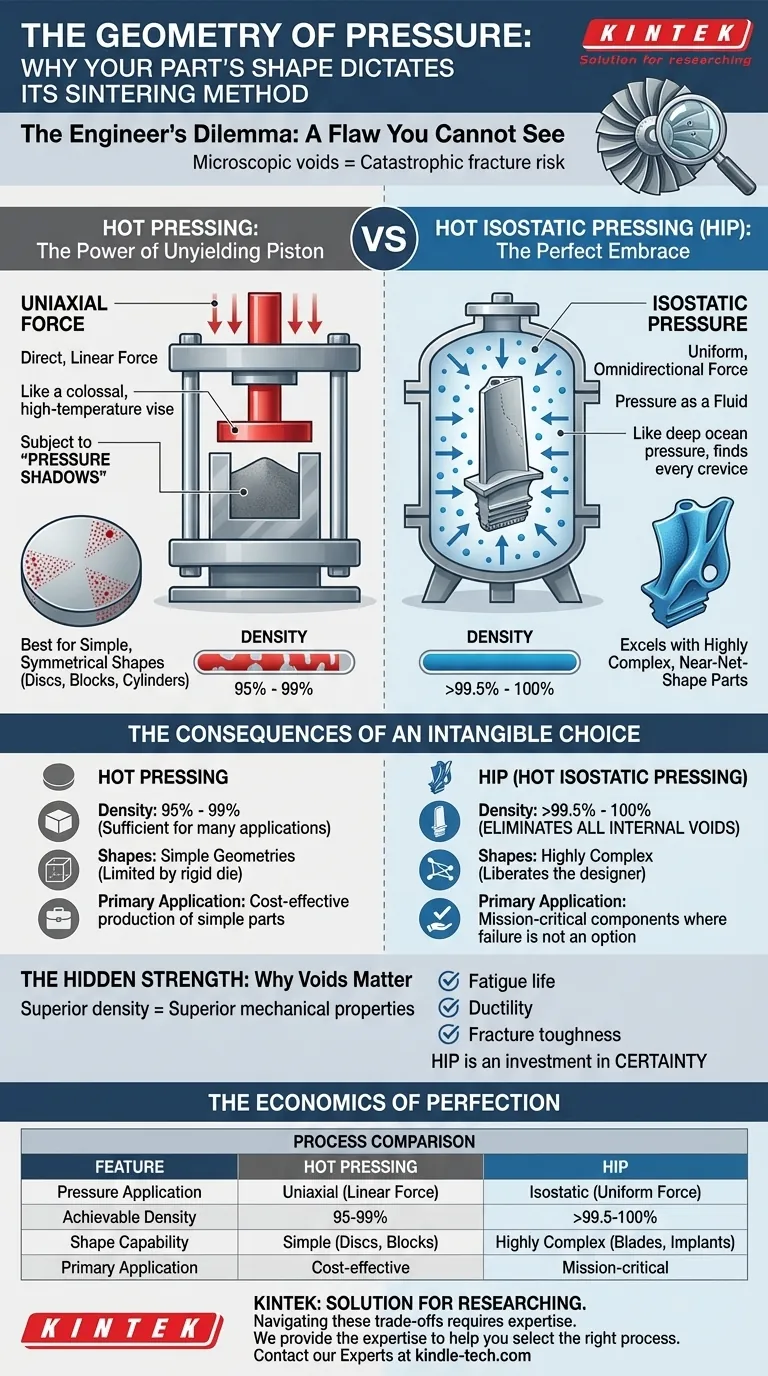
En este mundo, el fracaso no es una opción. Un solo vacío microscópico oculto en lo profundo del metal, un defecto que no puedes ver, puede convertirse en el punto de partida de una fractura catastrófica. Tu trabajo no es solo fabricar una pieza; es forjar la perfección. Es eliminar cada sombra de duda.
Esta búsqueda de la integridad del material nos lleva a una elección fundamental entre dos tecnologías potentes: el Prensado en Caliente y el Prensado Isostático en Caliente (HIP). La decisión no es meramente técnica; es una elección estratégica sobre el riesgo, el propósito y la geometría misma de las fuerzas que utilizamos para crear.
El pistón inflexible contra el abrazo perfecto
En esencia, la diferencia entre estos dos métodos es una historia de cómo se aplica la presión. Una es una fuerza directa y lineal. La otra es un abrazo uniforme y envolvente. Esta única distinción dicta todo lo que sigue, desde las formas que puedes crear hasta la confianza que puedes depositar en ellas.
Prensado en Caliente: El poder de la fuerza uniaxial
El prensado en caliente es bellamente sencillo. El polvo se coloca en una matriz, se calienta y se comprime con un punzón a lo largo de un solo eje. Es como un colosal tornillo de alta temperatura.
Este método es potente, rápido y económico. Sobresale en la consolidación de materiales en formas simples y simétricas: discos, bloques y cilindros.
