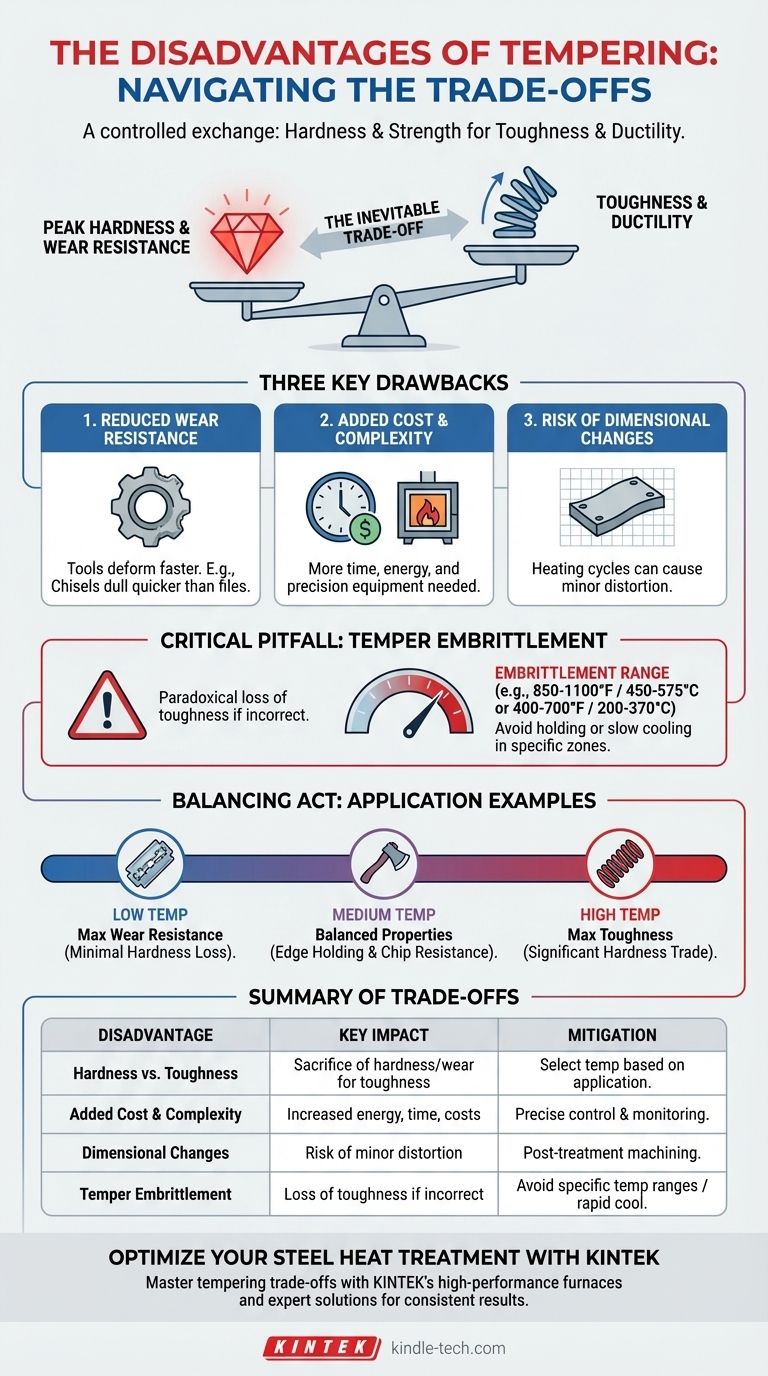
Aunque es un paso esencial para endurecer el acero, el proceso de templado no está exento de costos. Su principal desventaja es la compensación directa e inevitable entre dureza y tenacidad. Al templar un acero endurecido para reducir su fragilidad, se reduce simultáneamente su dureza máxima, resistencia al desgaste y resistencia a la tracción.
