El tamaño de partícula para el prensado isostático en caliente (HIP) no es un valor único; depende totalmente de la aplicación. Para los procesos que comienzan con polvos metálicos o cerámicos, un rango típico podría ser de 50 a 150 micrómetros, pero la clave es utilizar una distribución específica de tamaños para garantizar una alta densidad de empaquetamiento. Sin embargo, el HIP también se utiliza frecuentemente para densificar piezas sólidas como fundiciones o componentes impresos en 3D, donde el concepto de tamaño de partícula inicial no es la principal preocupación.
La idea crítica es que el Prensado Isostático en Caliente (HIP) es un proceso de consolidación y densificación, no un proceso de conformado. Por lo tanto, la pregunta relevante sobre las "partículas" depende completamente de si se comienza con un contenedor de polvo suelto o con un componente sólido preformado con huecos internos.

El Doble Papel del Prensado Isostático en Caliente
La pregunta del usuario presupone que el HIP siempre comienza con un polvo. En realidad, el proceso tiene dos aplicaciones comunes pero distintas que cambian fundamentalmente cómo pensamos sobre el material de partida.
Escenario 1: Consolidación de Polvos (Metalurgia de Polvos)
Cuando se crea una pieza desde cero utilizando polvo, el proceso se conoce como HIP de Metalurgia de Polvos (PM HIP).
En este contexto, el polvo metálico o cerámico suelto se sella en un recipiente o molde con la forma de la pieza final. El objetivo es consolidar estas partículas individuales en un objeto sólido totalmente denso.
El tamaño y la distribución de las partículas del polvo son críticos. A menudo se utiliza una mezcla cuidadosamente diseñada de partículas más finas y más gruesas para maximizar la "densidad aparente" inicial, minimizando el espacio vacío entre ellas antes de que comience el ciclo HIP.
Escenario 2: Densificación de Componentes Sólidos
La otra aplicación principal del HIP es eliminar la porosidad interna en piezas ya formadas.
Esto es común para componentes producidos mediante fundición o fabricación aditiva (impresión 3D). Estos procesos pueden dejar vacíos microscópicos o una mala adhesión de las capas, que actúan como concentradores de tensión y posibles puntos de fallo.
En este escenario, la pieza ya es un objeto sólido, de forma casi neta. El proceso HIP aplica alta temperatura y presión isostática para esencialmente "cerrar" estos defectos internos, creando una microestructura uniforme y totalmente densa. El foco está en los vacíos, no en las partículas originales que formaron la pieza.
Por Qué Importa la Forma de Partida
Comprender su material de partida —polvo o sólido— es el factor más importante en una aplicación exitosa de HIP. Los objetivos del proceso son diferentes para cada uno.
El Objetivo para los Polvos: Construir desde Cero
Para el PM HIP, usted está fundamentalmente construyendo un nuevo sólido. El proceso debe soldar cada partícula a sus vecinas.
Una distribución incorrecta del tamaño de partícula puede llevar a una baja densidad de empaquetamiento inicial, lo que requiere un movimiento de material más significativo durante el ciclo HIP y potencialmente deja porosidad residual.
El Objetivo para los Sólidos: Reparar Defectos Internos
Para la densificación de piezas sólidas, usted está mejorando un objeto existente. El material ya está consolidado, pero contiene imperfecciones.
El proceso se dirige a estos defectos, como se señala en las referencias, para mejorar propiedades como la resistencia a la fatiga, la ductilidad y la integridad general de la pieza. El medio de presión —típicamente un gas inerte como el argón— actúa uniformemente sobre todas las superficies para colapsar los vacíos internos.
Conceptos Erróneos Comunes a Evitar
La claridad sobre el papel del HIP previene errores costosos en la selección del proceso y la especificación del material.
Concepto Erróneo: El HIP es solo para polvos.
Una aplicación masiva del HIP, particularmente en las industrias aeroespacial y médica, es para la densificación de fundiciones de inversión. Este proceso de "curación" es lo que permite que los componentes fundidos logren la fiabilidad de los materiales forjados o laminados.
Concepto Erróneo: Cualquier polvo de alta calidad servirá.
Para el PM HIP, incluso un polvo de alta pureza es insuficiente si la distribución del tamaño de partícula es incorrecta. Lograr una alta densidad de empaquetamiento es una ciencia en sí misma y es un prerrequisito para un resultado exitoso.
Cómo Aplicar Esto a Su Proyecto
Su enfoque debe estar dictado por su objetivo final y su material de partida.
- Si su enfoque principal es crear un componente totalmente denso a partir de polvo crudo: Debe diseñar la distribución del tamaño de partícula para maximizar la densidad de empaquetamiento inicial antes del ciclo HIP.
- Si su enfoque principal es mejorar las propiedades mecánicas de una pieza fundida o impresa en 3D: Su preocupación es el tamaño y la distribución de los vacíos internos dentro del componente existente, no el material de partida original.
En última instancia, comprender si está construyendo una pieza o reparando una es la clave para aplicar correctamente el poder del prensado isostático en caliente.
