En resumen, el prensado isostático proporciona una calidad superior del material y flexibilidad de diseño. Sus principales ventajas son la capacidad de crear piezas con una densidad y resistencia altamente uniformes en todas las direcciones, y de formar formas complejas que son imposibles de fabricar con los métodos tradicionales de prensado uniaxial.
Los métodos tradicionales de compactación de polvos introducen debilidades internas y limitan la libertad de diseño. El prensado isostático supera estas limitaciones fundamentales aplicando presión por igual desde todas las direcciones, lo que resulta en una integridad superior del material y una mayor flexibilidad geométrica.

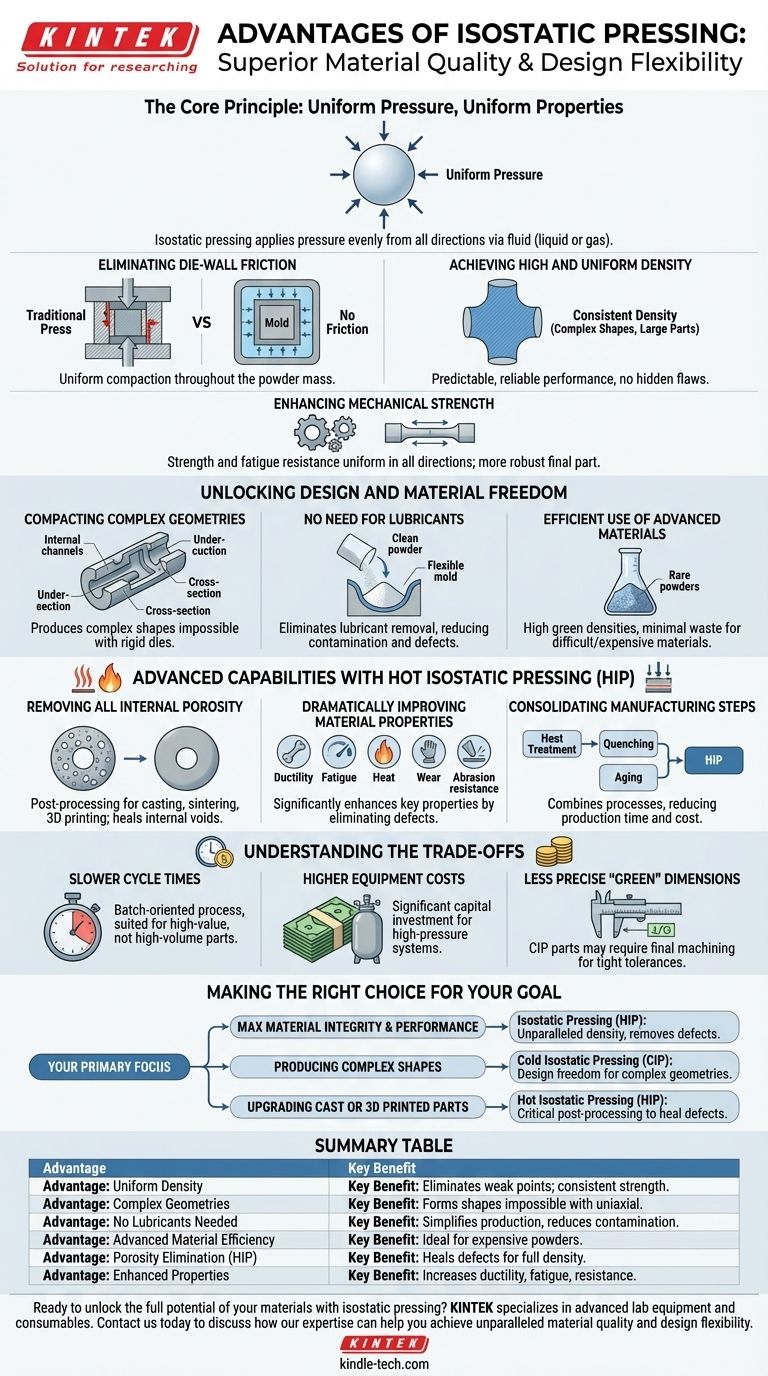
El Principio Fundamental: Presión Uniforme, Propiedades Uniformes
El prensado isostático cambia fundamentalmente la forma en que se aplican las fuerzas de compactación. En lugar de un punzón de un solo eje, utiliza un fluido —ya sea líquido (Prensado Isostático en Frío) o gas (Prensado Isostático en Caliente)— para ejercer presión uniformemente sobre toda la superficie de la pieza.