El desafío central en la metalurgia es que no se pueden maximizar todas las propiedades a la vez. La principal "desventaja" del templado es un sacrificio necesario: se renuncia intencionalmente a cierto grado de dureza y resistencia para obtener las propiedades críticas de tenacidad y ductilidad.
La compensación fundamental: dureza vs. tenacidad
Para comprender las desventajas del templado, primero debe comprender el estado del acero antes de que comience el proceso. El objetivo de todo tratamiento térmico es un intercambio controlado de propiedades.
El propósito del enfriamiento: lograr la máxima dureza
El enfriamiento (el enfriamiento rápido del acero desde una temperatura alta) se realiza por una razón: crear una microestructura llamada martensita.
La martensita es extremadamente dura y frágil. Este estado ofrece la máxima resistencia al desgaste, pero a menudo es demasiado frágil para un uso práctico, ya que puede romperse bajo impacto o estrés.
El papel del templado: recuperar la tenacidad
El templado es el proceso correctivo. Al recalentar el acero templado a una temperatura específica por debajo de su punto de transformación, se permite que algunos de los átomos de carbono atrapados en la estructura de la martensita precipiten.
Este cambio estructural alivia las tensiones internas y aumenta drásticamente la tenacidad del acero (su capacidad para absorber energía y deformarse sin fracturarse) y la ductilidad.
La consecuencia inevitable: reducción de la dureza y la resistencia
Esta ganancia en tenacidad tiene un costo directo. El mismo cambio estructural que aumenta la tenacidad también reduce la dureza y la resistencia a la tracción del acero.
Cuanto mayor sea la temperatura de templado, más tenacidad se gana, pero más dureza se pierde. Esto no es un defecto en el proceso, sino su característica definitoria. La "desventaja" está intrínseca en la física del material.
Comprendiendo los inconvenientes clave
Más allá de la compensación principal, el templado introduce desafíos prácticos y riesgos que deben gestionarse en cualquier contexto de fabricación o ingeniería.
1. Reducción de la resistencia al desgaste
La consecuencia más directa de la reducción de la dureza es una disminución de la resistencia al desgaste.
Una herramienta templada para alta tenacidad, como un cincel, verá su filo deformarse o desafilarse más rápidamente que una herramienta templada para alta dureza, como una lima.
2. Costo adicional y complejidad del proceso
El templado es un paso de fabricación adicional. Requiere energía para el horno, tiempo para que la pieza se caliente y enfríe, e inversión de capital en hornos controlados con precisión.
Esto añade tanto costo como otro posible punto de falla a la línea de producción. Un error en la temperatura o el tiempo puede arruinar la pieza.
3. Riesgo de cambios dimensionales
Aunque el templado alivia las principales tensiones internas del enfriamiento, el ciclo de calentamiento y enfriamiento aún puede causar una distorsión o cambios dimensionales menores en la pieza.
Para componentes de alta precisión, estos pequeños cambios deben anticiparse y, potencialmente, corregirse con rectificado o mecanizado posterior al tratamiento.
Un inconveniente crítico: la fragilización por templado
Paradójicamente, el templado a veces puede hacer que el acero sea más frágil si se realiza incorrectamente. Este fenómeno, conocido como fragilización por templado, es una desventaja crítica a evitar.
¿Qué es la fragilización por templado?
La fragilización por templado es una pérdida de tenacidad que ocurre cuando el acero se mantiene dentro, o se enfría lentamente a través de, un rango de temperatura específico.
Este es un resultado contraintuitivo y peligroso, ya que el objetivo del templado es precisamente lo contrario. Afecta principalmente a ciertos aceros aleados.
El rango de fragilización
La forma más común ocurre en un rango de aproximadamente 850-1100°F (450-575°C). Mantener el acero en este rango o enfriarlo lentamente a través de esta zona puede hacer que las impurezas se segreguen en los límites de grano, debilitando el material.
Otra forma, la "fragilidad azul", puede ocurrir a temperaturas más bajas alrededor de 400-700°F (200-370°C), causando una caída en la tenacidad.
