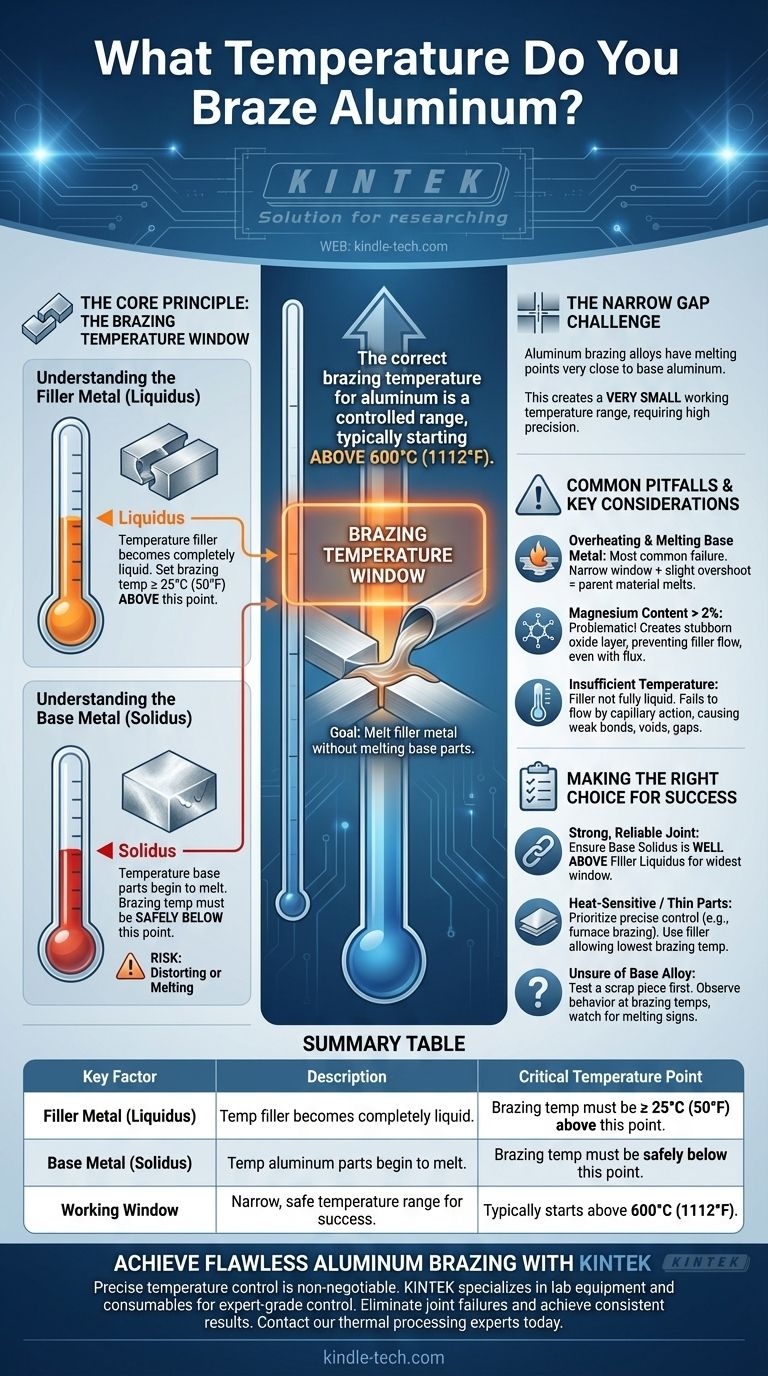
La temperatura correcta de soldadura fuerte para el aluminio no es un valor único, sino un rango cuidadosamente controlado que normalmente comienza por encima de los 600°C (1112°F). La temperatura precisa depende críticamente de dos factores: la aleación de relleno específica que esté utilizando y la aleación de aluminio base que esté uniendo. El objetivo es fundir el metal de relleno para que fluya hacia la unión sin fundir las propias piezas de aluminio.
La soldadura fuerte de aluminio exitosa depende de una ventana de temperatura crítica. Debe calentar el conjunto a una temperatura que esté por encima del punto de fusión (liquidus) de su aleación de relleno, pero de forma segura por debajo del punto de fusión (solidus) de las piezas de aluminio que está uniendo.

El principio fundamental: la ventana de temperatura de soldadura fuerte
Comprender la soldadura fuerte de aluminio es comprender la relación entre el metal base y el metal de relleno. A diferencia del acero, las aleaciones de aluminio tienen una brecha muy estrecha entre su temperatura de soldadura fuerte y su punto de fusión, lo que exige una alta precisión.
Comprender el metal de relleno (Liquidus)
El liquidus es la temperatura a la que una aleación de relleno se vuelve completamente líquida. Para asegurar que el relleno fluya correctamente hacia la unión, la temperatura de soldadura fuerte debe ser ligeramente superior a este punto.
Una regla común es establecer la temperatura de soldadura fuerte al menos 25°C (50°F) por encima del liquidus de la aleación de relleno específica que se esté utilizando.
Comprender el metal base (Solidus)
El solidus es la temperatura a la que la aleación de aluminio base comienza a fundirse. Su temperatura de soldadura fuerte siempre debe permanecer por debajo del solidus de las piezas que está uniendo.
Si la temperatura alcanza el solidus del metal base, corre el riesgo de distorsionar o fundir completamente su pieza de trabajo. Este es el principal modo de fallo en la soldadura fuerte de aluminio.
