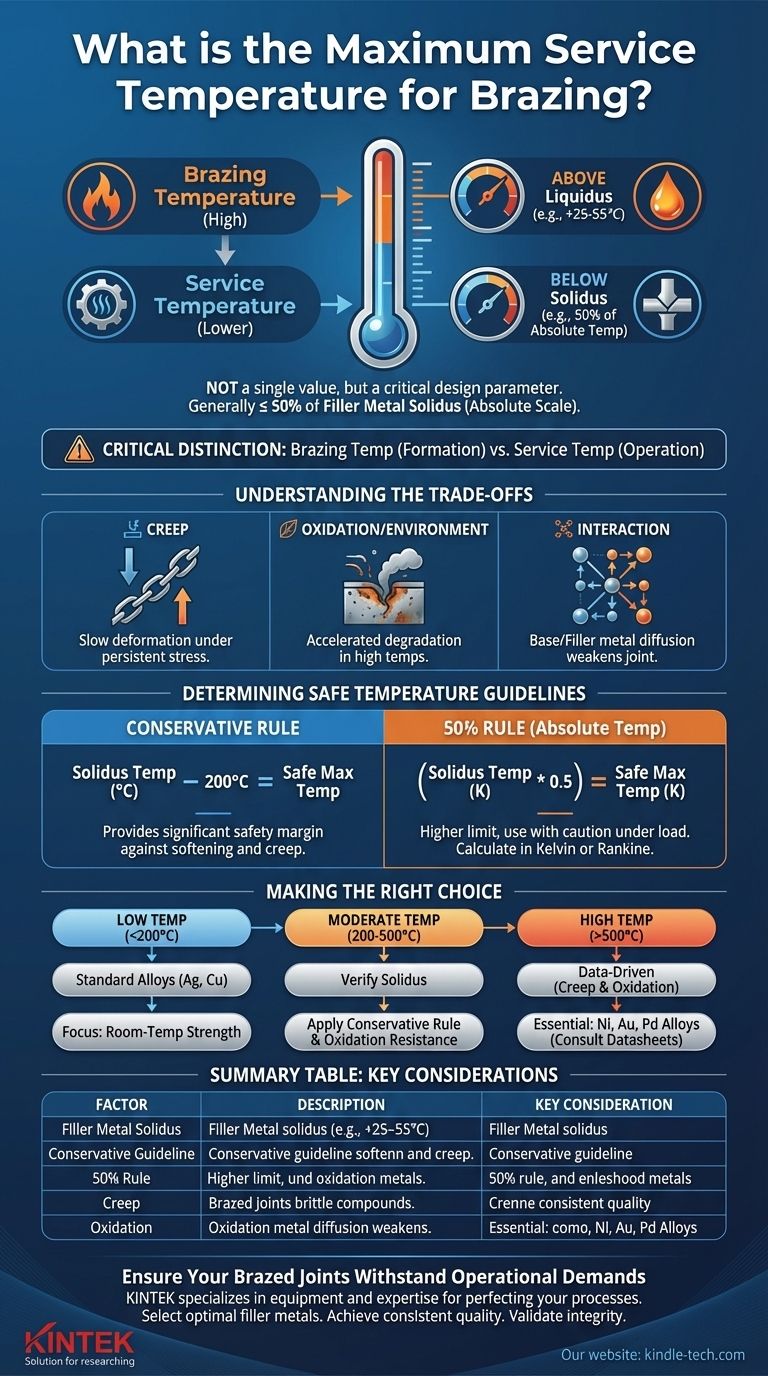
La temperatura máxima de servicio de una unión soldada fuerte no es un valor único, sino un parámetro crítico de diseño determinado principalmente por el metal de aporte para soldadura fuerte (BFM) utilizado. Como regla general, la temperatura de servicio no debe exceder el 50% de la temperatura de solidus (fusión) del metal de aporte, medida en una escala absoluta, y a menudo debe mantenerse incluso más baja dependiendo de la carga y el entorno.
