En esencia, el Prensado Isostático en Frío (CIP) es un proceso de fabricación utilizado para compactar materiales en polvo en una masa sólida y uniforme a temperatura ambiente o cercana a ella. Se utiliza principalmente para crear piezas "en verde" —componentes sin sinterizar— a partir de cerámicas avanzadas, materiales refractarios, metales y plásticos. El beneficio clave es lograr una densidad muy consistente en toda la pieza, independientemente de su forma o tamaño.
El desafío central en la conformación de piezas a partir de polvo es lograr una densidad uniforme; el prensado tradicional crea puntos débiles que conducen a defectos. El Prensado Isostático en Frío resuelve esto utilizando un fluido para aplicar presión igual desde todas las direcciones, produciendo un componente homogéneo que es mucho más fiable para el mecanizado posterior o la sinterización a alta temperatura.

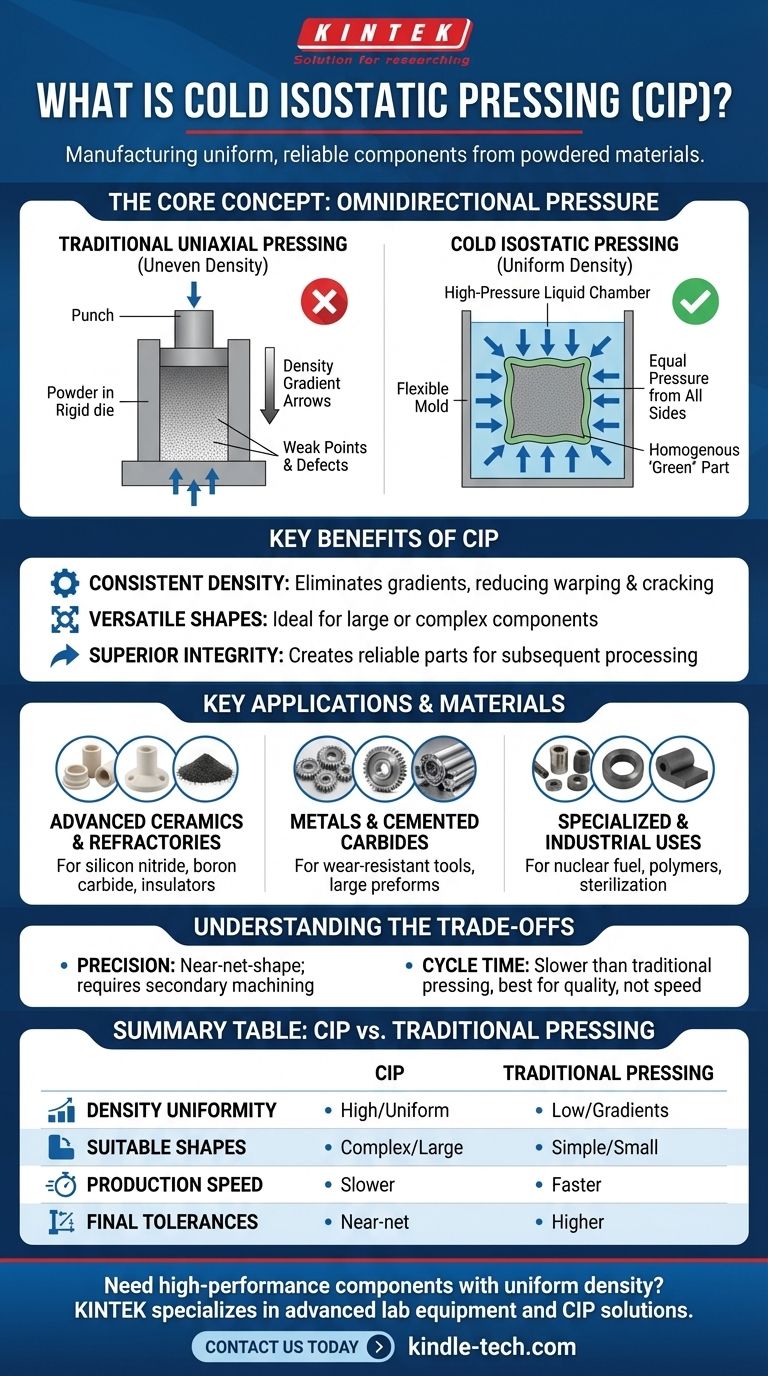
El Problema Central que Resuelve el CIP: Densidad Uniforme
El verdadero valor del Prensado Isostático en Frío se entiende mejor al compararlo con la alternativa más común, el prensado uniaxial.
La Limitación del Prensado Tradicional
En el prensado tradicional (uniaxial), se llena un molde con polvo y se compacta mediante un punzón que se mueve en una sola dirección.
Esto crea una fricción significativa entre las partículas de polvo y las paredes del molde. Como resultado, la presión no se distribuye de manera uniforme.
La pieza final presenta gradientes de densidad, siendo las áreas más cercanas al punzón mucho más densas que las más alejadas. Estas inconsistencias pueden provocar deformaciones, grietas y contracciones impredecibles durante la etapa final de sinterización.
Cómo la Presión Isostática Crea Consistencia
El Prensado Isostático en Frío evita por completo este problema al sumergir un molde flexible y sellado lleno de polvo en una cámara de líquido a alta presión.
Una bomba presuriza el fluido, el cual transmite esa presión por igual a cada superficie del molde.