Por qué la brecha es tan estrecha
El desafío con el aluminio es que sus aleaciones de soldadura fuerte (típicamente aleaciones de aluminio-silicio) tienen un punto de fusión muy cercano al de las piezas de aluminio base. Esto crea un rango de temperatura de trabajo muy pequeño, a menudo solo unas pocas decenas de grados, lo que requiere un control preciso del calor.
Errores comunes y consideraciones clave
Alcanzar la temperatura correcta es solo una parte del proceso. Ciertas propiedades del material y errores de proceso pueden conducir a la falla de la unión incluso si su temperatura parece correcta.
Sobrecalentamiento y fusión del metal base
Esta es la falla más común y catastrófica. Debido a que la ventana de temperatura es tan estrecha, incluso un ligero exceso de temperatura o un calentamiento desigual puede hacer que el material base se derrita antes de que el relleno haya llenado correctamente la unión.
El problema con el contenido de magnesio
La composición de su aleación de aluminio base es crítica. Las aleaciones con un contenido de magnesio superior al 2% generalmente no son adecuadas para la soldadura fuerte.
El magnesio crea una capa de óxido altamente estable y persistente en la superficie que impide que el metal de relleno humedezca y se una al metal base, incluso con un flujo adecuado.
Temperatura insuficiente
Operar a una temperatura demasiado baja también es un problema. El metal de relleno no se volverá completamente líquido y no fluirá completamente hacia la unión por acción capilar. Esto da como resultado una unión incompleta y débil con huecos y espacios.
Tomar la decisión correcta para una soldadura fuerte exitosa
Su enfoque debe guiarse por los materiales que está utilizando y la precisión que requiere su proyecto.
- Si su objetivo principal es una unión fuerte y fiable: Asegúrese de que la temperatura solidus de su aleación base esté muy por encima de la temperatura liquidus de su relleno para crear la ventana de trabajo más amplia posible.
- Si trabaja con componentes sensibles al calor o delgados: Priorice el control preciso de la temperatura utilizando métodos como la soldadura fuerte en horno y seleccione una aleación de relleno que le permita usar la temperatura de soldadura fuerte más baja posible.
- Si no está seguro de la composición de su aleación base: Pruebe primero una pieza de desecho para observar cómo se comporta a temperaturas de soldadura fuerte, prestando mucha atención a cualquier signo de fusión.
En última instancia, dominar la soldadura fuerte de aluminio consiste en controlar con precisión esta ventana de temperatura estrecha y crítica.
Tabla resumen:
| Factor clave | Descripción | Punto de temperatura crítico |
|---|---|---|
| Metal de relleno (Liquidus) | Temperatura a la que la aleación de relleno se vuelve completamente líquida. | La temperatura de soldadura fuerte debe ser ≥ 25°C (50°F) por encima de este punto. |
| Metal base (Solidus) | Temperatura a la que las piezas de aluminio comienzan a fundirse. | La temperatura de soldadura fuerte debe estar de forma segura por debajo de este punto. |
| Ventana de trabajo | El rango de temperatura estrecho y seguro para una soldadura fuerte exitosa. | Normalmente comienza por encima de 600°C (1112°F). |
Logre una soldadura fuerte de aluminio impecable con KINTEK
El control preciso de la temperatura es innegociable para obtener uniones de aluminio soldadas fuertes y fiables. La estrecha ventana entre el punto de fusión del metal de relleno y el punto de fusión del metal base exige equipos de nivel experto.
KINTEK se especializa en equipos y consumibles de laboratorio que potencian su éxito. Ya sea que esté desarrollando nuevos productos o garantizando la calidad en la producción, nuestra gama de hornos de precisión y soluciones de procesamiento térmico le brinda el control exacto que necesita para dominar este proceso crítico.
Permítanos ayudarle a eliminar fallas en las uniones y lograr resultados consistentes.
Contacte hoy mismo a nuestros expertos en procesamiento térmico para analizar su aplicación específica de soldadura fuerte de aluminio y encontrar la solución perfecta para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Tubo de horno de alúmina de alta temperatura (Al2O3) para ingeniería de cerámicas finas avanzadas
- Horno de Sinterización y Soldadura Fuerte por Tratamiento Térmico al Vacío
- Horno Tubular de Laboratorio de Alta Temperatura de 1700℃ con Tubo de Alúmina
- Crisol Cerámico de Alúmina Avanzada Fina de Ingeniería Al2O3 para Horno Mufla de Laboratorio
- Horno de mufla de alta temperatura para desaglomeración y pre-sinterización de laboratorio
La gente también pregunta
- ¿Cuál es la función principal de un tubo de alúmina (Al2O3) en el sinterizado de LLZTO? Optimice su procesamiento térmico
- ¿Cómo se utilizan los hornos tubulares de alta temperatura o los hornos de mufla en la preparación de electrolitos compuestos reforzados con nanocables de LLTO (titanato de lantano y litio)?
- ¿Cómo garantiza un horno cerámico tubular de alta temperatura una captura de carbono de sal fundida estable? Lograr ciclos térmicos precisos
- ¿Cuál es el material utilizado en hornos de alta temperatura? Seleccionando la cerámica adecuada para calor extremo
- ¿Cómo limpiar un horno tubular de alúmina? Prolongue la vida útil del tubo y garantice la pureza experimental



