Cómo evitarlo
Los ingenieros evitan esto controlando cuidadosamente los parámetros de templado. Las estrategias principales son templar por debajo o por encima del rango de fragilización, o enfriar el acero rápidamente después del templado a temperaturas más altas.
Tomando la decisión correcta para su objetivo
Las "desventajas" del templado son simplemente variables a controlar. La clave es elegir una temperatura de templado que logre el equilibrio ideal de propiedades para la aplicación final del componente.
- Si su enfoque principal es la máxima resistencia al desgaste y retención del filo (p. ej., una hoja de afeitar, una lima o una herramienta de torno): Utilizará una temperatura de templado muy baja (p. ej., 300-400°F / 150-200°C) para sacrificar la mínima dureza.
- Si su enfoque principal es la máxima tenacidad y resistencia a los golpes (p. ej., un resorte, un martillo o una espada): Utilizará una temperatura de templado alta (p. ej., 800-1100°F / 425-600°C) para intercambiar una dureza significativa por una ductilidad superior.
- Si su enfoque principal es un equilibrio entre dureza y tenacidad (p. ej., un hacha, un cincel o un cuchillo de uso general): Seleccionará una temperatura de templado media que proporcione un compromiso funcional entre el mantenimiento del filo y la resistencia a las astillas.
Comprender estas compensaciones es lo que transforma el templado de una simple receta en una poderosa herramienta de ingeniería.
Tabla resumen:
| Desventaja | Impacto clave | Mitigación/Consideración |
|---|---|---|
| Compensación dureza vs. tenacidad | Sacrificio de dureza/resistencia al desgaste por mayor tenacidad | Seleccionar la temperatura de templado según los requisitos de la aplicación |
| Costo y complejidad adicionales | Aumento de los costos de energía, tiempo y equipo | Requiere control preciso de la temperatura y monitoreo del proceso |
| Cambios dimensionales | Riesgo de distorsión o deformación menor | Puede requerir mecanizado posterior al tratamiento para piezas de precisión |
| Fragilización por templado | Pérdida de tenacidad si se realiza incorrectamente | Evitar rangos de temperatura específicos o usar enfriamiento rápido |
Optimice su tratamiento térmico de acero con KINTEK
Navegar por las complejidades del templado requiere equipos de precisión y conocimientos expertos. En KINTEK, nos especializamos en hornos de laboratorio de alto rendimiento y consumibles diseñados para procesos de tratamiento térmico exigentes. Nuestras soluciones le ayudan a lograr el equilibrio perfecto entre dureza y tenacidad, minimizando los riesgos como la distorsión y la fragilización.
Ya sea que esté trabajando en herramientas, resortes o componentes de precisión, KINTEK le proporciona el equipo confiable y el soporte que necesita para dominar las compensaciones del templado.
Contacte a nuestros expertos hoy para discutir cómo nuestro equipo de laboratorio puede mejorar sus procesos de tratamiento de acero y ofrecer resultados consistentes y de alta calidad.
Guía Visual
Productos relacionados
- Horno de Tratamiento Térmico al Vacío con Revestimiento de Fibra Cerámica
- Sonda tipo bomba para el proceso de producción de acería
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
La gente también pregunta
- ¿Qué es un horno de tratamiento térmico al vacío? Logre una pureza y un control inigualables
- ¿Cuál es la función principal de un horno de calentamiento al vacío? Optimizar la síntesis de Li2O de alta pureza
- ¿Qué es el proceso de tratamiento térmico al vacío? Logre un control, limpieza y calidad superiores
- ¿Cuáles son los tres métodos principales de enfriamiento para un horno de tratamiento térmico al vacío? Optimizar la dureza y el acabado de la superficie
- ¿Cuáles son los fallos relacionados con las operaciones de tratamiento térmico? Prevenir la distorsión, el agrietamiento y las manchas blandas







