Para soldar aluminio con bronceado, debe utilizar una varilla de bronceado especializada de aluminio-silicio (Al-Si), a menudo designada como 4047 o una aleación similar. Estas varillas tienen un punto de fusión más bajo que el aluminio base que está uniendo. Fundamentalmente, la soldadura exitosa también requiere un fundente específico diseñado para eliminar químicamente la terca capa de óxido de aluminio, que es el principal obstáculo para crear una unión fuerte.
El desafío de unir aluminio no es el metal en sí, sino la capa invisible y de alto punto de fusión de óxido de aluminio en su superficie. Por lo tanto, su éxito depende menos de la marca específica de la varilla y más de usar el fundente correcto y mantener un control preciso de la temperatura para manejar esta capa de óxido.

Por qué soldar aluminio con bronceado es un desafío único
Para unir aluminio eficazmente, primero debe comprender el problema central que está tratando de resolver. No se trata simplemente de fundir una varilla de aporte en una junta.
El problema: la capa de óxido
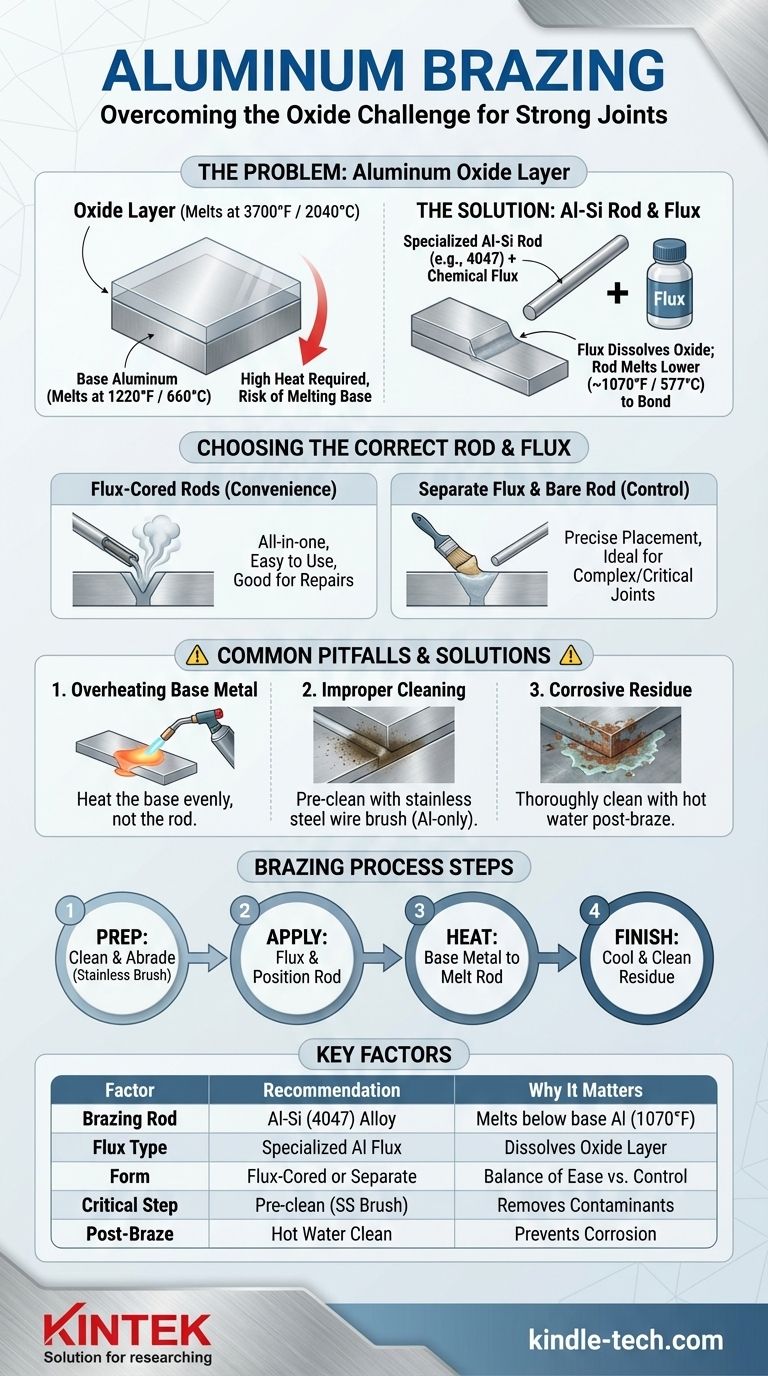
Cada pieza de aluminio está protegida por una capa delgada, dura y transparente de óxido de aluminio.