Pero su fortaleza es también su limitación. Debido a que la fuerza es uniaxial, puede crear "sombras de presión". Las áreas que no están directamente alineadas con la fuerza pueden no consolidarse tan completamente, dejando porosidad residual. Es una herramienta que piensa en líneas rectas.
Prensado Isostático en Caliente: la presión como un fluido
El HIP opera sobre un principio de elegante sofisticación. El componente se coloca en una vasija de alta presión, que luego se calienta y se llena con un gas inerte como el argón.
Este gas actúa como un fluido, presionando la pieza con una presión isostática perfectamente uniforme desde todas las direcciones a la vez. Piense en la inmensa y aplastante presión en el fondo del océano: encuentra todas las superficies y todas las grietas por igual.
Esta fuerza omnidireccional es la magia del HIP. Colapsa los vacíos y poros internos sin distorsionar la geometría de la pieza, sin importar cuán compleja sea. Es el abrazo perfecto e impecable.
Las consecuencias de una elección intangible
La diferencia filosófica en la aplicación de la presión conduce a resultados del mundo real drásticamente diferentes. Sus requisitos de material lo dirigirán claramente hacia un camino.
El último 1%: una historia de densidad
- El prensado en caliente logra consistentemente altas densidades relativas, típicamente entre el 95% y el 99%. Para muchas aplicaciones, esto es más que suficiente.
- El prensado isostático en caliente logra de manera confiable >99.5% a 100% de densidad teórica. Elimina eficazmente todos los vacíos internos.
Ese último punto porcentual no es un detalle trivial. Es la diferencia entre "muy bueno" y "perfecto". Es donde reside el riesgo de falla inducida por defectos internos. Para un objetivo de pulverización, una densidad del 98% podría estar bien. Para un implante ortopédico, ese 2% restante de porosidad es un riesgo inaceptable.
De ladrillos a álabes: la dictadura de la geometría
El método que elija dicta las formas que puede crear.
- El prensado en caliente se limita a geometrías simples que se pueden expulsar fácilmente de una matriz rígida.
- El HIP sobresale con piezas de forma cercana a la neta altamente complejas. Debido a que la presión del gas se adapta perfectamente a cualquier superficie, puede densificar diseños intrincados que son imposibles de prensar uniaxialmente. Libera al diseñador de las limitaciones de la prensa.
La fuerza oculta: por qué importan los vacíos
Una densidad superior se traduce directamente en propiedades mecánicas superiores. Al eliminar los vacíos microscópicos que actúan como concentradores de tensión, el HIP mejora drásticamente el:
- Vida a fatiga
- Ductilidad
- Tenacidad a la fractura
Elegir HIP es una inversión en certeza. Está pagando una prima para eliminar la duda sobre la integridad interna del material.
La economía de la perfección
La perfección rara vez es barata. La decisión final a menudo se reduce a un equilibrio pragmático entre rendimiento, complejidad y costo.
El prensado en caliente es generalmente más rápido y rentable para la producción de alto volumen de formas simples. El equipo y las herramientas son menos complejos. El HIP, por el contrario, es un proceso por lotes más costoso con tiempos de ciclo más largos, pero ofrece un nivel de calidad que de otro modo sería inalcanzable.
| Característica | Prensado en Caliente | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Aplicación de Presión | Uniaxial (Fuerza desde una dirección) | Isostática (Presión uniforme desde todas las direcciones) |
| Densidad Alcanzable | 95% - 99% Teórica | >99.5% - 100% Teórica |
| Capacidad de Forma | Simple (Discos, Bloques, Cilindros) | Altamente Compleja (Álabes de turbina, Implantes médicos) |
| Aplicación Principal | Producción rentable de piezas simples | Componentes de misión crítica donde el fallo no es una opción |
Navegar por estos compromisos requiere no solo conocimiento, sino experiencia. Comprender los matices de la metalurgia de polvos, el diseño de matrices y la física de las vasijas a presión es fundamental. En KINTEK, no solo suministramos equipos de laboratorio; proporcionamos la experiencia para ayudarle a seleccionar el proceso adecuado para su material y aplicación específicos, asegurando que su proyecto se construya sobre una base de integridad.
Ya sea que esté prototipando armaduras cerámicas simples o desarrollando componentes aeroespaciales de próxima generación, nuestro equipo puede ayudarle a equipar su laboratorio para el éxito. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Prensa Hidráulica Calefactada con Placas Calefactadas, Prensa en Caliente Manual Dividida de Laboratorio
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Máquina de Prensa Hidráulica Calefactora Automática con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Máquina de prensa hidráulica con calentamiento y placas calientes para prensa en caliente de laboratorio con caja de vacío
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
Artículos relacionados
- Guía completa de máquinas de prensado en caliente
- Guía completa de prensa hidráulica en caliente: función, características y aplicaciones
- Elegir la prensa adecuada para las necesidades de su laboratorio
- Por qué sus piezas compuestas y de polímero siguen fallando: El secreto es el calor y la presión simultáneos
- Prensa Hidráulica en Caliente: Principios, componentes, características, ventajas y aplicaciones


















