En esencia, el prensado isostático es superior al prensado uniaxial porque aplica presión uniformemente desde todas las direcciones, no solo desde una. Esta diferencia fundamental elimina la fricción interna y las variaciones de densidad que afectan a los métodos uniaxiales, lo que da como resultado componentes cerámicos con una densidad significativamente mayor y más uniforme, y la capacidad de formar formas mucho más complejas.
Si bien el prensado uniaxial es un método rápido y rentable para formas simples, el prensado isostático desbloquea un nivel superior de rendimiento y libertad geométrica al garantizar que cada partícula en el polvo cerámico se compacte de manera uniforme.

La diferencia fundamental: aplicación de presión
Para comprender los beneficios, primero debe comprender el principio físico que separa estas dos técnicas. El método de aplicación de presión determina la calidad final de la pieza.
Prensado uniaxial: un apretón de arriba hacia abajo
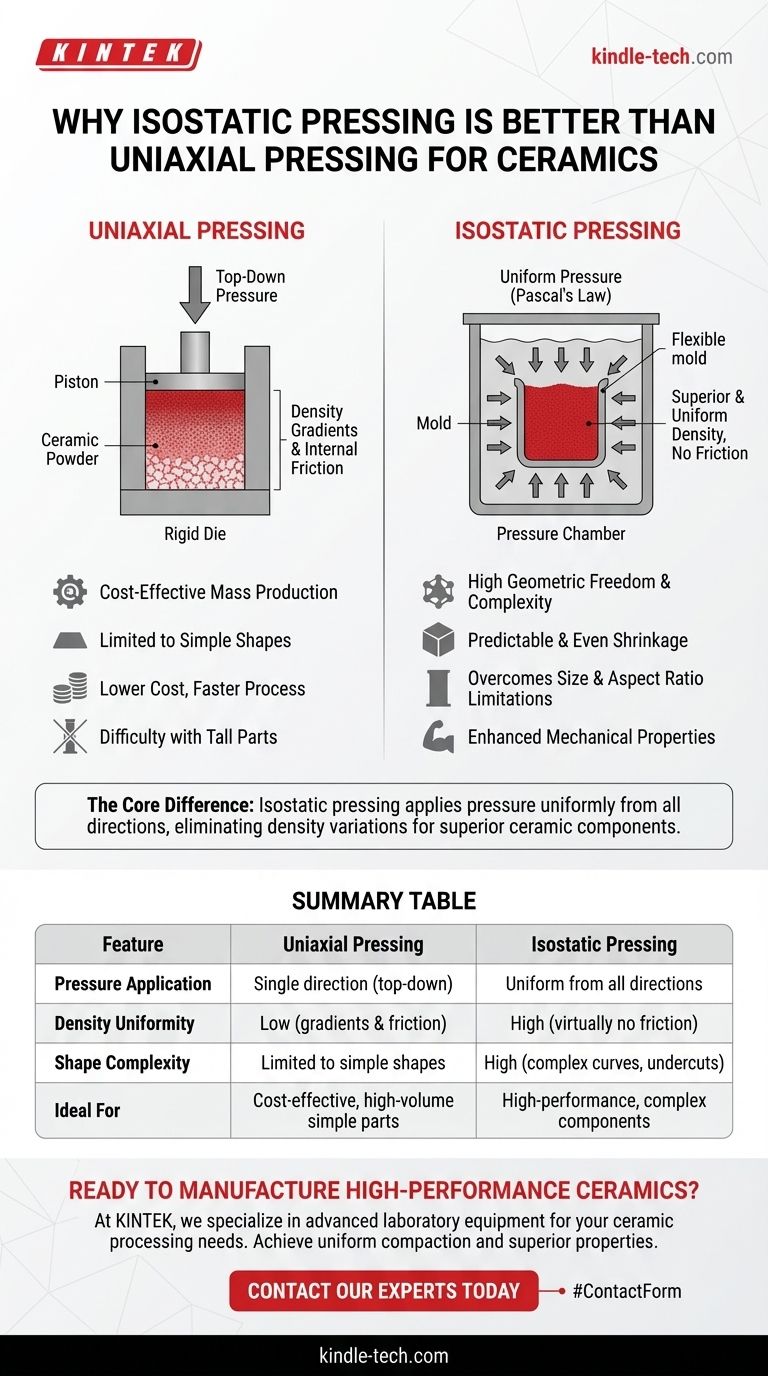
El prensado uniaxial actúa como un pistón simple. El polvo se coloca en una matriz rígida y un punzón lo comprime de arriba hacia abajo.
Esto crea una fricción significativa entre las partículas de polvo y contra las paredes de la matriz. Como resultado, la presión en la parte superior de la pieza es mucho mayor que en la parte inferior, lo que lleva a gradientes de densidad en todo el componente.
