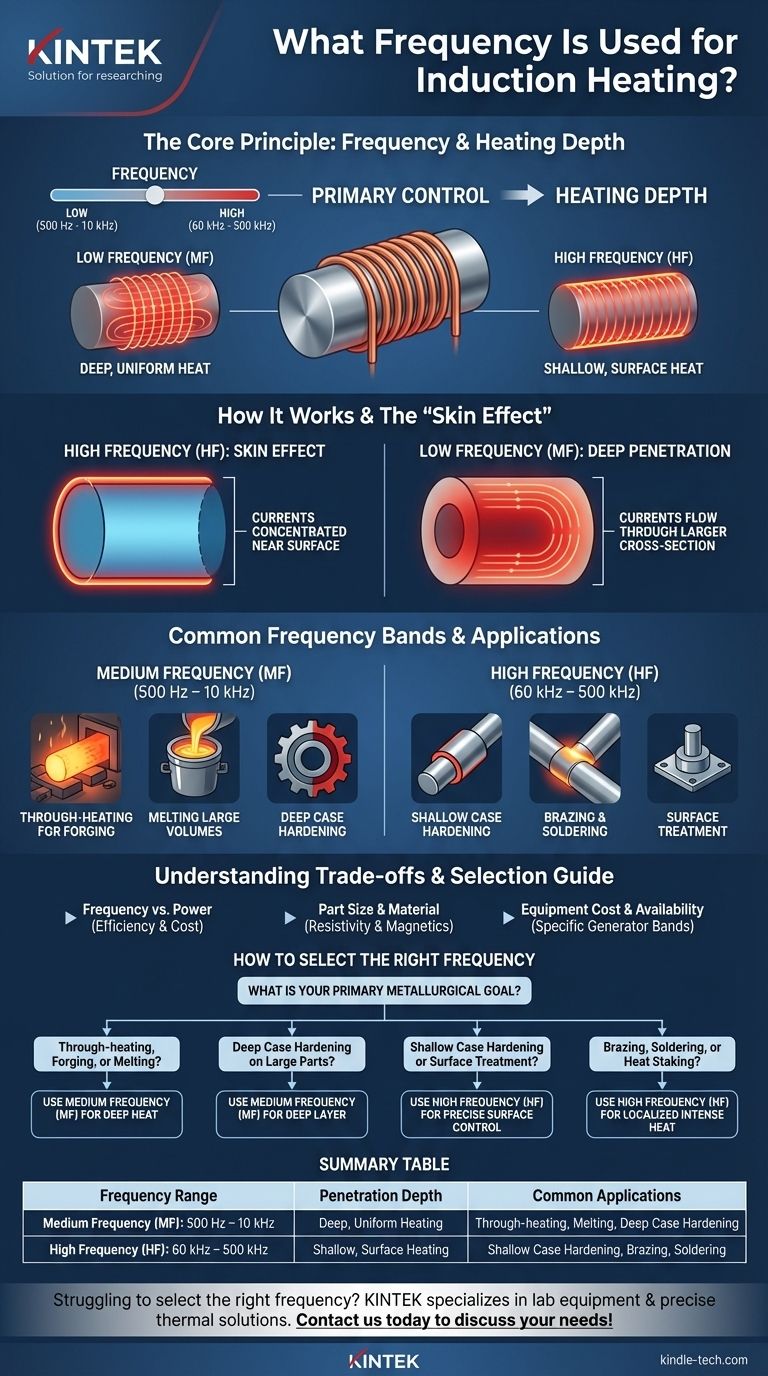
La frecuencia utilizada para el calentamiento por inducción no es un valor único, sino un rango seleccionado en función de la aplicación específica. Por lo general, los sistemas operan en el rango de Frecuencia Media (MF) de 500 Hz a 10 kHz o en el rango de Alta Frecuencia (HF) de 60 kHz a 500 kHz. La elección entre estos depende completamente de cuán profundo necesite penetrar el calor en el material.
El principio fundamental a comprender es este: la frecuencia es el control principal de la profundidad de calentamiento. Las frecuencias bajas penetran profundamente en una pieza, mientras que las frecuencias altas concentran el calor cerca de la superficie. Seleccionar la frecuencia correcta consiste en adaptarla al resultado de calentamiento deseado.

El principio fundamental: Frecuencia y el "Efecto Piel"
Para elegir la frecuencia correcta, primero debe comprender la física de cómo interactúa con el material que está calentando. Esta relación es fundamental para cada proceso de inducción.
Cómo funciona el calentamiento por inducción
El calentamiento por inducción utiliza una bobina para generar un campo magnético potente y rápidamente alterno. Cuando una pieza conductora (como el acero) se coloca dentro de este campo, induce corrientes eléctricas, conocidas como corrientes de Foucault, que fluyen dentro de la propia pieza. La resistencia del material a estas corrientes genera calor preciso y rápido.
El papel crítico del "Efecto Piel"
La frecuencia de la corriente alterna dicta dónde fluyen estas corrientes de Foucault. A frecuencias altas, las corrientes se ven obligadas a fluir en una capa delgada cerca de la superficie de la pieza. Este fenómeno se denomina "efecto piel".
Por el contrario, a frecuencias bajas, el campo magnético tiene más tiempo para penetrar más profundamente en el material antes de revertirse, lo que permite que las corrientes de Foucault fluyan a través de una sección transversal mucho mayor de la pieza.
Bandas de frecuencia comunes y sus aplicaciones
La elección de la frecuencia se correlaciona directamente con el proceso industrial que necesita realizar. El equipo generalmente está diseñado para operar dentro de una de estas dos bandas principales.
