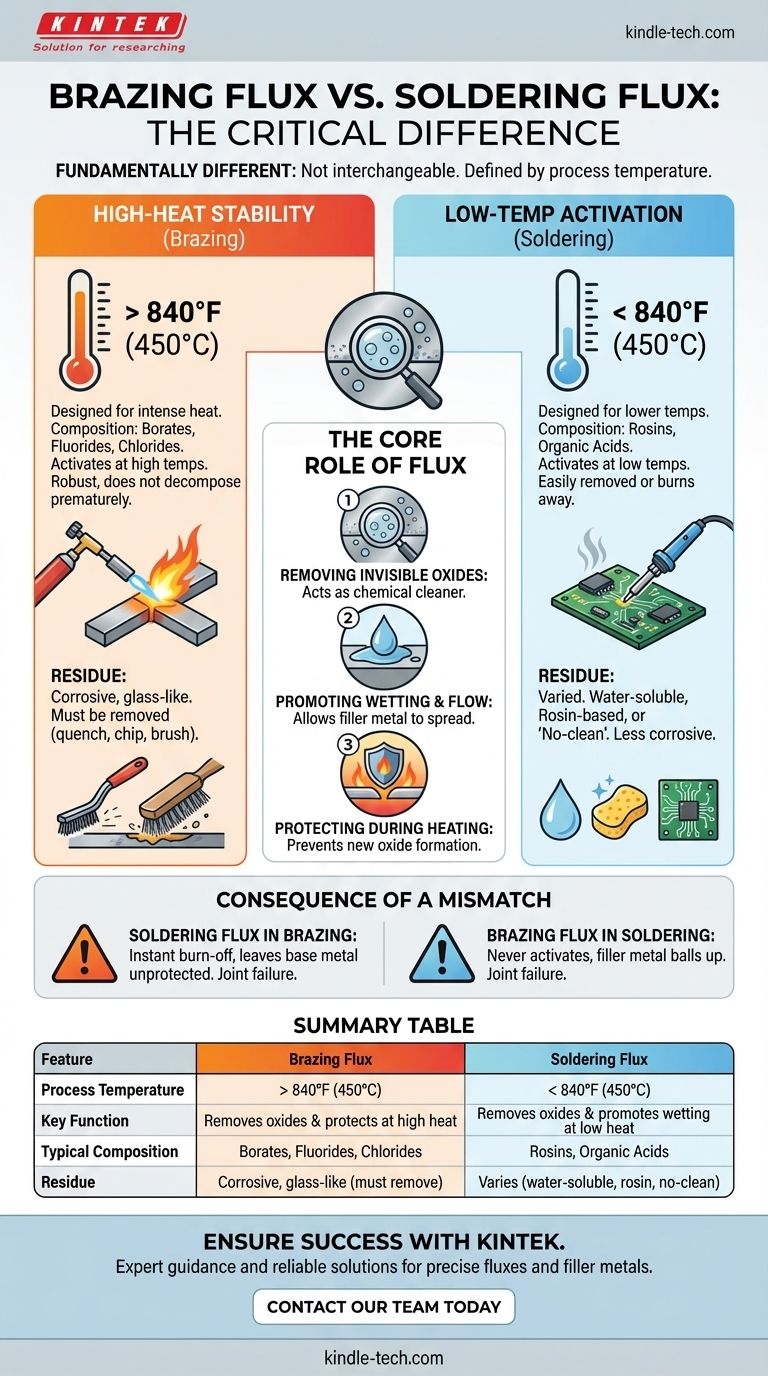
Sí, el fundente para soldadura fuerte y el fundente para soldadura blanda son fundamentalmente diferentes y no pueden usarse indistintamente. La diferencia principal es su formulación química, diseñada para coincidir con los rangos de temperatura distintos de cada proceso. El fundente para soldadura fuerte está diseñado para permanecer estable y activo a temperaturas superiores a 840°F (450°C), mientras que el fundente para soldadura blanda está diseñado para funcionar a las temperaturas mucho más bajas típicas de la soldadura blanda.
El principio fundamental a entender es que el fundente debe estar activo a la temperatura de trabajo de su metal de aporte. Usar el fundente incorrecto hará que no se active o que se queme antes de que se haga la unión, lo que resultará en una falla inmediata de la unión.
El papel fundamental del fundente: el socio invisible
Para entender por qué los fundentes son diferentes, primero debe entender qué hace el fundente. No es un aditivo opcional; es un requisito químico previo para una unión exitosa.
Eliminación de óxidos invisibles
Todos los metales, incluso cuando parecen limpios, están cubiertos por una fina e invisible capa de óxido. Esta capa de óxido impide que el metal de aporte fundido se una al metal base. El fundente actúa como un limpiador químico, eliminando esta capa de óxido a medida que se calienta la pieza.
Promoción de la humectación y el flujo
Una vez que se eliminan los óxidos, el fundente crea una superficie limpia y protegida. Esto permite que el metal de aporte fundido "humedezca" los metales base, que es la capacidad de extenderse uniformemente por la superficie y ser arrastrado hacia la unión por acción capilar.
Protección de la unión durante el calentamiento
A medida que se calientan las piezas metálicas, la tasa de oxidación aumenta drásticamente. El fundente crea una capa protectora sobre el área de la unión, evitando que se formen nuevos óxidos mientras se trabaja.
Por qué la temperatura dicta la formulación del fundente
La gran diferencia en las temperaturas del proceso entre la soldadura blanda y la soldadura fuerte es el factor más importante que dicta la química del fundente.
