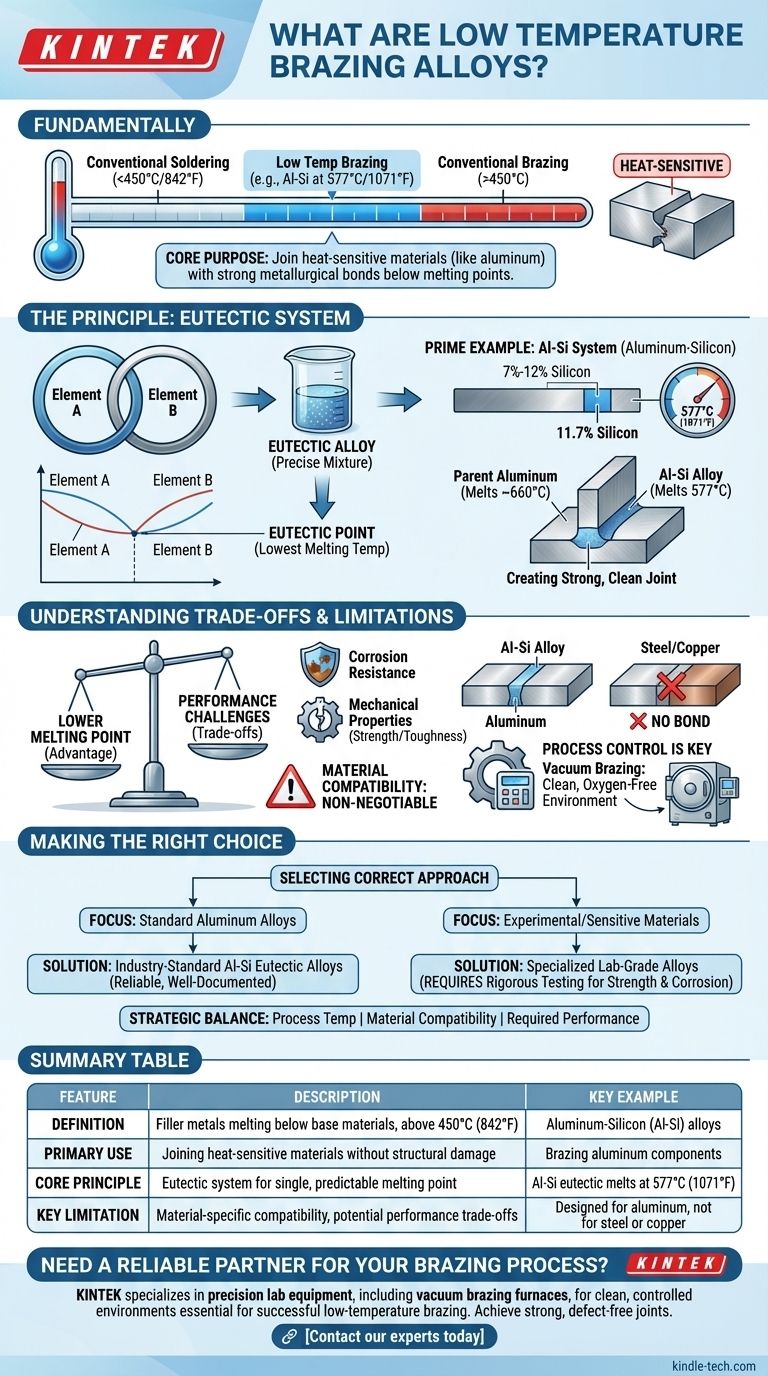
Fundamentalmente, las aleaciones de soldadura fuerte a baja temperatura son metales de aporte especializados diseñados para crear uniones fuertes entre materiales sin exponerlos a un calor alto y dañino. Estas aleaciones se funden a una temperatura significativamente más baja que los materiales base que se unen, pero aún por encima del umbral convencional de 450 °C (842 °F) que separa la soldadura fuerte (brazing) de la soldadura blanda (soldering).
El propósito central de una aleación de soldadura fuerte a baja temperatura es permitir la unión de materiales sensibles al calor, como las aleaciones de aluminio, creando un enlace metalúrgico robusto muy por debajo de su punto de fusión. La clave es lograr esta ventaja de baja temperatura sin comprometer la resistencia o la resistencia a la corrosión de la unión final.

El Principio Detrás de las Aleaciones de Baja Temperatura
La efectividad de estas aleaciones no es magia; está arraigada en un principio metalúrgico específico conocido como sistema eutéctico. Comprender este concepto es clave para entender por qué funcionan tan bien para aplicaciones específicas.
¿Qué es una Aleación Eutéctica?
Una aleación eutéctica es una mezcla precisa de dos o más elementos que tiene un punto de fusión más bajo que cualquier otra mezcla de esos mismos elementos.
Cuando se combinan en esta proporción exacta, los elementos se funden y solidifican a una única y nítida temperatura, comportándose casi como una sustancia pura. Este comportamiento de fusión predecible es ideal para un proceso de soldadura fuerte controlado.
El Sistema Al-Si: Un Ejemplo Principal
Las aleaciones de soldadura fuerte a baja temperatura más frecuentes se basan en el sistema aluminio-silicio (Al-Si). Estas aleaciones contienen típicamente entre un 7% y un 12% de silicio.
El punto eutéctico para este sistema se produce con un 11.7% de silicio, lo que crea una aleación que se funde a un preciso 577 °C (1071 °F). Este es el estándar para soldar muchas aleaciones de aluminio comunes.
