
La Paradoja del Ingeniero
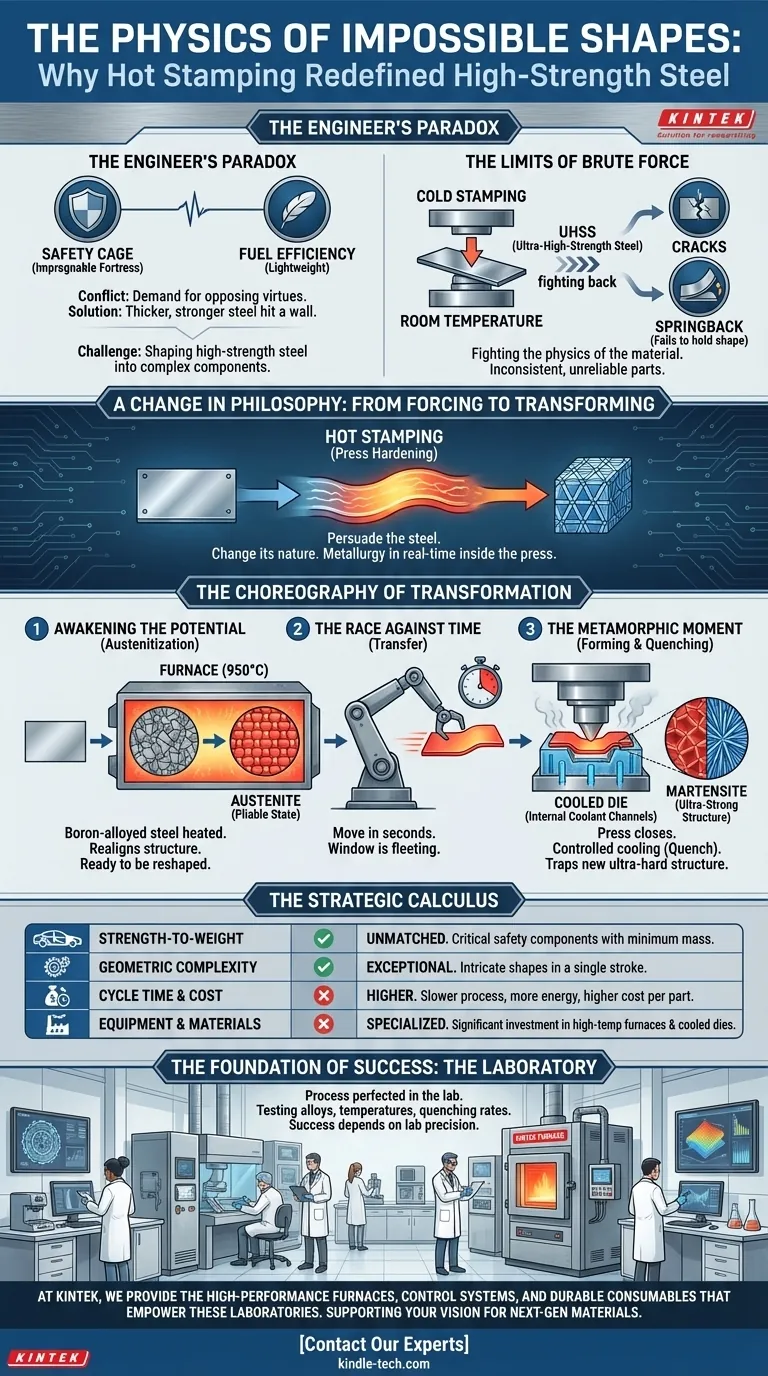
Cada ingeniero se enfrenta a un conflicto fundamental: la exigencia de virtudes opuestas en un solo objeto. En el diseño automotriz, esta paradoja es implacable. La jaula de seguridad de un automóvil debe ser una fortaleza inexpugnable para proteger a sus ocupantes, pero el automóvil en sí debe ser lo más ligero posible para lograr la eficiencia de combustible.
Durante décadas, la solución fue simplemente usar acero más grueso y resistente. Pero ese enfoque llegó a un límite. No se puede seguir añadiendo peso. El verdadero desafío no era solo hacer acero más resistente, sino dar forma a ese acero increíblemente resistente en los componentes complejos y precisos que requiere un vehículo moderno.
Los Límites de la Fuerza Bruta
La fabricación tradicional se basa en el estampado en frío. Se toma una lámina de acero a temperatura ambiente y se utiliza una fuerza inmensa para prensarla en una forma. Es rápido, eficiente y funciona maravillosamente para piezas estándar.
Pero cuando se intenta esto con acero de ultra alta resistencia (UHSS), el material se resiste. El acero es tan resistente a ser deformado que se agrieta bajo la tensión o, de forma más sutil, "recupera su forma", volviendo parcialmente a su forma plana original después de que la prensa se retira.
Esto no es solo un inconveniente menor; es un fallo fundamental del proceso. Las piezas son inconsistentes, poco fiables, y el diseño que perfeccionaste en el software se convierte en una imposibilidad física en la planta de producción. Estás luchando contra la física del material.
Un Cambio de Filosofía: De Forzar a Transformar
El estampado en caliente, o endurecimiento por prensa, nace de una filosofía diferente. En lugar de luchar contra el acero, lo persuades. Cambias su naturaleza por completo para lograr tu objetivo.
