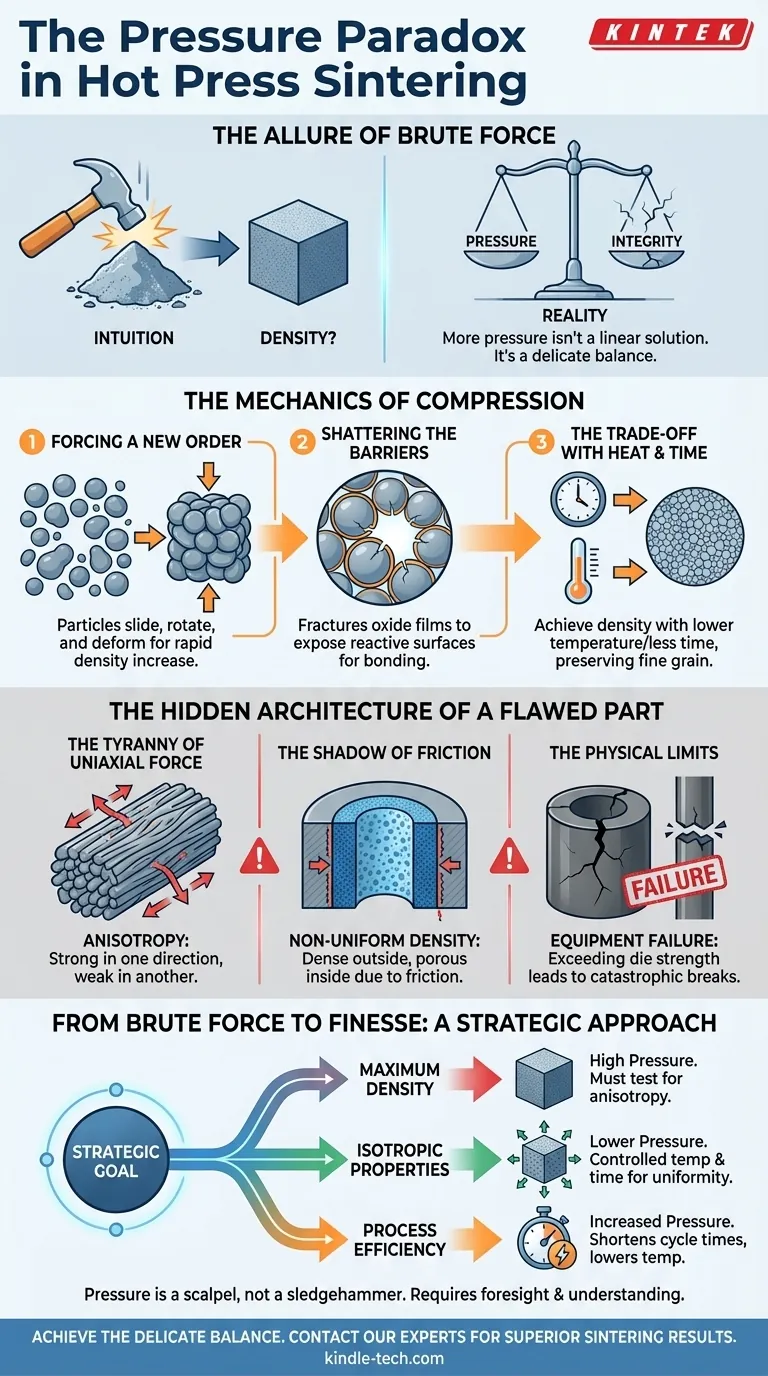
El atractivo de la fuerza bruta
Cuando nos enfrentamos a un desafío de consolidación, el instinto humano es simple: aplicar más fuerza. Si quieres empaquetar algo más apretado, lo aprietas más fuerte. Esta intuición nos sirve bien en la vida cotidiana, pero en el mundo preciso de la ciencia de los materiales, es tanto una herramienta poderosa como una trampa peligrosa.
En el sinterizado por prensado en caliente, la presión es la palanca principal que utilizamos para transformar el polvo suelto en un componente denso y sólido. Parece una solución lineal: más presión debería producir una pieza mejor. La realidad, sin embargo, es una paradoja delicada. La presión acelera el viaje hacia la densidad, pero puede introducir silenciosamente defectos estructurales profundos que comprometen la integridad del producto final.
Dominar este proceso no se trata de maximizar la fuerza; se trata de comprender sus complejas consecuencias.
La mecánica de la compresión: lo que la presión realmente hace
Aplicar una presión inmensa a un compactado de polvo no es solo un apretón burdo. Es una intervención dirigida que altera fundamentalmente la física de la consolidación a nivel microscópico.
Forzando un nuevo orden
Al comienzo del ciclo, el polvo es una colección desordenada de partículas y huecos. El aumento de la presión actúa como una fuerza abrumadora, haciendo que las partículas se deslicen, roten y se reorganicen en una estructura más compacta. A medida que la fuerza continúa, induce deformación plástica, cambiando literalmente la forma de las partículas para eliminar los huecos restantes. Este es el beneficio de la fuerza bruta: un aumento rápido y dramático de la densidad.
