Por definición, el Prensado Isostático en Frío (CIP) se realiza a o cerca de la temperatura ambiente. El término "frío" se utiliza para contrastarlo marcadamente con procesos como el Prensado Isostático en Caliente (HIP), que operan a temperaturas extremadamente altas. El trabajo transformador en CIP no se logra a través de energía térmica, sino a través de la aplicación inmensa y uniforme de presión.
El nombre "Prensado Isostático en Frío" puede ser engañoso. No implica condiciones criogénicas, sino que significa que todo el proceso de compactación ocurre a temperatura ambiente, basándose únicamente en una presión hidrostática extrema para formar una pieza preliminar.

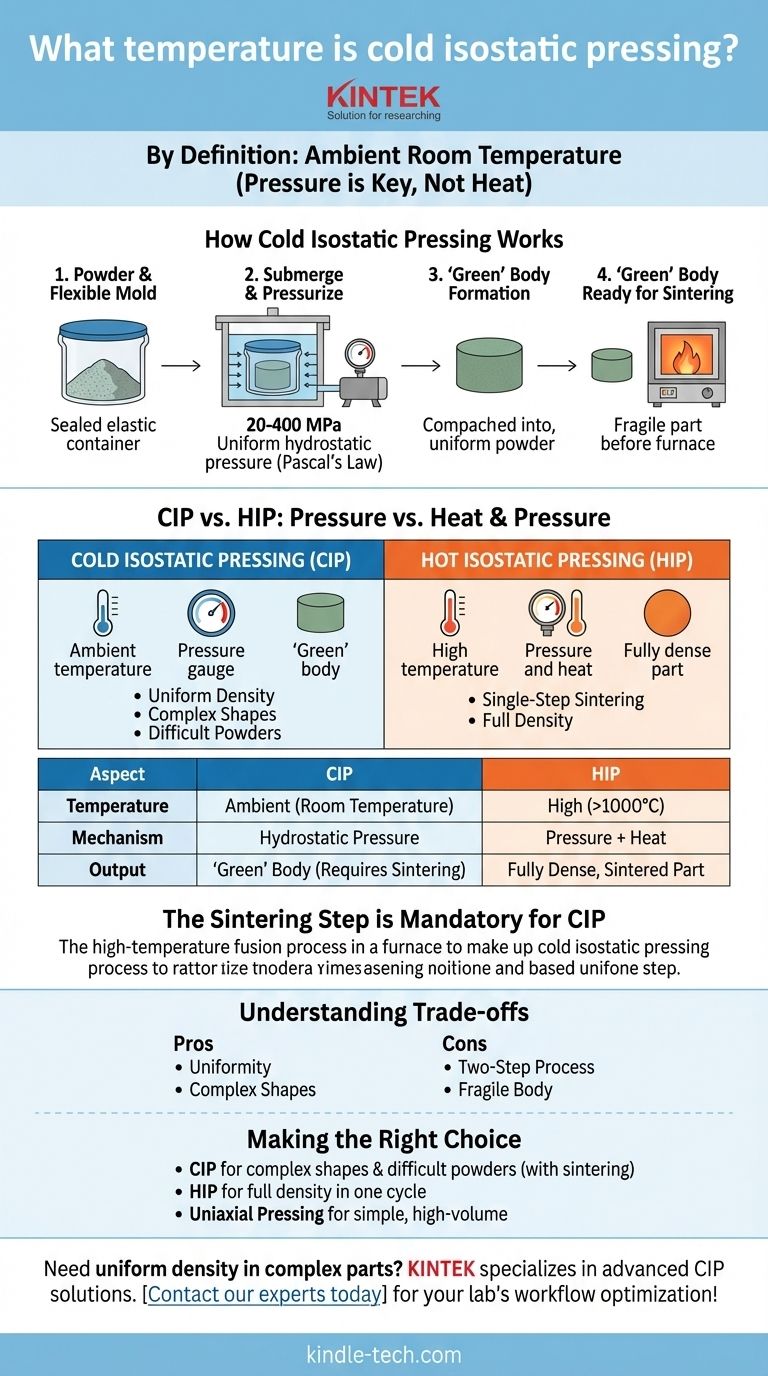
Cómo funciona el Prensado Isostático en Frío
Para entender por qué la temperatura no es un factor, primero debe comprender el mecanismo. El CIP es un método para compactar polvos en una masa sólida antes de que se sometan a un tratamiento térmico final.
El Principio Fundamental: Ley de Pascal
El proceso funciona según la ley de Pascal, que establece que la presión aplicada a un fluido encerrado se transmite sin disminuir a cada porción del fluido y a las paredes del recipiente que lo contiene.
Esto significa que el polvo se comprime por igual desde todas las direcciones, por lo que el proceso se denomina "isostático", lo que significa presión uniforme.
El Proceso Paso a Paso
Primero, se coloca un polvo en un molde flexible y elastomérico, que luego se sella, a menudo al vacío.
Este molde sellado se sumerge en una cámara de presión llena de un líquido, típicamente agua mezclada con un inhibidor de corrosión. Una bomba externa luego presuriza este fluido a niveles inmensos, a menudo entre 20 y 400 MPa.
La presión hidrostática extrema colapsa el molde, compactando el polvo en su interior de manera uniforme.