La idea central es simple pero profunda: calentar el acero hasta que se vuelva blando y maleable, darle forma con facilidad y luego fijar una estructura interna nueva y mucho más resistente durante el proceso de enfriamiento. No es solo conformar metal; es realizar metalurgia en tiempo real, dentro de la propia prensa.
La Coreografía de la Transformación
El proceso es un ballet preciso y de alto riesgo de calor, tiempo y presión. Cada paso es crítico para el resultado final.
Paso 1: Despertar el Potencial (Austenización)
Comienza con una lámina en blanco de acero especializado aleado con boro. No es acero común; está diseñado para responder a este tratamiento exacto. La lámina se introduce en un horno y se calienta a unos 950°C. A esta temperatura, su estructura cristalina interna se realinea en un estado uniforme y maleable llamado austenita. El acero ahora brilla al rojo vivo, su identidad de voluntad fuerte borrada, listo para ser remodelado.
Paso 2: La Carrera Contra el Tiempo (Transferencia)
Una vez completamente austenizada, la lámina debe trasladarse del horno a la prensa de estampado en cuestión de segundos. Esta es a menudo la tarea frenética y precisa de un brazo robótico. Demasiado lento, y la lámina se enfría, perdiendo su maleabilidad. La ventana de oportunidad es fugaz.
Paso 3: El Momento Metamórfico (Conformado y Templado)
Aquí es donde ocurre la magia. La prensa se cierra, dando forma a la lámina blanda. Pero el troquel en el que se prensa no es pasivo; está recorrido por canales internos que hacen circular refrigerante. A medida que se conforma la pieza, el troquel extrae calor simultáneamente y de forma rápida.
Este enfriamiento violento y controlado, el temple, es lo que transforma el acero. La estructura de austenita no tiene tiempo de revertir a su estado anterior. En cambio, queda atrapada, reformándose en una estructura cristalina increíblemente dura y en forma de aguja llamada martensita.
La pieza emerge de la prensa no solo conformada, sino fundamentalmente cambiada. Ahora es ultrarresistente, habiendo sufrido una metamorfosis completa.
El Cálculo Estratégico: Una Evaluación Sobria
Este elegante proceso no es una solución universal. Es una herramienta especializada para un trabajo específico y exigente. La decisión de utilizarlo es estratégica, equilibrando sus poderosas ventajas frente a sus costos inherentes.
| Aspecto | Análisis |
|---|---|
| Resistencia-Peso | Inigualable. Crea piezas para componentes de seguridad críticos (pilares A/B, largueros del techo) que brindan máxima protección con mínima masa. |
| Complejidad Geométrica | Excepcional. Permite a los diseñadores crear formas intrincadas en una sola operación, consolidando múltiples piezas más simples en una sola. |
| Tiempo de Ciclo y Costo | Mayor. La etapa de calentamiento hace que el proceso sea más lento y más intensivo en energía que el estampado en frío, aumentando el costo por pieza. |
| Equipamiento y Materiales | Especializado. Requiere una inversión de capital significativa en hornos de alta temperatura y troqueles de prensa complejos con refrigeración interna. |
La Base del Éxito: El Laboratorio
Antes de que se estampe una sola pieza en una línea de producción multimillonaria, todo el proceso nace, se prueba y se perfecciona en el laboratorio de ciencia de materiales. Aquí es donde ocurre el verdadero trabajo.
Los ingenieros del laboratorio prueban meticulosamente nuevas aleaciones de acero al boro, determinando la temperatura y el tiempo exactos necesarios para lograr la austenización completa. Realizan simulaciones y pruebas a pequeña escala para perfeccionar las tasas de temple, sabiendo que un enfriamiento demasiado rápido puede causar fragilidad, mientras que un enfriamiento demasiado lento no logrará la resistencia deseada.
Aquí es donde un horno de alta temperatura no es solo un calentador, sino un instrumento de descubrimiento. Donde los sistemas de control de temperatura no son solo para la regulación, sino para garantizar la repetibilidad absoluta que exige la producción a escala industrial. El éxito de la planta de producción es un reflejo directo de la precisión y fiabilidad del equipo de laboratorio que desarrolló el proceso.
En KINTEK, proporcionamos los hornos de alto rendimiento, los sistemas de control y los consumibles duraderos que permiten a estos laboratorios superar los límites de la ciencia de materiales. Perfeccionar un proceso tan exigente como el estampado en caliente requiere equipos en los que se pueda confiar implícitamente.
Si está desarrollando la próxima generación de materiales de alta resistencia y procesos de fabricación, tenemos las herramientas para respaldar su visión. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Máquina automática de prensa térmica de laboratorio
- Máquina de Prensa Hidráulica Calefactora Automática con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Prensa Hidráulica Calefactada con Placas Calefactadas, Prensa en Caliente Manual Dividida de Laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Hidráulica Manual Calentada con Placas Calentadas para Prensa en Caliente de Laboratorio
Artículos relacionados
- # Revelando el mundo de las prensas de laboratorio calentadas: una guía completa
- Cómo elegir una prensa caliente de laboratorio
- Comprensión de las características y funciones de la prensa de laboratorio
- Una guía detallada sobre prensas de laboratorio y producción de pellets de KBr
- Cómo prevenir defectos superficiales en prensas de laboratorio


