Tabla Resumen:
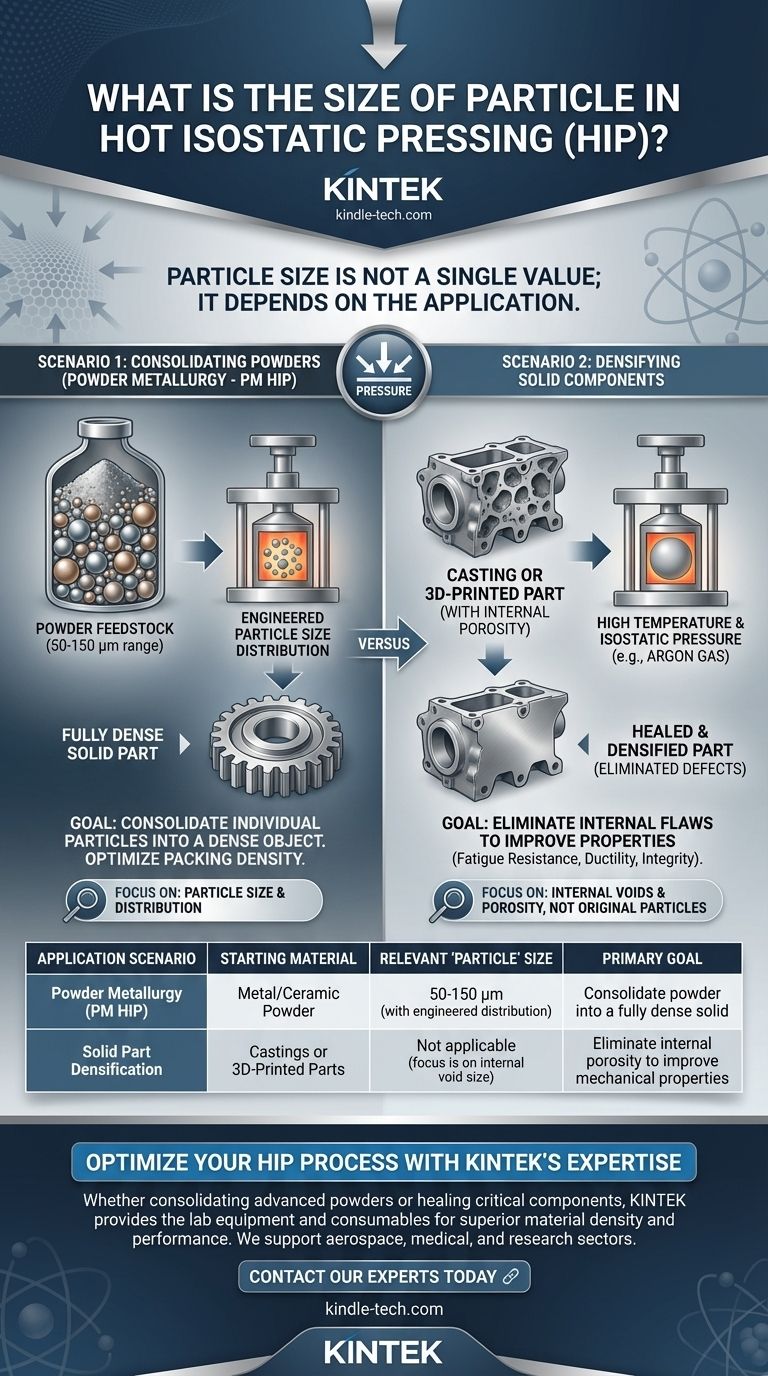
| Escenario de Aplicación | Material de Partida | Tamaño de 'Partícula' Relevante | Objetivo Principal |
|---|---|---|---|
| Metalurgia de Polvos (PM HIP) | Polvo Metálico/Cerámico | 50-150 μm (con distribución diseñada) | Consolidar el polvo en un sólido totalmente denso |
| Densificación de Piezas Sólidas | Fundiciones o Piezas Impresas en 3D | No aplicable (el foco está en el tamaño del vacío interno) | Eliminar la porosidad interna para mejorar las propiedades mecánicas |
Optimice Su Proceso HIP con la Experiencia de KINTEK
Ya sea que esté consolidando polvos avanzados o reparando componentes críticos de fundición y fabricación aditiva, el enfoque correcto para la preparación del material es esencial para el éxito. KINTEK se especializa en proporcionar el equipo de laboratorio y los consumibles necesarios para respaldar sus aplicaciones de prensado isostático en caliente.
Ayudamos a nuestros clientes en los sectores aeroespacial, médico y de investigación a lograr una densidad y un rendimiento superiores del material. Permítanos ayudarle a seleccionar las herramientas y los materiales adecuados para sus necesidades específicas de HIP.
Contacte a nuestros expertos hoy mismo para discutir cómo podemos mejorar su proceso HIP y asegurar resultados óptimos para su laboratorio.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Prensa Hidráulica Calefactada de 24T 30T 60T con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Máquina de prensa hidráulica automática con calefacción y placas calientes para prensa caliente de laboratorio 25T 30T 50T
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Cuál es el principio del prensado isostático en caliente? Lograr una densidad del 100% y un rendimiento superior
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos







