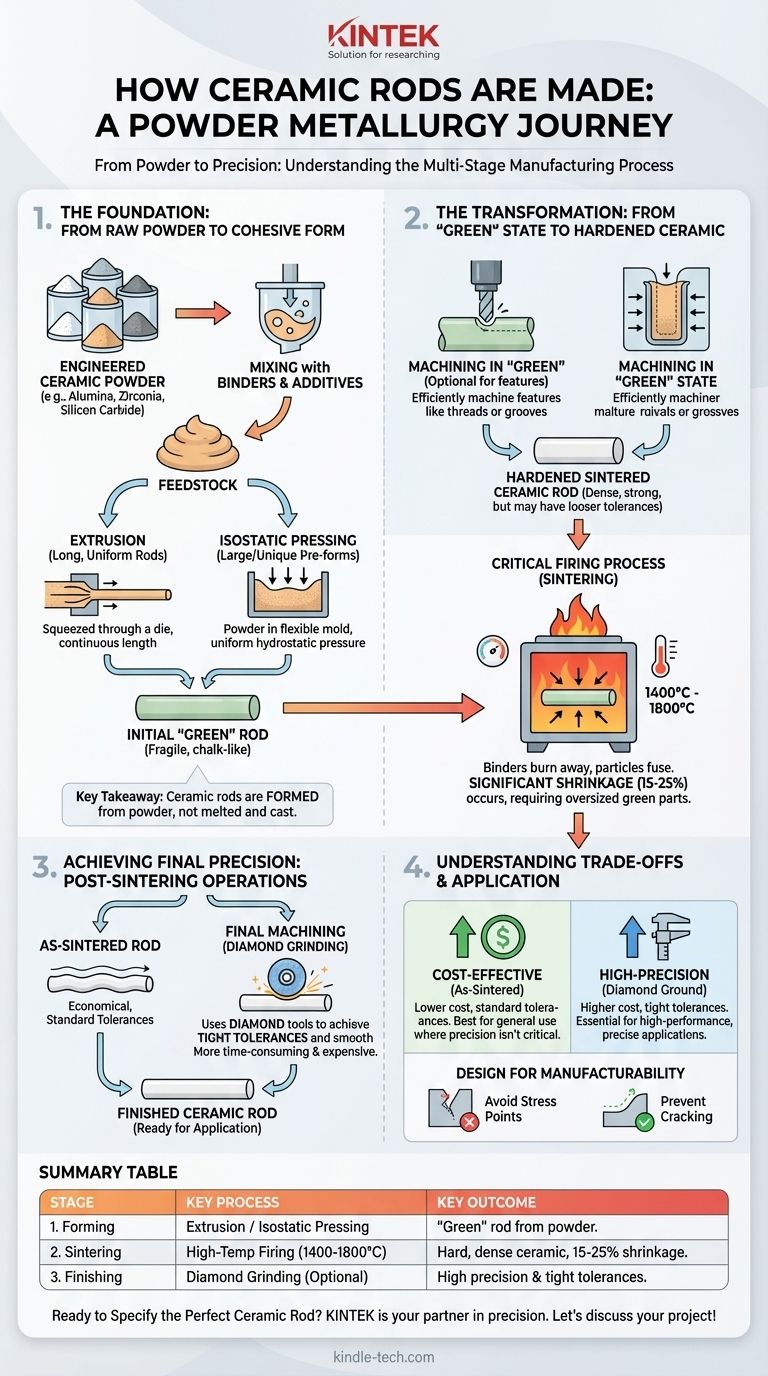
En esencia, la fabricación de una varilla cerámica es un proceso de varias etapas de pulvimetalurgia. Comienza mezclando polvos cerámicos finos con aglutinantes para formar una masa maleable, que luego se moldea, se calienta a temperaturas extremas en un proceso llamado sinterización para fusionar las partículas, y a menudo se termina con un rectificado de precisión para cumplir con las especificaciones finales.
La clave es que las varillas cerámicas no se funden y moldean como el metal; se forman a partir de un polvo y se cuecen. Esta diferencia fundamental explica sus propiedades únicas, incluida la estabilidad a altas temperaturas, la dureza extrema, la fragilidad inherente y los desafíos de fabricación relacionados con la contracción y la tolerancia dimensional.

La base: del polvo crudo a la forma cohesiva
Las propiedades finales de una varilla cerámica se determinan mucho antes de que entre en un horno. El proceso comienza con la cuidadosa selección y preparación de las materias primas.
Comenzando con los ingredientes correctos
El proceso comienza con un polvo cerámico de alta pureza y diseñado, como alúmina (óxido de aluminio), circonia (dióxido de circonio) o carburo de silicio. El tamaño de las partículas, la distribución y la pureza de este polvo inicial son variables críticas que influyen directamente en la densidad, la resistencia y la calidad final de la varilla.
Creación de una masa maleable
El polvo seco se mezcla con varios aditivos orgánicos, incluido un aglutinante para mantener las partículas unidas, un plastificante para la flexibilidad y otros agentes. Esto transforma el polvo en una consistencia uniforme, similar a una masa, conocida como materia prima, que es esencial para el proceso de conformado.
Los dos métodos de conformado principales
Una vez preparada la materia prima, debe moldearse en su forma inicial de "varilla". Los dos métodos más comunes son la extrusión y el prensado isostático.
- Extusión: Para producir varillas largas con una sección transversal uniforme, la extrusión es el método más eficiente. La materia prima se fuerza a través de un orificio de matriz, similar a exprimir pasta de dientes de un tubo, para crear una longitud continua de la forma deseada.
- Prensado isostático: Para varillas de mayor diámetro o preformas únicas, se utiliza el Prensado Isostático en Frío (CIP). El polvo cerámico (con aglutinantes mínimos) se coloca en un molde flexible, que luego se somete a una presión hidrostática inmensa y uniforme. Esto compacta el polvo en una preforma sólida y densa.
La transformación: del estado "verde" a la cerámica endurecida
La varilla formada aún no es una cerámica verdadera. Existe en una condición frágil, similar a la tiza, conocida como el estado "verde". Los siguientes pasos transforman esta pieza verde en una cerámica técnica dura y densa.
Mecanizado en estado "verde"
Si la varilla final requiere características como roscas, escalones o ranuras, es mucho más eficiente y económico mecanizarlas mientras la pieza aún se encuentra en su estado blando y verde. Esto se hace utilizando herramientas convencionales, aunque se requiere mucho cuidado debido a la naturaleza frágil del material.
El proceso crítico de cocción (sinterización)
Este es el paso más crucial. La pieza verde se coloca en un horno de alta temperatura y se calienta a una temperatura precisa, típicamente entre 1400 °C y 1800 °C. Esta temperatura está por debajo del punto de fusión del material.
Durante la sinterización, los aglutinantes se queman y las partículas cerámicas se fusionan en sus puntos de contacto. La pieza se densifica, eliminando la porosidad y transformándose en un componente extremadamente duro y resistente.
El desafío de la contracción
Una característica definitoria de la sinterización es la contracción. A medida que la pieza se densifica, se contrae significativamente y de manera uniforme, a menudo entre un 15% y un 25%. Los ingenieros deben calcular y compensar con precisión esta contracción haciendo que la pieza verde sea de gran tamaño. La contracción impredecible es una razón principal por la que las piezas sinterizadas tienen tolerancias dimensionales más holgadas.
Lograr la precisión final: operaciones posteriores a la sinterización
Si bien la sinterización crea la dureza y las propiedades térmicas deseadas, rara vez produce una pieza con una precisión dimensional perfecta.
Por qué es necesario el mecanizado final
Una ligera deformación o variaciones dimensionales del proceso de sinterización significan que las varillas cocidas pueden no cumplir con las tolerancias estrictas requeridas para muchas aplicaciones técnicas. Para lograr una alta precisión, es necesaria una etapa final de mecanizado.
El arte del rectificado con diamante
Una vez cocida, la cerámica es uno de los materiales más duros disponibles. Solo puede mecanizarse eficazmente con un material aún más duro: el diamante.
El mecanizado posterior a la sinterización implica un rectificado con diamante lento y preciso. Este proceso puede lograr tolerancias extremadamente ajustadas y acabados superficiales muy lisos, pero es significativamente más lento y costoso que el mecanizado en verde.
Comprendiendo las compensaciones
El proceso de fabricación influye directamente en los costos y las compensaciones de rendimiento que debe considerar al especificar una varilla cerámica.
Costo vs. Precisión
Existe una relación directa y pronunciada entre la tolerancia y el costo. Una varilla "sinterizada" con tolerancias estándar es la opción más económica. Requerir un rectificado con diamante posterior a la sinterización para lograr una tolerancia ajustada puede multiplicar fácilmente el costo final de la pieza.
Fragilidad inherente
El proceso basado en polvo puede dejar poros microscópicos o límites de grano dentro del material. Estas pequeñas e inevitables imperfecciones actúan como puntos de concentración de tensión, que es la razón fundamental por la que las cerámicas son frágiles y fallan repentinamente bajo cargas de tracción o impacto, a diferencia de los metales dúctiles.
Diseño para la Fabricabilidad (DFM)
Comprender este proceso permite un mejor diseño. Evite las esquinas internas afiladas, que crean puntos de tensión. Diseñe con cambios graduales de espesor para evitar el agrietamiento durante la sinterización. Lo más importante, especifique tolerancias estrictas solo donde sean funcionalmente requeridas para controlar los costos.
Cómo aplicar esto a su proyecto
Su elección de especificaciones de fabricación debe estar impulsada completamente por los requisitos de su aplicación.
- Si su enfoque principal es la rentabilidad para uso general: Especifique una varilla extruida y "sinterizada" y diseñe su conjunto para adaptarse a las tolerancias dimensionales estándar.
- Si su enfoque principal es la alta precisión y las tolerancias ajustadas: Debe especificar el rectificado con diamante posterior a la sinterización, y su presupuesto debe reflejar el aumento significativo en el costo y el tiempo de entrega.
- Si su enfoque principal es la geometría compleja (roscas, ranuras): Asegúrese de que estas características se especifiquen para el "mecanizado en verde" para minimizar el costo, pero trabaje con el fabricante para tener en cuenta adecuadamente la contracción por sinterización en su diseño.
Al comprender cómo se fabrica una varilla cerámica, puede tomar decisiones de diseño más inteligentes, redactar especificaciones más efectivas y predecir mejor el rendimiento de su componente final.
Tabla resumen:
| Etapa de fabricación | Proceso clave | Resultado clave |
|---|---|---|
| 1. Conformado | Extrusión o Prensado Isostático | Crea la forma inicial de la varilla "verde" a partir de la materia prima en polvo. |
| 2. Sinterización | Cocción a alta temperatura (1400°C - 1800°C) | Fusiona las partículas, creando una cerámica dura y densa (15-25% de contracción). |
| 3. Acabado | Rectificado con diamante (si es necesario) | Logra las dimensiones finales de alta precisión y tolerancias ajustadas. |
| Compensación clave | Sinterizado vs. Rectificado | Rentable vs. Alta precisión |
¿Listo para especificar la varilla cerámica perfecta para su aplicación?
Comprender el proceso de fabricación es el primer paso para seleccionar el componente adecuado. Ya sea que necesite una varilla sinterizada rentable o un componente rectificado de alta precisión, KINTEK es su socio en precisión.
Nos especializamos en el suministro de equipos y consumibles de laboratorio, incluidos componentes cerámicos de alto rendimiento adaptados a sus necesidades exactas. Nuestros expertos pueden ayudarle a navegar por las compensaciones entre costo y precisión para garantizar un rendimiento óptimo para su aplicación específica, desde sistemas de gestión térmica hasta entornos de alto desgaste.
Discutamos los requisitos de su proyecto y encontremos la solución de fabricación más eficiente.
¡Contacte hoy mismo a nuestros expertos en cerámica para una consulta!
Guía Visual
Productos relacionados
- Barra de cerámica de circonio estabilizado de itrio mecanizada de precisión para la ingeniería de cerámicas finas avanzadas
- Varilla de cerámica de alúmina fina avanzada de ingeniería Al2O3 aislada para aplicaciones industriales
- Varilla de cerámica de nitruro de boro (BN) para aplicaciones a alta temperatura
- Crisol de alúmina Al2O3 de cerámica fina avanzada para ingeniería con tapa, crisol cilíndrico de laboratorio
- Crisol cerámico de alúmina Al2O3 en forma de barca semicircular con tapa para ingeniería de cerámica fina avanzada
La gente también pregunta
- ¿Cuál es el propósito de añadir itria a la zirconia? Domina la estabilidad y resistencia de las cerámicas de alto rendimiento
- ¿Cuáles son las aplicaciones útiles de la cerámica? Desbloquee soluciones de alto rendimiento para su industria
- ¿Por qué se utiliza la zirconia estabilizada con itria (YSZ) como medio de molienda para NaSICON? Garantiza la pureza y la eficiencia de la molienda
- ¿Qué tipo de zirconia se utiliza más comúnmente en odontología? Elija entre Resistencia y Estética
- ¿Qué industria utiliza cerámica? Descubra el papel fundamental de la cerámica avanzada en la tecnología moderna