Frecuencia Media (MF): 500 Hz – 10 kHz
Este rango de frecuencia más bajo se define por su capacidad para generar calor profundo y uniforme. La frecuencia más baja supera el efecto piel, permitiendo que la energía penetre profundamente en la pieza de trabajo.
Esto hace que MF sea ideal para aplicaciones que requieren calor profundo, como el calentamiento total de tochos para forja, la fusión de grandes volúmenes de metal o la creación de capas endurecidas profundas en piezas de gran diámetro como engranajes y ejes.
Alta Frecuencia (HF): 60 kHz – 500 kHz
Este rango de frecuencia más alto aprovecha el efecto piel para concentrar la energía en una capa muy delgada cerca de la superficie. El calentamiento es extremadamente rápido y localizado.
HF es la opción estándar para el endurecimiento superficial poco profundo, donde se necesita una superficie dura y resistente al desgaste sin afectar las propiedades del núcleo de la pieza. También es perfecto para soldadura fuerte (brazing) y soldadura blanda (soldering), ya que puede calentar rápidamente una junta sin alterar el material circundante.
Comprender las compensaciones
Si bien la frecuencia es el factor principal de la profundidad del calor, no existe en el vacío. Otras variables interactúan con ella, creando un sistema de compensaciones que debe considerar.
Frecuencia frente a potencia
El efecto de calentamiento es una función tanto de la frecuencia como de la potencia. Para algunas piezas de trabajo, se puede lograr un resultado similar con un sistema de menor potencia y alta frecuencia o un sistema de mayor potencia y frecuencia media. La decisión a menudo se reduce a la eficiencia y el costo del equipo.
Tamaño y material de la pieza
Las características físicas de la pieza de trabajo son cruciales. Una pieza muy grande puede requerir una frecuencia más baja simplemente para permitir que la energía penetre eficazmente hasta su núcleo. La resistividad eléctrica y las propiedades magnéticas del material también influyen en cómo responde a una frecuencia dada.
Costo y disponibilidad del equipo
Las fuentes de alimentación de calentamiento por inducción están diseñadas para operar dentro de una banda de frecuencia específica. Un generador construido para aplicaciones MF no se puede utilizar para procesos HF. Por lo tanto, la selección también es una consideración práctica basada en el equipo necesario para el trabajo y su costo asociado.
Cómo seleccionar el rango de frecuencia correcto
Su elección siempre debe estar impulsada por el resultado metalúrgico que necesita lograr. Utilice las siguientes pautas para tomar una decisión.
- Si su enfoque principal es el calentamiento total, el forjado o la fusión: Utilice una frecuencia más baja en el rango de Frecuencia Media (MF) para asegurar que toda la masa de la pieza alcance la temperatura.
- Si su enfoque principal es el endurecimiento superficial profundo en piezas grandes: Se requiere una frecuencia más baja (MF) para impulsar el calor lo suficientemente profundo como para crear una capa endurecida sustancial.
- Si su enfoque principal es el endurecimiento superficial poco profundo o el tratamiento superficial: Utilice una frecuencia más alta en el rango de Alta Frecuencia (HF) para un control preciso sobre una capa superficial delgada.
- Si su enfoque principal es la soldadura fuerte (brazing), la soldadura blanda (soldering) o el ajuste por calor (heat staking): Una frecuencia más alta (HF) es casi siempre superior para localizar calor intenso en la junta.
Al comprender el vínculo directo entre la frecuencia y la profundidad del calor, puede seleccionar el proceso correcto para su objetivo de ingeniería específico.
Tabla de resumen:
| Rango de frecuencia | Profundidad de penetración | Aplicaciones comunes |
|---|---|---|
| Frecuencia Media (MF): 500 Hz – 10 kHz | Calentamiento profundo y uniforme | Calentamiento total para forja, fusión, endurecimiento superficial profundo |
| Alta Frecuencia (HF): 60 kHz – 500 kHz | Calentamiento superficial poco profundo | Endurecimiento superficial poco profundo, soldadura fuerte (brazing), soldadura blanda (soldering) |
¿Tiene dificultades para seleccionar la frecuencia de calentamiento por inducción adecuada para su proceso? KINTEK se especializa en equipos de laboratorio y consumibles, proporcionando soluciones expertas para aplicaciones térmicas precisas. Nuestro equipo puede ayudarle a elegir el sistema óptimo para el endurecimiento profundo, la soldadura fuerte o los tratamientos superficiales, garantizando eficiencia y rendimiento. ¡Contáctenos hoy para discutir sus necesidades específicas!
Guía Visual
Productos relacionados
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Fusión por Inducción al Vacío a Escala de Laboratorio
- Molde de Prensa de Placa Plana Cuantitativa con Calefacción Infrarroja
- Máquina de Horno de Tubo CVD de Múltiples Zonas de Calentamiento, Sistema de Cámara de Deposición Química de Vapor, Equipo
- Circulador de baño de agua de enfriamiento y calentamiento de 10L para reacción a temperatura constante alta y baja
La gente también pregunta
- ¿Qué ventajas ofrece un horno de prensado en caliente al vacío para los electrolitos cerámicos LSLBO? Alcanzar una densidad relativa del 94%
- ¿Qué papel juega la presión mecánica durante la unión por difusión en vacío de tungsteno y cobre? Claves para una unión sólida
- ¿Qué papel juega un horno de prensado en caliente al vacío (VHP) en la densificación de composites de acero inoxidable austenítico 316?
- ¿Cuál es el propósito del tratamiento térmico de remoldeo en una prensa caliente al vacío para UHMWPE? Garantizar la estabilidad oxidativa
- ¿Cuáles son las ventajas de utilizar un horno de prensa caliente al vacío para sinterizar composites de CNT/Cu? Densidad y unión superiores