Por Qué Esto es Importante para el Aluminio
La mayoría de las aleaciones de aluminio se funden a temperaturas alrededor de 660 °C (1220 °F). El punto de fusión más bajo de la aleación eutéctica Al-Si de 577 °C crea una ventana de temperatura crucial.
Esta ventana permite al fabricante calentar un conjunto hasta que la aleación de soldadura fuerte se funda y fluya hacia la unión, mientras que los componentes de aluminio base permanecen sólidos y estructuralmente intactos. Este proceso crea una unión fuerte y limpia con una excelente consistencia de color.
Comprender las Compensaciones y Limitaciones
Aunque son extremadamente útiles, las aleaciones de soldadura fuerte a baja temperatura no son una solución universal. Su naturaleza especializada conlleva consideraciones específicas que son críticas para el éxito en un entorno industrial.
El Desafío del Rendimiento
Aunque las aleaciones Al-Si estándar están probadas y son fiables, las aleaciones de baja temperatura más avanzadas desarrolladas en laboratorios a menudo tienen dificultades para satisfacer las demandas industriales.
Estas aleaciones experimentales pueden ofrecer un punto de fusión aún más bajo, pero pueden quedarse cortas en resistencia a la corrosión y propiedades mecánicas como la tenacidad y la resistencia, lo que las hace inadecuadas para muchas aplicaciones comerciales.
La Compatibilidad de Materiales es Innegociable
Las aleaciones de baja temperatura están diseñadas para familias específicas de materiales base. Una aleación de soldadura fuerte Al-Si está diseñada exclusivamente para unir aluminio.
Usarla en otros metales, como acero o cobre, no funcionará porque no se producirán las interacciones metalúrgicas necesarias. La aleación debe ser compatible con los materiales base.
El Control del Proceso es Clave
Lograr una soldadura fuerte exitosa requiere más que solo la aleación correcta. El proceso en sí es fundamental.
A menudo se utilizan técnicas como la soldadura fuerte al vacío (vacuum brazing) para garantizar un entorno limpio y libre de oxígeno. Esto evita la oxidación de las superficies de aluminio, lo que de otro modo inhibiría el flujo de la aleación de soldadura fuerte y resultaría en una unión débil o fallida.
Tomar la Decisión Correcta para su Aplicación
Seleccionar el enfoque correcto depende totalmente de los materiales con los que esté trabajando y de los requisitos de rendimiento del producto final.
- Si su enfoque principal es unir aleaciones de aluminio estándar: Las aleaciones de soldadura fuerte eutécticas Al-Si estándar de la industria son la opción más fiable y bien documentada.
- Si su enfoque principal es unir materiales experimentales o altamente sensibles: Es posible que deba investigar aleaciones especializadas de grado de laboratorio, pero debe presupuestar pruebas rigurosas para validar su resistencia mecánica y resistencia a la corrosión.
En última instancia, seleccionar la aleación de soldadura fuerte a baja temperatura correcta es un equilibrio estratégico entre la temperatura del proceso, la compatibilidad del material y el rendimiento requerido de la unión final.
Tabla de Resumen:
| Característica | Descripción | Ejemplo Clave |
|---|---|---|
| Definición | Metales de aporte que se funden por debajo de los materiales base pero por encima de 450 °C (842 °F) | Aleaciones de Aluminio-Silicio (Al-Si) |
| Uso Principal | Unión de materiales sensibles al calor sin daños estructurales | Soldadura fuerte de componentes de aluminio |
| Principio Central | Sistema eutéctico para un punto de fusión único y predecible | El eutéctico Al-Si se funde a 577 °C (1071 °F) |
| Limitación Clave | Compatibilidad específica del material y posibles compensaciones en resistencia/corrosión | Diseñado para aluminio, no para acero o cobre |
¿Necesita un socio fiable para su proceso de soldadura fuerte?
El equipo adecuado es tan crítico como la aleación correcta. KINTEK se especializa en equipos de laboratorio de precisión, incluidos hornos de soldadura fuerte al vacío, que proporcionan el entorno limpio y controlado esencial para una soldadura fuerte a baja temperatura exitosa. Ya sea que trabaje con aleaciones de aluminio estándar o materiales avanzados, nuestras soluciones le ayudan a lograr uniones fuertes y sin defectos.
Póngase en contacto con nuestros expertos hoy mismo para analizar cómo podemos apoyar sus necesidades específicas de laboratorio y producción.
Guía Visual
Productos relacionados
- Polvo de Granulación de Alúmina Avanzada de Cerámica Fina de Ingeniería para Baja Temperatura
- Congelador Vertical de Ultra Baja Temperatura Avanzado 408L para la Preservación Crítica de Materiales de Investigación
- Congelador esencial de laboratorio de temperatura ultrabaja de 608 L para la preservación crítica de muestras
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
- Congelador de Ultra Baja Temperatura de Precisión 308L para Aplicaciones de Laboratorio
La gente también pregunta
- ¿Cuál es el calor específico de la alúmina? Está en un rango de 451 a 955 J/kg·K
- ¿Qué se entiende por polvo cerámico? El plano de ingeniería para cerámicas avanzadas
- ¿Cómo se fabrica la cerámica de alúmina? Una guía sobre los métodos de fabricación y las propiedades del material
- ¿Cuál es la cerámica industrial más común? Descubra por qué la alúmina domina innumerables aplicaciones
- ¿Por qué es necesario aplicar polvo de alúmina a los moldes de grafito para TiC10/Cu-Al2O3? Garantiza una liberación suave.