Prensado isostático: un apretón uniforme
El prensado isostático sumerge un molde flexible lleno de polvo en un fluido a alta presión. De acuerdo con la Ley de Pascal, esta presión se transmite de manera igual e instantánea a cada punto de la superficie del componente.
Esta presión omnidireccional elimina virtualmente la fricción interna, permitiendo que las partículas se organicen en una estructura de empaquetamiento mucho más densa y regular. El resultado es una pieza "verde" (sin sinterizar) con una densidad excepcionalmente uniforme.
Ventajas clave del prensado isostático
Esta aplicación de presión uniforme se traduce directamente en beneficios tangibles de fabricación y rendimiento para los componentes cerámicos.
Densidad y uniformidad superiores
Debido a que la densidad en verde es uniforme, la pieza se contrae de manera predecible y uniforme durante la etapa final de sinterización (cocción). Esto reduce drásticamente el riesgo de deformaciones, grietas o tensiones internas que son comunes en las piezas prensadas uniaxialmente debido a sus variaciones de densidad.
Libertad y complejidad geométrica
El prensado uniaxial se limita a formas simples que pueden ser expulsadas de una matriz rígida. El prensado isostático utiliza un molde flexible, lo que permite la creación de piezas con curvas complejas, socavados y cavidades internas intrincadas que de otro modo serían imposibles de producir.
Superación de las limitaciones de tamaño
En el prensado uniaxial, fabricar una pieza alta (una relación altura-diámetro elevada) es extremadamente difícil. La fricción a lo largo de la pared de la matriz impide que la presión llegue eficazmente a la parte inferior de la pieza.
El prensado isostático supera completamente esta limitación, produciendo piezas uniformemente densas independientemente de su tamaño o relación de aspecto.
Propiedades del material mejoradas
Una densidad más alta y uniforme significa menos huecos o defectos internos en la cerámica sinterizada final. Esto conduce directamente a propiedades mecánicas mejoradas, como mayor dureza, resistencia al desgaste y estabilidad térmica para aplicaciones de alto rendimiento.
Comprensión de las compensaciones
El prensado isostático no es universalmente superior; sus ventajas tienen un costo que lo hace inadecuado para ciertas aplicaciones.
Mayor costo
El equipo para el prensado isostático, que implica recipientes de alta presión y sistemas de fluidos especializados, es significativamente más caro que una prensa mecánica estándar. Las herramientas, que consisten en moldes flexibles personalizados, también pueden ser más costosas que las matrices rígidas simples.
Mayor complejidad del proceso
Los ciclos de prensado isostático suelen ser más largos que la rápida acción de estampado de una prensa uniaxial. El proceso de llenado, sellado y manipulación de moldes flexibles añade pasos y complejidad, lo que lo hace menos adecuado para la producción de alto volumen de artículos simples y básicos.
Elección del método de prensado adecuado
La decisión de utilizar prensado isostático o uniaxial no se trata de cuál es "mejor" en el vacío, sino de cuál se alinea mejor con su objetivo específico.
- Si su enfoque principal es la producción en masa rentable de formas simples: El prensado uniaxial es la elección clara debido a su velocidad, bajo costo y simplicidad.
- Si su enfoque principal es el máximo rendimiento y la complejidad geométrica: El prensado isostático es necesario para lograr la densidad uniforme y la libertad de forma requeridas para componentes críticos.
- Si su enfoque principal es crear piezas grandes con una alta relación de aspecto: El prensado isostático es a menudo el único método viable para garantizar la integridad estructural en todo el componente.
En última instancia, su elección depende de equilibrar los requisitos de ingeniería del componente con las realidades económicas de su producción.
Tabla resumen:
| Característica | Prensado Uniaxial | Prensado Isostático |
|---|---|---|
| Aplicación de Presión | Una sola dirección (de arriba hacia abajo) | Uniforme desde todas las direcciones |
| Uniformidad de Densidad | Baja (gradientes y fricción) | Alta (prácticamente sin fricción) |
| Complejidad de la Forma | Limitado a formas simples | Alta (curvas complejas, socavados) |
| Ideal Para | Piezas simples de alto volumen y rentables | Componentes complejos de alto rendimiento |
¿Listo para fabricar componentes cerámicos de alto rendimiento con densidad superior y geometrías complejas?
En KINTEK, nos especializamos en proporcionar equipos de laboratorio avanzados, incluidas soluciones para sus necesidades de procesamiento de cerámica. Nuestra experiencia le ayuda a lograr la compactación uniforme y las propiedades del material requeridas para aplicaciones críticas.
Contacte a nuestros expertos hoy mismo a través de nuestro Formulario de Contacto para discutir cómo nuestras soluciones pueden mejorar su proceso de fabricación de cerámica.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Cuál es el proceso de prensado isostático? Lograr densidad uniforme y formas complejas
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas

