Rompiendo las barreras
Casi todas las partículas de polvo están envueltas en una película de óxido pasiva y microscópicamente delgada. Esta capa es enemiga de una unión fuerte. La alta presión crea un estrés inmenso en los puntos de contacto entre las partículas, fracturando físicamente estas cáscaras quebradizas. Este acto de destrucción es crucial, ya que expone superficies frescas y altamente reactivas que pueden formar fuertes enlaces metalúrgicos o cerámicos, creando una pieza verdaderamente monolítica.
El compromiso con el calor y el tiempo
La presión, la temperatura y el tiempo están intrínsecamente ligados. Al aumentar la presión, a menudo se puede lograr la densidad objetivo a una temperatura más baja o en menos tiempo. Esto es más que una simple ganancia de eficiencia. Las temperaturas más bajas pueden prevenir el crecimiento de grano indeseable, preservando la microestructura de grano fino que a menudo confiere una resistencia y tenacidad superiores al material final.
La arquitectura oculta de una pieza defectuosa
Los problemas más peligrosos en ingeniería son los que no se pueden ver. Si bien la presión excesiva proporciona densidad, puede construir una arquitectura defectuosa en el núcleo mismo de su componente.
La tiranía de la fuerza uniaxial
El prensado en caliente es típicamente una acción unidimensional: la fuerza se aplica desde una sola dirección. Esto puede persuadir a las partículas no esféricas a alinearse como fichas de dominó caídas, perpendiculares a la dirección de prensado.
El resultado es la anisotropía. El material desarrolla una "fibra", muy parecida a la madera. Puede ser increíblemente fuerte cuando se prueba a lo largo de un eje, pero sorprendentemente débil a lo largo de otro. Esta característica oculta puede provocar fallos inesperados y catastróficos en aplicaciones del mundo real.
La sombra de la fricción
La presión no se transmite perfectamente a través de una masa de polvo. A medida que el émbolo de la prensa se mueve, la fricción entre el polvo y las paredes de la matriz crea un gradiente de presión. La fuerza es más fuerte cerca del émbolo y más débil en el interior del núcleo del componente.
Esto puede crear una pieza que es densa por fuera pero porosa por dentro, una peligrosa ilusión de integridad estructural. Esta densidad no uniforme es un defecto común pero a menudo pasado por alto.
Los límites físicos de sus herramientas
Finalmente, está la simple e inflexible realidad de la física. Su prensa tiene una clasificación de fuerza máxima y, lo que es más importante, su matriz de grafito tiene una resistencia a la compresión finita. La tentación de superar los límites puede ser alta, pero excederlos resulta en un fallo catastrófico del molde, un revés costoso y que consume mucho tiempo.
De la fuerza bruta a la sutileza: un enfoque estratégico
La presión óptima no es una constante universal, sino una elección estratégica dictada por su objetivo final. La pregunta no es "¿Cuánta presión puedo aplicar?", sino "¿Qué estoy tratando de lograr?".
-
Para máxima densidad: Si lograr la mayor densidad teórica posible es la única prioridad, utilice la mayor presión que su equipo y matriz puedan soportar de forma segura. Sin embargo, debe estar preparado para probar rigurosamente y mitigar la anisotropía resultante.
-
Para propiedades isotrópicas: Si la uniformidad en todas las direcciones es innegociable, se requiere un enfoque más paciente. Favorezca una presión más baja combinada con una temperatura y un tiempo meticulosamente controlados para permitir una densificación más uniforme.
-
Para la eficiencia del proceso: Si el rendimiento y el ahorro de energía son los principales impulsores, aumentar la presión es una forma muy eficaz de acortar los tiempos de ciclo y reducir la temperatura de sinterización requerida.
La presión debe tratarse como un bisturí, no como un martillo. Es una herramienta precisa para manipular la consolidación de materiales, y su aplicación exitosa requiere previsión y una profunda comprensión de los compromisos.
Lograr este delicado equilibrio de fuerza, calor y tiempo requiere equipos que sean a la vez potentes y precisos. Contar con una prensa en caliente fiable y consumibles de alta calidad garantiza que los parámetros que establece sean las condiciones que su material experimenta realmente, lo que le permite pasar de la teoría a un componente acabado impecable. Si busca refinar su proceso de sinterizado para obtener resultados superiores, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Horno de Prensado en Caliente por Inducción al Vacío 600T para Tratamiento Térmico y Sinterización
- Horno de Sinterización por Vacío y Presión para Aplicaciones de Alta Temperatura
- Horno de Sinterización y Tratamiento Térmico al Vacío con Presión de Aire de 9MPa
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Horno Tubular
- Horno de Prensado en Caliente al Vacío Máquina de Prensado al Vacío Calentado
Artículos relacionados
- Aplicaciones y avances en los hornos de sinterización por presión en caliente al vacío para cerámica de precisión
- Horno de vacío para prensado en caliente: una guía completa
- Tecnología y equipos avanzados de sinterización por prensado en caliente de cerámica
- Guía completa para la aplicación de hornos de prensado en caliente al vacío
- Funciones de un horno de sinterización de vacío con prensa caliente


