Eliminación de la Fricción en la Pared del Molde
En el prensado uniaxial convencional, la fricción entre el polvo y las paredes rígidas del molde impide que la presión se transmita de manera uniforme. Esta es una causa principal de variaciones de densidad y puntos débiles.
El prensado isostático elimina por completo la fricción en la pared del molde, permitiendo que la presión de compactación se aplique uniformemente en toda la masa de polvo.
Lograr una Densidad Alta y Uniforme
El resultado directo de la presión uniforme es una pieza con una densidad excepcionalmente uniforme. Esto es cierto incluso para piezas con formas complejas o grandes relaciones altura-diámetro, que son notoriamente difíciles de lograr con otros métodos.
Esta uniformidad garantiza un rendimiento predecible y fiable sin defectos internos ocultos.
Mejora de la Resistencia Mecánica
Debido a que la densidad es consistente en todo el componente, las propiedades mecánicas resultantes, como la resistencia y la resistencia a la fatiga, también son uniformes en todas las direcciones.
No se introducen planos débiles inherentes ni tensiones internas durante el proceso de compactación, lo que lleva a una pieza final más robusta.
Desbloqueando la Libertad de Diseño y Materiales
El uso de un molde flexible y presión fluida elimina muchas de las restricciones impuestas por los moldes metálicos rígidos, abriendo nuevas posibilidades para ingenieros y diseñadores.
Compactación de Geometrías Complejas
El prensado isostático sobresale en la producción de formas algo complejas que no pueden ser expulsadas de una cavidad de molde rígida. Esto incluye piezas con socavados, secciones transversales variables o cavidades internas.
No se Necesitan Lubricantes
El proceso compacta el polvo de manera efectiva sin la necesidad de lubricantes mezclados. Esto simplifica la producción al eliminar el paso de eliminación de lubricantes (quemado) requerido en otros métodos, que puede ser una fuente de contaminación o defectos.
Uso Eficiente de Materiales Avanzados
Este método es altamente efectivo para materiales difíciles de compactar o caros. Logra altas densidades en verde con una utilización excepcional del material, minimizando el desperdicio de polvos valiosos.
Capacidades Avanzadas con el Prensado Isostático en Caliente (HIP)
El Prensado Isostático en Caliente (HIP) combina una inmensa presión con alta temperatura, transformándolo en una poderosa herramienta no solo para formar piezas, sino para perfeccionarlas.
Eliminación de Toda la Porosidad Interna
El HIP se utiliza como un paso de post-procesamiento para eliminar completamente la porosidad en componentes fabricados por fundición, sinterización o fabricación aditiva (impresión 3D).
Cura eficazmente los vacíos internos y remedia problemas como la mala adhesión de capas en piezas impresas en 3D, creando una microestructura completamente densa y uniforme.
Mejora Drástica de las Propiedades del Material
Al eliminar los defectos internos, el HIP mejora significativamente las propiedades clave del material. El proceso ha demostrado aumentar la ductilidad, la resistencia a la fatiga y la resistencia al calor, al desgaste y a la abrasión de una pieza.
Consolidación de Pasos de Fabricación
Para ciertos materiales, el ciclo HIP puede diseñarse para combinar procesos de tratamiento térmico, enfriamiento y envejecimiento en una única operación eficiente. Esta consolidación puede reducir drásticamente el tiempo y el costo total de producción.
Comprendiendo las Compensaciones
Aunque potente, el prensado isostático no es una solución universal. Comprender sus limitaciones es clave para tomar una decisión informada.
Tiempos de Ciclo Más Lentos
En comparación con las prensas uniaxiales automatizadas de alta velocidad que pueden producir miles de piezas por hora, el prensado isostático es un proceso más lento, orientado a lotes. Es más adecuado para componentes de alto valor que para piezas de alto volumen y bajo costo.
Costos de Equipo Más Altos
Los recipientes de alta presión y los complejos sistemas de control requeridos para el prensado isostático representan una inversión de capital significativa en comparación con las prensas mecánicas o hidráulicas convencionales.
Dimensiones "En Verde" Menos Precisas
Las piezas formadas mediante Prensado Isostático en Frío (CIP) a menudo tienen tolerancias dimensionales menos precisas en su estado pre-sinterizado ("en verde") en comparación con las piezas compactadas por molde. Típicamente requieren un paso de mecanizado final para cumplir con especificaciones estrictas.
Tomando la Decisión Correcta para su Objetivo
La selección del proceso correcto depende completamente de los requisitos específicos de su proyecto en cuanto a rendimiento, complejidad y volumen.
- Si su enfoque principal es la máxima integridad y rendimiento del material: El prensado isostático, particularmente el HIP, proporciona una densidad inigualable y elimina los defectos internos que limitan otros métodos.
- Si su enfoque principal es producir formas complejas a partir de polvo: El Prensado Isostático en Frío (CIP) ofrece la libertad de diseño para crear geometrías imposibles de lograr con las prensas uniaxiales tradicionales.
- Si su enfoque principal es mejorar componentes fundidos o impresos en 3D: El Prensado Isostático en Caliente (HIP) es un paso crítico de post-procesamiento para curar defectos y liberar todo el potencial de las propiedades del material.
Al comprender estas ventajas, puede seleccionar la tecnología de prensado adecuada para cumplir con las especificaciones de material y diseño más exigentes.
Tabla Resumen:
| Ventaja | Beneficio Clave |
|---|---|
| Densidad Uniforme | Elimina puntos débiles; resistencia consistente en todas las direcciones. |
| Geometrías Complejas | Forma formas imposibles con prensado uniaxial (socavados, cavidades). |
| No se Necesitan Lubricantes | Simplifica la producción y reduce el riesgo de contaminación. |
| Eficiencia de Material Avanzado | Ideal para polvos difíciles de compactar o caros. |
| Eliminación de Porosidad (HIP) | Cura defectos internos en piezas fundidas o impresas en 3D para una densidad completa. |
| Propiedades Mejoradas | Aumenta la ductilidad, la resistencia a la fatiga y la resistencia al desgaste/calor. |
¿Listo para liberar todo el potencial de sus materiales con el prensado isostático?
KINTEK se especializa en equipos de laboratorio y consumibles avanzados, proporcionando las herramientas precisas necesarias para un procesamiento superior de materiales. Ya sea que esté desarrollando componentes complejos o buscando mejorar la integridad de piezas de alto rendimiento, nuestras soluciones están diseñadas para satisfacer las necesidades específicas de su laboratorio.
Contáctenos hoy para discutir cómo nuestra experiencia puede ayudarlo a lograr una calidad de material y una flexibilidad de diseño inigualables.
Guía Visual
Productos relacionados
- Moldes de Prensado Isostático para Laboratorio
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cuál es el propósito de los dispositivos de presión especializados en las baterías de estado sólido de sulfuro? Garantizar la estabilidad quimiomecánica
- ¿Qué tan grande es el mercado de prensado isostático? Una inmersión profunda en el facilitador de fabricación avanzada de más de $1.2 mil millones
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuáles son las aplicaciones de la tecnología de prensado isostático? Lograr una densidad y uniformidad de material superiores