La fiabilidad de una unión soldada fuerte a altas temperaturas depende de más que solo el punto de fusión de la aleación de aporte. Debe tener en cuenta la degradación de la resistencia de la aleación, la resistencia a la fluencia lenta y el comportamiento de oxidación a medida que se acerca a su temperatura de solidus.

La Distinción Crítica: Temperatura de Soldadura Fuerte vs. Temperatura de Servicio
Para garantizar la integridad de una unión, debe comprender la diferencia entre la temperatura necesaria para crear la unión y la temperatura que puede soportar en su aplicación final.
Definición de Temperatura de Soldadura Fuerte
La temperatura de soldadura fuerte es la temperatura a la que se calienta el conjunto para fundir el metal de aporte y formar la unión. Esta temperatura debe estar por encima del liquidus del metal de aporte, el punto en el que está completamente fundido. Una práctica común es calentar el conjunto al menos 25-55 °C (50-100 °F) por encima del liquidus para asegurar un flujo y mojado adecuados.
Definición de Temperatura de Servicio
La temperatura máxima de servicio es la temperatura más alta que puede soportar la unión completada durante el funcionamiento sin una pérdida crítica de resistencia mecánica o fallo. Esto está fundamentalmente limitado por la temperatura de solidus del metal de aporte, el punto en el que comienza a fundirse. A medida que la temperatura de servicio se acerca al solidus, el metal de aporte se ablanda y pierde rápidamente su resistencia.
Cómo Determinar una Temperatura de Servicio Segura
Si bien las pruebas específicas de la aplicación son siempre las mejores, existen pautas de ingeniería establecidas para estimar una temperatura máxima de servicio segura.
La Pauta del "Solidus Menos" (Regla Conservadora)
Una regla general ampliamente utilizada y conservadora es mantener la temperatura máxima de servicio al menos 200 °C (aproximadamente 390 °F) por debajo de la temperatura de solidus del metal de aporte para soldadura fuerte. Esto proporciona un margen de seguridad significativo contra el ablandamiento y la fluencia lenta.
Por ejemplo, el común metal de aporte a base de plata BAg-7 tiene un solidus de 652 °C (1205 °F). Aplicar esta regla sugiere una temperatura máxima de servicio de alrededor de 452 °C (815 °F).
La Regla del 50% (Temperatura Absoluta)
Otra pauta establece que la temperatura de servicio no debe exceder el 50% de la temperatura de solidus cuando se mide en una escala absoluta (Kelvin o Rankine).
- Para calcular usando Kelvin:
Temperatura Máx. Servicio (°C) = [ (Temperatura Solidus °C + 273.15) * 0.5 ] - 273.15 - Para calcular usando Rankine:
Temperatura Máx. Servicio (°F) = [ (Temperatura Solidus °F + 459.67) * 0.5 ] - 459.67
Esta regla a menudo produce un límite de temperatura más alto que la pauta conservadora y debe usarse con precaución, especialmente bajo una carga mecánica alta.
Comprender las Compensaciones: Más Allá de las Reglas Simples de Temperatura
Confiar únicamente en un cálculo del punto de fusión es insuficiente para aplicaciones críticas. El rendimiento real de una unión soldada fuerte a altas temperaturas es un equilibrio de varios factores.
La Amenaza de la Fluencia Lenta (Creep)
La fluencia lenta (creep) es la tendencia de un material sólido a deformarse permanentemente bajo la influencia de una tensión mecánica persistente, incluso por debajo de su límite elástico. Este fenómeno depende en gran medida de la temperatura. A medida que aumenta la temperatura de servicio, la resistencia del metal de aporte a la fluencia lenta disminuye, y una unión bajo carga constante puede fallar lentamente con el tiempo.
