En esencia, el prensado isostático es un proceso de fabricación que utiliza un fluido para aplicar una presión perfectamente uniforme a un material en polvo desde todas las direcciones. Al encerrar el polvo en un molde flexible y sumergirlo en un líquido o gas presurizado, el proceso compacta el material en una forma sólida y de alta densidad sin las limitaciones del prensado tradicional unidireccional.
La idea clave es que el prensado isostático aprovecha un principio fundamental de la dinámica de fluidos: que la presión en un fluido se ejerce por igual en todas las direcciones. Esto le permite crear piezas complejas con una densidad y resistencia excepcionalmente consistentes, algo que los métodos de prensado convencionales tienen dificultades para lograr.

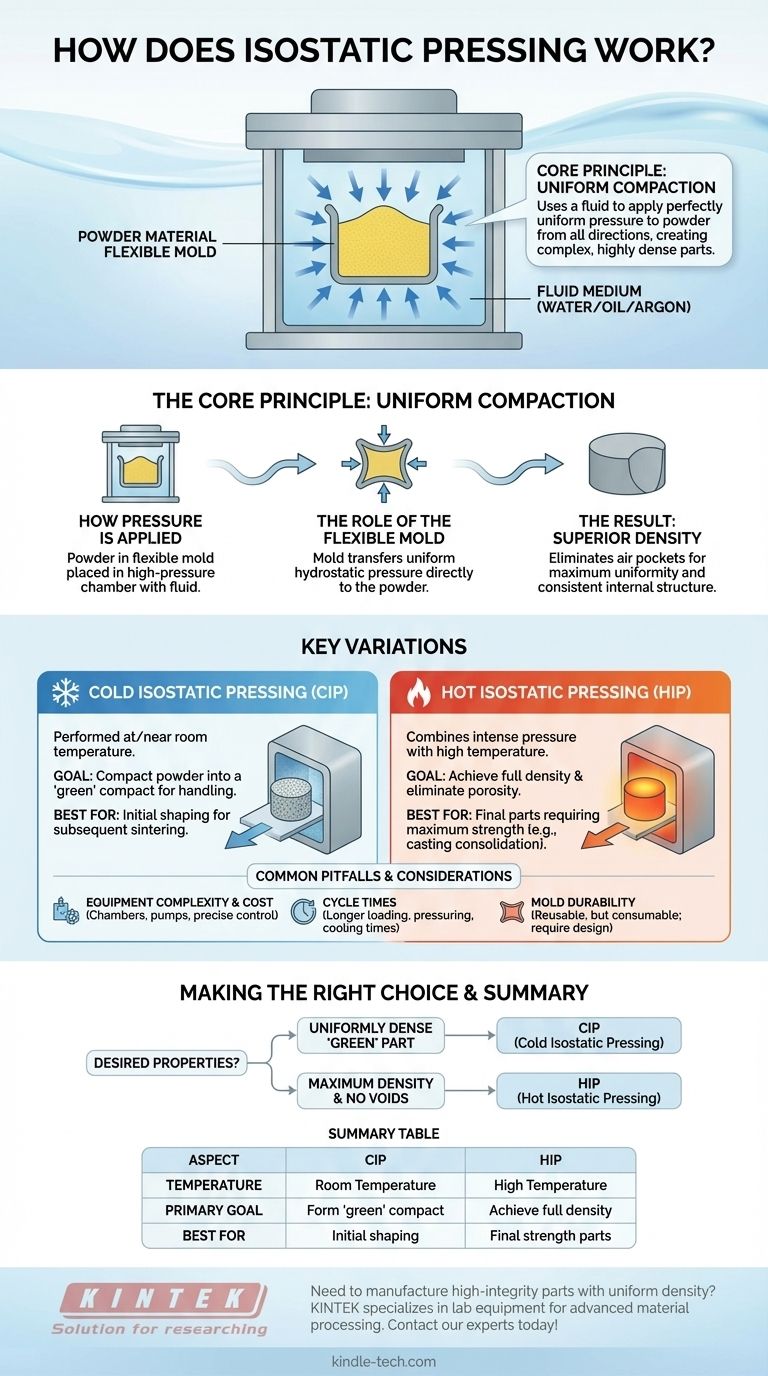
El principio fundamental: compactación uniforme
El prensado isostático es fundamentalmente diferente de los métodos convencionales que utilizan un pistón para aplicar fuerza a lo largo de un solo eje. Este enfoque único, desde todos los lados, es lo que le otorga al proceso sus ventajas clave.