Esta capa de óxido es la razón por la cual el aluminio resiste tan bien la corrosión, pero es el principal enemigo de cualquier proceso de unión. Se funde a unos 3700 °F (2040 °C), mientras que el aluminio subyacente se funde a solo 1220 °F (660 °C).
Si intenta calentar la junta para fundir una varilla de aporte estándar, derretirá el aluminio base hasta formar un charco mucho antes de penetrar la capa de óxido.
La solución: fundente y una varilla de aporte a baja temperatura
La solución es un sistema de dos partes: una varilla de aporte especializada y un fundente químico activo.
El fundente es un agente químico diseñado para atacar y disolver la capa de óxido de aluminio cuando se calienta. La varilla de aporte de aluminio-silicio está diseñada para fundirse a una temperatura ligeramente *inferior* a la del aluminio base, lo que le permite fluir hacia la junta una vez que el fundente ha despejado el camino.
Elegir la varilla y el fundente correctos
Si bien el proceso es clave, seleccionar los materiales correctos es el primer paso necesario. Su elección generalmente se reduce a la conveniencia frente al control.
La opción estándar: varillas de aluminio-silicio (Al-Si)
El estándar de la industria para soldar aluminio con bronceado es una aleación de aluminio y silicio, más comúnmente 4047 (Al-Si12).
El alto contenido de silicio le da a esta aleación dos propiedades críticas:
- Punto de fusión más bajo: Se vuelve líquido a alrededor de 1070 °F (577 °C), muy por debajo del punto de fusión de las aleaciones de aluminio comunes.
- Excelente flujo (humectación): Una vez fundido, fluye fácilmente hacia juntas ajustadas mediante acción capilar.
Varillas con núcleo de fundente frente a fundente separado
Puede comprar estos materiales en dos formas principales.
Las varillas con núcleo de fundente tienen el polvo de fundente contenido dentro de la varilla misma. A medida que calienta la varilla, libera el fundente directamente en la junta. Esto es muy conveniente y excelente para principiantes.
El fundente separado implica aplicar una pasta o polvo de fundente a la junta antes de calentar e introducir una varilla de bronceado desnuda. Este método ofrece más control sobre la colocación del fundente y a menudo se prefiere para juntas complejas o críticas.
Comprender las compensaciones y los errores comunes
El aluminio ofrece muy poca advertencia antes de fallar. No brilla en rojo como el acero antes de derretirse; simplemente se convierte en un charco líquido. Esta naturaleza implacable conduce a errores comunes.
Error n.º 1: sobrecalentamiento del metal base
Este es el fallo más común. Los operarios aplican demasiado calor directo a la pieza de trabajo, tratando de fundir la varilla.
La técnica correcta es calentar el metal base uniformemente alrededor de la junta hasta que esté lo suficientemente caliente como para fundir la varilla al contacto. El soplete debe calentar la pieza, no la varilla.
Error n.º 2: limpieza inadecuada
El fundente solo puede hacer mucho. La superficie debe limpiarse mecánicamente antes de comenzar.
Utilice un cepillo de alambre de acero inoxidable (uno que se use *solo* para aluminio) para fregar el área de la junta inmediatamente antes de aplicar el fundente y el calor. Esto elimina los contaminantes superficiales y una parte de la gruesa capa de óxido, permitiendo que el fundente funcione de manera más efectiva.
Error n.º 3: olvidar la limpieza posterior a la soldadura
La mayoría de los fundentes para soldar aluminio son corrosivos. Si se dejan en la junta, atraerán humedad y corroerán el aluminio con el tiempo.
Después de que la pieza se haya enfriado, debe limpiar la junta a fondo con agua caliente y un cepillo rígido para eliminar todo el fundente residual.