El Resultado: El Cuerpo "Verde"
El resultado del proceso CIP es una forma de polvo compactado conocida como cuerpo "verde".
Esta pieza tiene una densidad uniforme y la forma del molde, pero las partículas de polvo individuales solo se han entrelazado mecánicamente, no unidas metalúrgicamente. Tiene cierta integridad pero es relativamente frágil.
La Distinción Crítica: Presión vs. Calor
La diferencia fundamental entre el CIP y otros métodos es su dependencia únicamente de la fuerza mecánica. Esto tiene implicaciones significativas para el flujo de trabajo general de fabricación.
"Frío" Simplemente Significa Sin Calor Añadido
El CIP es un proceso de compactación puramente mecánico. Todo el ciclo de carga, presurización y despresurización ocurre a la temperatura ambiente del taller.
Contraste con el Prensado Isostático en Caliente (HIP)
Esto está en oposición directa al Prensado Isostático en Caliente (HIP). El HIP combina presión extrema con temperaturas muy altas, a menudo superiores a 1.000°C.
En el HIP, el calor y la presión se aplican simultáneamente, lo que permite que tanto la consolidación del polvo como la sinterización (la fusión de partículas) ocurran en un solo paso.
El Siguiente Paso Obligatorio: Sinterización
Debido a que el CIP no utiliza calor, el cuerpo "verde" resultante debe someterse a un proceso posterior separado de alta temperatura llamado sinterización.
Durante la sinterización, la pieza verde se calienta en un horno, lo que hace que las partículas de polvo se fusionen y formen un componente final fuerte y denso. El CIP y la sinterización son dos pasos distintos de un proceso completo.
Comprendiendo las Ventajas y Desventajas
El CIP es una técnica poderosa, pero no es la solución para todos los escenarios. Sus ventajas están directamente ligadas a sus limitaciones.
Ventaja: Densidad Uniforme y Formas Complejas
El principal beneficio del CIP es su capacidad para producir piezas con una densidad verde excepcionalmente uniforme, incluso con geometrías complejas. Esto es muy difícil de lograr con métodos como el prensado uniaxial, que compacta desde una sola dirección.
Ventaja: Aplicación con Polvos Difíciles
El CIP es altamente efectivo para compactar materiales que son muy duros y resisten otras formas de prensado, como metales duros o cerámicas.
Limitación: Un Proceso de Dos Pasos
La mayor desventaja es el requisito de un paso de sinterización separado. Esto hace que el ciclo de fabricación total sea más largo y complejo en comparación con un proceso integrado como el HIP.
Limitación: Manipulación del Cuerpo Verde
Los cuerpos "verdes" resultantes no tienen su resistencia final y pueden ser frágiles. Requieren una manipulación cuidadosa entre la unidad CIP y el horno de sinterización para evitar daños.
Tomando la Decisión Correcta para su Objetivo
La selección del método correcto de consolidación de polvo depende completamente de su material, la complejidad de la pieza y los requisitos de producción.
- Si su enfoque principal es crear formas complejas con densidad uniforme a partir de polvos difíciles de prensar: El CIP es una excelente opción, siempre que tenga en cuenta el paso de sinterización posterior.
- Si su enfoque principal es lograr la densidad total y las propiedades finales del material en un solo ciclo: El Prensado Isostático en Caliente (HIP) es la tecnología más directa y apropiada.
- Si su enfoque principal es la producción de alto volumen de formas simples y robustas: El prensado tradicional en matriz uniaxial puede ser una alternativa más rentable y rápida.
Comprender esta distinción entre la compactación impulsada por presión y la fusión térmica es clave para aprovechar eficazmente el procesamiento avanzado de materiales.
Tabla Resumen:
| Aspecto | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Temperatura | Ambiente (Temperatura ambiente) | Alta (A menudo > 1000°C) |
| Mecanismo Principal | Presión Hidrostática | Presión + Calor |
| Salida | Cuerpo 'Verde' (Requiere Sinterización) | Pieza Totalmente Densa y Sinterizada |
| Ventaja Clave | Densidad Uniforme en Formas Complejas | Consolidación y Sinterización en un Solo Paso |
¿Necesita lograr una densidad uniforme en piezas cerámicas o metálicas complejas? KINTEK se especializa en equipos de laboratorio avanzados, incluidas soluciones de Prensado Isostático en Frío. Nuestra experiencia garantiza que obtenga la tecnología adecuada para sus necesidades específicas de compactación y sinterización de polvo, ayudándole a producir componentes de alta integridad de manera eficiente. ¡Contacte a nuestros expertos hoy para discutir cómo el CIP puede optimizar el flujo de trabajo de su laboratorio!
Guía Visual
Productos relacionados
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa isostática en caliente para investigación de baterías de estado sólido
La gente también pregunta
- ¿Qué es el proceso isostático en frío? Logre una densidad uniforme en piezas complejas de polvo
- ¿Qué es la presión isostática en frío? Logre una densidad uniforme para piezas de polvo complejas
- ¿Cuál es el significado del prensado isostático? Logre una densidad uniforme en piezas complejas
- ¿Qué papel juega la prensado isostático en frío en la formación de barras de alimentación para el crecimiento de monocristales? Asegure la estabilidad.
- ¿Cómo mejora el equipo de prensado isostático el contacto del ánodo de metal de litio? Optimice el ensamblaje de su batería de estado sólido