El desafío del fundente para soldadura fuerte: estabilidad a altas temperaturas
La soldadura fuerte se realiza a altas temperaturas, típicamente de 1100°F a 2200°F (600°C a 1200°C). Un fundente para soldadura fuerte debe ser lo suficientemente robusto como para soportar este calor intenso sin descomponerse o quemarse prematuramente.
Estos fundentes suelen estar hechos de compuestos químicos complejos como boratos, fluoruros y cloruros. Son inactivos a temperatura ambiente y solo se vuelven limpiadores químicos agresivos a altas temperaturas.
El desafío del fundente para soldadura blanda: activación a baja temperatura
La soldadura blanda se realiza a temperaturas mucho más bajas, generalmente por debajo de 840°F (450°C). Un fundente para soldadura fuerte sería inútil aquí, ya que permanecería como un polvo seco e inerte y nunca se activaría.
Los fundentes para soldadura blanda están formulados con resinas o ácidos orgánicos que se activan a estas temperaturas más bajas. Están diseñados para limpiar la superficie de manera efectiva y luego quemarse o eliminarse fácilmente.
La consecuencia de un desajuste
Si utiliza fundente para soldadura blanda en una operación de soldadura fuerte, se quemará y vaporizará instantáneamente mucho antes de que el metal de aporte de soldadura fuerte se derrita, dejando el metal base desprotegido y asegurando que la unión falle.
Si utiliza fundente para soldadura fuerte en una operación de soldadura blanda, la temperatura nunca será lo suficientemente alta como para activar el fundente. El metal de aporte se aglomerará y se negará a fluir, como si intentara soldar sobre una superficie sucia.
Comprensión de las compensaciones y los residuos
Las diferencias químicas también afectan lo que queda después de que se realiza el trabajo.
Residuos de fundente para soldadura fuerte: corrosivos y similares al vidrio
Debido a que contienen potentes sales químicas, los residuos de fundente para soldadura fuerte son altamente corrosivos. Deben eliminarse a fondo después de que la unión se enfríe. Este residuo suele ser duro y similar al vidrio, lo que requiere enfriamiento, raspado o cepillado con alambre para eliminarlo.
Residuos de fundente para soldadura blanda: un espectro de opciones
Los fundentes para soldadura blanda ofrecen más variedad. Los fundentes solubles en agua son agresivos pero se limpian fácilmente con agua. Los fundentes a base de resina son mucho más suaves y menos corrosivos. La electrónica moderna a menudo utiliza fundentes "sin limpieza", donde el residuo mínimo no es corrosivo y puede dejarse en la placa.
Tomar la decisión correcta para su proceso
Para garantizar una unión exitosa y duradera, su elección debe ser deliberada y coincidir con la temperatura del proceso.
- Si su enfoque principal es la unión de alta resistencia con aleaciones de plata o bronce (soldadura fuerte): Debe usar un fundente para soldadura fuerte diseñado químicamente para soportar y activarse a temperaturas superiores a 840°F (450°C).
- Si su enfoque principal es la unión con aleaciones de estaño de bajo punto de fusión (soldadura blanda): Debe usar un fundente para soldadura blanda formulado para activarse a temperaturas inferiores a 840°F (450°C).
- Si su enfoque principal es la limpieza y seguridad posterior al proceso: Siempre elimine los residuos corrosivos del fundente para soldadura fuerte, y para la soldadura blanda, elija el fundente más suave (como uno de resina o sin limpieza) que pueda realizar el trabajo.
Siempre trate el fundente y el metal de aporte como un sistema único e inseparable para garantizar una unión confiable.

Tabla resumen:
| Característica | Fundente para soldadura fuerte | Fundente para soldadura blanda |
|---|---|---|
| Temperatura del proceso | > 840°F (450°C) | < 840°F (450°C) |
| Función clave | Elimina óxidos y protege a altas temperaturas | Elimina óxidos y promueve la humectación a bajas temperaturas |
| Composición típica | Boratos, Fluoruros, Cloruros | Resinas, Ácidos orgánicos |
| Residuo | Corrosivo, similar al vidrio (debe eliminarse) | Varía (puede ser soluble en agua, resina o sin limpieza) |
Asegure el éxito de sus proyectos de soldadura fuerte y blanda con los materiales adecuados de KINTEK.
Elegir el fundente correcto es fundamental para crear uniones fuertes y confiables. KINTEK se especializa en proporcionar equipos y consumibles de laboratorio de alta calidad, incluidos los fundentes y metales de aporte precisos que su laboratorio o taller necesita. Nuestros expertos pueden ayudarle a seleccionar los productos perfectos para su aplicación específica y requisitos de temperatura.
No arriesgue la falla de la unión: ¡contacte a nuestro equipo hoy para obtener orientación experta y soluciones confiables!
Guía Visual
Productos relacionados
La gente también pregunta
- ¿Cómo funciona un horno de soldadura fuerte al vacío? Logre uniones metálicas superiores y sin fundente
- ¿Cuáles son las funciones específicas de introducir atmósferas reductoras o entornos de gas inerte en la soldadura fuerte al vacío?
- ¿Cuál es el costo de un horno de soldadura fuerte al vacío? Una guía sobre factores clave y estrategia de inversión
- ¿Qué es un horno de tratamiento térmico al vacío? La guía definitiva para el procesamiento en atmósfera controlada
- ¿Qué es un horno de tratamiento térmico al vacío? Logre una pureza y un control inigualables