El Impacto de la Oxidación y el Entorno
Las altas temperaturas aceleran drásticamente la oxidación y la corrosión. El entorno de servicio (por ejemplo, aire, gas de escape, vacío) dicta qué metal de aporte es adecuado. Un BFM que es fuerte en una atmósfera inerte puede degradarse y fallar rápidamente en aire oxidante a la misma temperatura. Esta es la razón por la cual se especifican aleaciones a base de níquel y metales preciosos para aplicaciones industriales y aeroespaciales de alta temperatura.
Interacción con el Metal Base
Durante largos períodos a temperaturas elevadas, los átomos del metal de aporte y del metal base pueden difundirse entre sí. Esto puede formar compuestos intermetálicos frágiles dentro de la unión, reduciendo su ductilidad y resistencia a la fatiga por ciclos térmicos.
Tomar la Decisión Correcta para su Objetivo
Seleccionar el metal de aporte para soldadura fuerte correcto requiere hacer coincidir sus propiedades con sus demandas operativas.
- Si su enfoque principal es el servicio a baja temperatura (< 200°C / 400°F): Las aleaciones estándar a base de plata o cobre suelen ser suficientes, ya que la resistencia mecánica a temperatura ambiente es la preocupación dominante.
- Si su enfoque principal es el servicio a temperatura moderada (200-500°C / 400-930°F): Debe verificar cuidadosamente la temperatura de solidus del BFM y aplicar la regla conservadora de "Solidus menos 200°C", al mismo tiempo que considera la resistencia a la oxidación.
- Si su enfoque principal es el servicio a alta temperatura (> 500°C / 930°F): Su decisión debe ser impulsada por datos sobre la resistencia a la fluencia lenta y la resistencia a la oxidación, no por simples puntos de fusión. Los metales de aporte a base de níquel, oro o paladio son esenciales, y consultar sus hojas de datos técnicos es obligatorio.
En última instancia, diseñar una unión soldada fuerte duradera se trata de comprender que el entorno de servicio dicta la elección del material.
Tabla Resumen:
| Factor | Descripción | Consideración Clave |
|---|---|---|
| Solidus del Metal de Aporte | Temperatura a la que comienza la fusión. | La temperatura de servicio debe ser significativamente inferior al solidus. |
| Pauta Conservadora | Temp. de servicio ≤ Temp. de Solidus - 200°C (~390°F). | Proporciona un margen de seguridad contra el ablandamiento. |
| Regla del 50% (Temp. Absoluta) | Temp. de servicio ≤ 50% de la temp. de solidus (en Kelvin/Rankine). | A menudo produce un límite más alto; usar con precaución bajo carga. |
| Fluencia Lenta (Creep) | Deformación lenta bajo tensión a altas temperaturas. | Crítico para uniones bajo carga mecánica constante. |
| Oxidación/Entorno | Degradación por aire, gases o vacío. | Dicta la elección adecuada de la aleación del metal de aporte. |
Asegure que sus Uniones Soldadas Fuertes Soporten las Demandas Operativas
Diseñar un conjunto soldado fuerte fiable para servicio a alta temperatura requiere conocimientos expertos de la ciencia de los materiales y los desafíos específicos de la aplicación. La elección incorrecta del metal de aporte puede provocar fallos prematuros de la unión, costosos tiempos de inactividad y riesgos de seguridad.
KINTEK se especializa en proporcionar el equipo de laboratorio y los consumibles que necesita para perfeccionar sus procesos de soldadura fuerte. Ya sea que esté desarrollando prototipos u optimizando la producción, suministramos las herramientas y la experiencia para ayudarle a:
- Seleccionar el metal de aporte óptimo para soldadura fuerte para sus requisitos de temperatura, carga y entorno.
- Lograr uniones consistentes y de alta calidad con un control preciso de la temperatura.
- Validar la integridad de la unión para aplicaciones críticas.
No deje el rendimiento de su unión al azar. Contacte a nuestros expertos hoy mismo para discutir sus desafíos específicos de soldadura fuerte y cómo KINTEK puede apoyar el éxito de su laboratorio.
Guía Visual