Tomar la decisión correcta para su objetivo
Las necesidades específicas de su proyecto guiarán su selección de materiales y procesos.
- Si su enfoque principal es una reparación simple y rápida: Elija una varilla de aluminio-silicio (tipo 4047) con núcleo de fundente de alta calidad. Su naturaleza todo en uno simplifica enormemente el proceso.
- Si su enfoque principal es unir tubos o láminas de pared delgada: Utilice un fundente separado y una varilla desnuda para un mejor control del calor, y concéntrese en calentar la junta de manera amplia y uniforme para evitar derretir el material delgado.
- Si su enfoque principal es la máxima resistencia o un componente estructural: Reevalúe si la soldadura con bronceado es el proceso correcto. La soldadura TIG, que funde y fusiona los metales base, crea una unión significativamente más fuerte que la soldadura con bronceado.
En última instancia, el éxito en la soldadura de aluminio con bronceado se logra a través de la delicadeza y la comprensión del material, no a través del calor o la fuerza abrumadores.
Tabla de resumen:
| Factor clave | Recomendación | Por qué es importante |
|---|---|---|
| Varilla de bronceado | Aleación de aluminio-silicio (Al-Si), p. ej., 4047 | Se funde a ~1070 °F, por debajo del punto de fusión del aluminio base |
| Tipo de fundente | Fundente especializado para soldar aluminio con bronceado | Disuelve la dura capa de óxido de aluminio para una unión adecuada |
| Forma | Varillas con núcleo de fundente (facilidad) o fundente separado + varilla desnuda (control) | Elija según la complejidad del proyecto y el nivel de experiencia |
| Paso crítico | Pre-limpiar con un cepillo de alambre de acero inoxidable (solo aluminio) | Elimina contaminantes y ayuda a la eficacia del fundente |
| Post-bronceado | Limpiar a fondo con agua caliente para eliminar el fundente corrosivo | Previene la corrosión a largo plazo y asegura la integridad de la junta |
Logre juntas de aluminio impecables con el equipo y la experiencia adecuados.
Soldar aluminio con bronceado requiere precisión y los materiales correctos para superar su desafiante capa de óxido. En KINTEK, nos especializamos en proporcionar equipos de laboratorio y consumibles de alta calidad adaptados a sus necesidades específicas de unión y fabricación. Ya sea que esté trabajando en I+D, creación de prototipos o producción, nuestros expertos pueden ayudarlo a seleccionar las varillas de bronceado, los fundentes y las herramientas de calentamiento ideales para obtener resultados consistentes y sólidos.
Permita que KINTEK potencie las capacidades de su laboratorio. Comuníquese con nuestro equipo técnico hoy mismo para discutir sus requisitos de soldadura de aluminio con bronceado y descubrir cómo nuestras soluciones pueden mejorar su flujo de trabajo y garantizar el éxito del proyecto.
Guía Visual
Productos relacionados
- Varilla de cerámica de alúmina fina avanzada de ingeniería Al2O3 aislada para aplicaciones industriales
- Barra de cerámica de circonio estabilizado de itrio mecanizada de precisión para la ingeniería de cerámicas finas avanzadas
- Varilla de cerámica de nitruro de boro (BN) para aplicaciones a alta temperatura
- Fabricante de piezas personalizadas de PTFE Teflon para tamiz F4 de malla de PTFE
- Soportes personalizados de PTFE para obleas para laboratorios y procesamiento de semiconductores
La gente también pregunta
- ¿Qué temperatura máxima puede soportar la cerámica? Una guía sobre el rendimiento ante calor extremo
- ¿Cuál es la ventaja de la cerámica sobre el metal? Desbloquee un rendimiento superior en condiciones extremas
- ¿Cuál es el proceso de fabricación de tubos de alúmina? De polvo a cerámica de alto rendimiento
- ¿Cuál es la temperatura máxima para un tubo de alúmina? Desbloquee todo su potencial con alta pureza
- ¿Cuál es la temperatura máxima de funcionamiento de la alúmina? El papel crítico de la pureza y la forma
