Cómo se aplica la presión
El proceso comienza colocando un material en polvo, como metal o cerámica, en un recipiente o molde flexible sellado hecho de caucho o plástico. Este recipiente se coloca luego dentro de una cámara de alta presión llena con un medio fluido, típicamente agua, aceite o un gas inerte como el argón. Cuando la cámara se presuriza, el fluido transmite esa presión uniformemente sobre cada superficie del molde flexible.
El papel del molde flexible
El molde flexible es el componente clave que transfiere la presión hidrostática uniforme del fluido directamente al polvo del interior. Debido a que la presión es igual en todas partes de la superficie del molde, el polvo se compacta con la misma fuerza desde todas las direcciones simultáneamente.
El resultado: densidad y microestructura superiores
Esta compactación uniforme expulsa las bolsas de aire y los huecos entre las partículas de polvo de manera mucho más efectiva que el prensado uniaxial. El resultado final es un producto con la máxima uniformidad de densidad y una estructura interna consistente en toda la pieza, independientemente de su forma o complejidad.
Variaciones clave del proceso
El término "prensado isostático" generalmente se refiere a dos técnicas distintas pero relacionadas: Prensado Isostático en Frío (CIP) y Prensado Isostático en Caliente (HIP).
Prensado Isostático en Frío (CIP)
El CIP se realiza a temperatura ambiente o cerca de ella. Su propósito principal es compactar polvos en una forma sólida, a menudo llamada compactado "en verde". Esta pieza inicial tiene buena resistencia para su manipulación, pero requiere un proceso de calentamiento posterior (sinterización) para lograr sus propiedades finales de densidad completa.
Prensado Isostático en Caliente (HIP)
El HIP combina presión intensa con altas temperaturas, a menudo en una cámara llena de gas argón inerte. Este proceso se utiliza para consolidar polvos en un producto final completamente denso en un solo paso o para eliminar cualquier porosidad interna restante en piezas fabricadas por otros métodos, como la fundición o la impresión 3D. La combinación de calor y presión mejora significativamente las propiedades del material.
Inconvenientes y consideraciones comunes
Aunque potente, el prensado isostático implica compensaciones específicas que son importantes de entender.
Complejidad y costo del equipo
La necesidad de cámaras de alta presión, bombas y, en el caso del HIP, sofisticados sistemas de calefacción y control, hace que el equipo sea más complejo y costoso que las prensas mecánicas tradicionales. Los parámetros del proceso (temperatura, presión y tiempo) deben ser monitoreados y controlados con precisión por computadoras.
Tiempos de ciclo
El proceso de carga de la cámara, presurización, mantenimiento, despresurización y enfriamiento puede resultar en tiempos de ciclo más largos en comparación con métodos más rápidos como la compactación por troquel. Esto lo hace más adecuado para componentes de alto valor donde las propiedades del material son la principal preocupación por encima de la velocidad de producción en masa.
Durabilidad del molde
Los moldes flexibles están sujetos a presiones inmensas y deben diseñarse cuidadosamente. Aunque son reutilizables, son elementos consumibles que eventualmente se desgastarán y requerirán reemplazo, lo que aumenta el costo operativo del proceso.
Tomar la decisión correcta para su objetivo
La selección del proceso isostático correcto depende completamente de las propiedades deseadas del componente final.
- Si su objetivo principal es crear una pieza "en verde" de densidad uniforme para una sinterización posterior: El Prensado Isostático en Frío (CIP) es la opción más eficaz y económica.
- Si su objetivo principal es lograr la máxima densidad y eliminar todos los huecos internos en un componente terminado: El Prensado Isostático en Caliente (HIP) es el proceso necesario para lograr propiedades mecánicas superiores.
En última instancia, el prensado isostático proporciona una solución potente para la fabricación de piezas donde la integridad interna y la resistencia uniforme son primordiales.
Tabla resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Temperatura | Temperatura ambiente | Alta temperatura |
| Objetivo principal | Formar un compactado 'en verde' para sinterización | Lograr densidad completa y eliminar porosidad |
| Mejor para | Conformado inicial con densidad uniforme | Piezas finales que requieren máxima resistencia |
¿Necesita fabricar piezas de alta integridad con densidad uniforme? KINTEK se especializa en equipos de laboratorio y consumibles para el procesamiento avanzado de materiales. Nuestra experiencia en soluciones de prensado isostático puede ayudarle a lograr propiedades de material superiores para sus aplicaciones más exigentes. Contacte a nuestros expertos hoy para discutir cómo podemos apoyar las necesidades específicas de su laboratorio.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Cuál es el proceso de prensado isostático? Lograr densidad uniforme y formas complejas
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Por qué el uso de una prensa isostática para cuerpos verdes de LSGM conduce a una reducción de la temperatura de sinterización? Aumento de la densidad
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales

