Esta presión omnidireccional compacta el polvo de manera uniforme, eliminando los gradientes de densidad y las tensiones internas que se encuentran en las piezas prensadas uniaxialmente. El resultado es una pieza "en verde" homogénea con una integridad estructural superior, lista para el procesamiento final.
Aplicaciones y Materiales Clave
La capacidad del CIP para crear piezas en verde uniformes lo hace indispensable para la fabricación de componentes de alto rendimiento en numerosas industrias.
Cerámicas Avanzadas y Refractarios
Esta es una aplicación principal para el CIP. Materiales como el carburo de silicio, el nitruro de silicio, el carburo de boro y los aislantes eléctricos son frágiles y muy sensibles a los defectos internos.
La densidad uniforme proporcionada por el CIP es fundamental para prevenir la formación de microfisuras que provocarían un fallo catastrófico en el producto final sinterizado.
Metales y Carburos Cementados
El CIP se utiliza ampliamente para conformar piezas a partir de acero para herramientas, metales de alto punto de fusión y carburos cementados.
Es particularmente efectivo para crear preformas grandes para herramientas resistentes al desgaste o componentes que son simplemente demasiado grandes para caber en una prensa convencional.
Usos Especializados e Industriales
La versatilidad del proceso se extiende a muchos otros campos. Las aplicaciones comunes incluyen:
- Consolidación de grafito, ferritas y combustible nuclear.
- Conformado de piezas a partir de polvos especializados de polímeros y resinas.
- Densificación de recubrimientos de pulverización térmica para eliminar la porosidad.
- Esterilización a alta presión en las industrias alimentaria y farmacéutica.
Comprender las Compensaciones
Aunque es potente, el CIP no es una solución universal. Comprender sus limitaciones es clave para utilizarlo eficazmente.
Precisión y Tolerancias
El Prensado Isostático en Frío es un proceso de forma casi neta, pero no es un método de fabricación de paso final.
El molde flexible no proporciona la alta precisión dimensional de un troquel de acero rígido. Las piezas en verde resultantes casi siempre requieren un procesamiento secundario, como mecanizado o sinterización, para cumplir con las especificaciones de tolerancia finales.
Tiempo de Ciclo y Rendimiento
El proceso de cargar el molde, colocarlo en el recipiente a presión, presurizar, despresurizar y descargar es inherentemente más lento que los rápidos tiempos de ciclo de las prensas uniaxiales automatizadas.
Por esta razón, el CIP se reserva típicamente para aplicaciones donde la calidad de la pieza y la densidad uniforme son más críticas que la velocidad de producción en masa.
Tomar la Decisión Correcta para su Objetivo
Seleccionar el método de compactación de polvo correcto depende totalmente de los requisitos de su componente final.
- Si su enfoque principal es crear formas grandes o complejas con alta fiabilidad: El CIP es la opción superior para producir preformas con la densidad uniforme necesaria para prevenir defectos durante la sinterización.
- Si su enfoque principal es la producción de alto volumen de formas simples y pequeñas: El prensado uniaxial tradicional es a menudo más rápido, menos complejo y más rentable.
- Si su enfoque principal es lograr la máxima densidad final en un solo paso: Es posible que deba investigar el Prensado Isostático en Caliente (HIP), que combina alta presión con temperaturas elevadas.
Al aprovechar la presión de fluido omnidireccional, el Prensado Isostático en Frío proporciona una solución única para crear componentes de alta calidad a partir de materiales en polvo.
Tabla Resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Uniaxial Tradicional |
|---|---|---|
| Uniformidad de la Densidad | Alta - Uniforme en todas las direcciones | Baja - Existen gradientes de densidad |
| Formas Adecuadas | Formas complejas, grandes o irregulares | Formas simples y más pequeñas |
| Velocidad de Producción | Tiempos de ciclo más lentos | Producción más rápida y de gran volumen |
| Tolerancias Finales | Forma casi neta, requiere mecanizado secundario | Mayor precisión dimensional |
| Ventaja Clave | Elimina defectos internos y puntos débiles | Rentable para la producción en masa |
¿Necesita producir componentes de alto rendimiento con densidad uniforme?
En KINTEK, nos especializamos en proporcionar equipos de laboratorio avanzados y consumibles, incluyendo soluciones de Prensado Isostático en Frío, para ayudarle a crear piezas fiables y sin defectos a partir de cerámicas avanzadas, metales y carburos. Nuestra experiencia garantiza que sus materiales logren la densidad constante requerida para un rendimiento superior en aplicaciones exigentes.
Contáctenos hoy para discutir cómo nuestra tecnología CIP puede mejorar su proceso de fabricación y ofrecer la calidad que su laboratorio exige.
¡Póngase en contacto con nuestros expertos ahora!
Guía Visual
Productos relacionados
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa isostática en caliente para investigación de baterías de estado sólido
La gente también pregunta
- ¿Qué es el proceso isostático en frío? Logre una densidad uniforme en piezas complejas de polvo
- ¿Qué ventajas ofrece una prensa isostática en frío (CIP) para las baterías de estado sólido? Mayor densidad y uniformidad
- ¿Cuál es la función específica de una prensa isostática en frío en el proceso de sinterización de LiFePO4? Maximizar la densidad de la batería
- ¿Qué papel juega la prensado isostático en frío en la formación de barras de alimentación para el crecimiento de monocristales? Asegure la estabilidad.
- ¿Qué es la presión isostática en frío? Logre una densidad uniforme para piezas de polvo complejas












