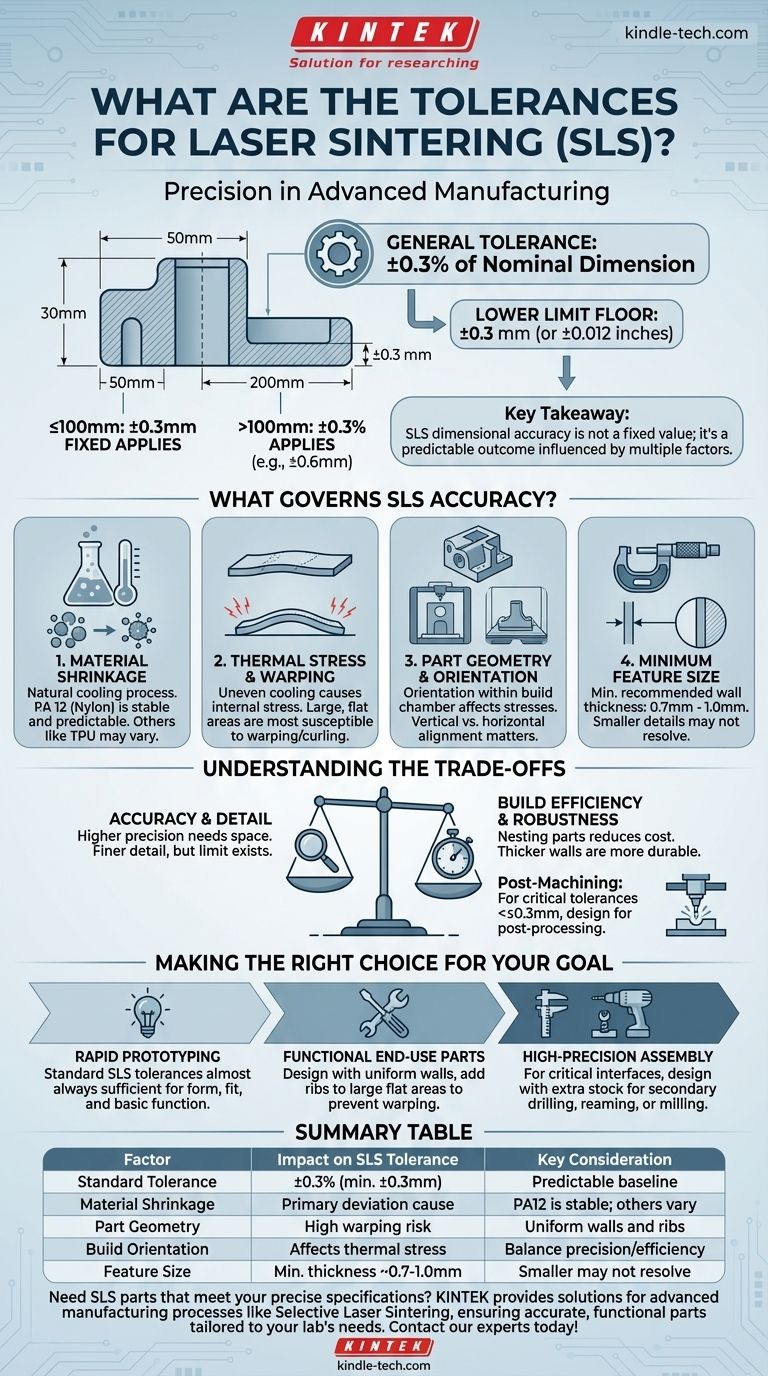
Para ser precisos, la tolerancia general para las piezas fabricadas con sinterización selectiva por láser (SLS) es típicamente de ±0.3% de la dimensión nominal, con un límite inferior de ±0.3 mm (o ±0.012 pulgadas). Esto significa que para cualquier característica inferior a 100 mm, se aplica una tolerancia fija de ±0.3 mm, mientras que para características más grandes, se utiliza la tolerancia basada en porcentajes.
La conclusión clave es que la precisión dimensional de SLS no es un valor único y fijo. Es un resultado predecible influenciado por el tamaño de la pieza, su geometría, el material utilizado y su orientación dentro de la cámara de construcción.

¿Qué rige la precisión de SLS?
Comprender los factores que influyen en las dimensiones finales de una pieza SLS es crucial para diseñar componentes que cumplan con sus requisitos. El proceso es altamente repetible, pero su naturaleza térmica inherente introduce variables que debe tener en cuenta.
La fórmula de tolerancia estándar
La directriz estándar de la industria de ±0.3% con un mínimo de ±0.3 mm es el punto de partida para cualquier diseño.
Para una pieza de 200 mm de largo, la variación potencial sería de ±0.6 mm (200 mm * 0.3%). Para una pieza de 50 mm, se aplica la tolerancia fija de ±0.3 mm, ya que es mayor que el valor porcentual (50 mm * 0.3% = 0.15 mm).
El papel de la contracción del material
SLS funciona fusionando polvo de polímero con un láser, lo que implica un calor significativo. A medida que la pieza fusionada se enfría, el material se contrae naturalmente.
Los materiales como el PA 12 (Nylon) son muy estables y tienen tasas de contracción predecibles, que se tienen en cuenta en el software de impresión. Otros materiales, como el TPU (un polímero flexible), pueden exhibir diferentes comportamientos térmicos.
Estrés térmico y deformación
El enfriamiento desigual es la principal causa de desviación dimensional. Las secciones grandes, planas o no soportadas de un modelo son las más susceptibles a esto.
A medida que un área se enfría más rápido que otra, se acumulan tensiones internas, lo que puede hacer que la pieza se deforme o se curve, especialmente en características largas y delgadas. Esto afecta directamente la precisión final.
Geometría y orientación de la pieza
La forma en que se diseña y orienta una pieza en la cámara de construcción tiene un impacto significativo.
Una pieza larga y delgada impresa verticalmente tendrá diferentes tensiones y desviaciones potenciales que la misma pieza impresa en plano. La orientación se elige para minimizar la deformación y maximizar la calidad de la pieza.
Comprender las compensaciones
Lograr las tolerancias más estrictas posibles requiere equilibrar varios factores en competencia. Simplemente exigir una mayor precisión sin comprender las implicaciones puede conducir a costos innecesarios o compromisos de diseño.
Precisión frente a eficiencia de construcción
Las piezas se "anidan" o se empaquetan juntas en la cámara de construcción para maximizar el número de componentes por tirada de impresión, reduciendo el costo.
Orientar una pieza para la mejor precisión absoluta podría ocupar más espacio, lo que llevaría a una construcción menos eficiente y a un mayor costo por pieza.
Detalle de la característica frente a la robustez
SLS puede producir detalles muy finos, pero hay un límite. El grosor de pared mínimo recomendado es típicamente de alrededor de 0.7 mm a 1.0 mm.
Las características más pequeñas que esto pueden no resolverse correctamente o podrían ser demasiado frágiles para soportar el posprocesamiento, como el chorreado de perlas utilizado para limpiar el exceso de polvo.
Tal como se imprime frente a posmecanizado
La tolerancia estándar de SLS es para la pieza tal como sale de la impresora y se limpia.
Si una característica específica, como un orificio de precisión para un rodamiento, requiere una tolerancia más estricta que ±0.3 mm, es común diseñar la pieza para que sea posmecanizada. Esto añade un paso de fabricación, pero le permite lograr una precisión mucho mayor donde más se necesita.
Tomar la decisión correcta para su objetivo
Utilice estas pautas para determinar si las tolerancias estándar de SLS satisfarán las necesidades de su proyecto.
- Si su enfoque principal es la creación rápida de prototipos: Las tolerancias estándar de SLS son casi siempre suficientes para probar la forma, el ajuste y la función básica.
- Si su enfoque principal son las piezas funcionales de uso final: Diseñe con un grosor de pared uniforme y agregue nervaduras a las áreas planas grandes para evitar la deformación y asegurarse de mantenerse dentro de la banda de tolerancia estándar.
- Si su enfoque principal es el ensamblaje de alta precisión: Para las interfaces críticas, diseñe características con material de reserva adicional específicamente para que puedan ser perforadas, escariadas o fresadas en una operación secundaria.
Al comprender los factores que controlan la precisión, puede diseñar eficazmente piezas que aprovechen la velocidad y la libertad de diseño de SLS mientras cumplen con sus requisitos de ingeniería críticos.
Tabla de resumen:
| Factor | Impacto en la tolerancia SLS | Consideración clave |
|---|---|---|
| Tolerancia estándar | ±0.3% de la dimensión (mín. ±0.3 mm) | Línea de base predecible para la mayoría de las características |
| Contracción del material | Causa principal de desviación | PA12 es estable; otros varían |
| Geometría de la pieza | Alto riesgo de deformación en áreas grandes y planas | Diseñar con paredes uniformes y nervaduras |
| Orientación de construcción | Afecta la tensión térmica y la precisión | Equilibrar la precisión con la eficiencia de construcción |
| Tamaño de la característica | Grosor de pared mínimo ~0.7-1.0 mm | Las características más pequeñas pueden no resolverse correctamente |
¿Necesita piezas SLS que cumplan con sus especificaciones precisas? KINTEK se especializa en el suministro de equipos y consumibles de laboratorio de alta calidad, incluidas soluciones para procesos de fabricación avanzados como la sinterización selectiva por láser. Nuestra experiencia garantiza que obtenga piezas precisas y funcionales adaptadas a las necesidades únicas de su laboratorio, ya sea para prototipado o para aplicaciones de uso final. Contacte con nuestros expertos hoy mismo para analizar cómo podemos apoyar su proyecto con un rendimiento fiable y resultados precisos.
Guía Visual
Productos relacionados
- Horno de Sinterización por Plasma de Chispa Horno SPS
- Horno de Sinterización de Cerámica de Porcelana Dental de Zirconio para Sillón con Transformador
- Horno de Prensado al Vacío para Cerámica de Porcelana Dental de Circonio
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Horno de Sinterización Dental de Porcelana al Vacío
La gente también pregunta
- ¿Cuál es el mecanismo del proceso SPS? Una inmersión profunda en la sinterización rápida a baja temperatura
- ¿Cuáles son los fundamentos del proceso de sinterización por plasma de chispa? Lograr una consolidación de material rápida y de alta densidad
- ¿Cuál es la diferencia entre la sinterización por plasma de chispa y la sinterización flash? Una guía de métodos avanzados de sinterización
- ¿Cuáles son las ventajas de CAMI/SPS para la preparación de composites W-Cu? Reduce los ciclos de horas a segundos.
- ¿Cuáles son los fundamentos del proceso de sinterización por plasma de chispa? Desbloquee la consolidación rápida y de alto rendimiento de materiales



















